
§ 61. ОБЩИЕ СВЕДЕНИЯ об опиливании металла. Напильники. Виды насечек.
называется снятие слоя металла с поверхности обрабатываемой заготовки посредством специального режущего инструмента — напильника.
Работа напильником в настоящее время в значительной степени заменена работой машины, но полностью этот вид обработки машины вытеснить не могут, так как только при помощи напильника можно выполнить пригоночные работы, часто необходимые при монтаже. Слесарь должен хорошо владеть приемами опиливания, так как неправильное опиливание в ряде случаев может испортить всю предварительную работу и в результате потребуется дорогостоящая доработка.
С помощью напильников слесарь придает деталям требуемую форму и размеры, производит пригонку деталей друг к другу, подготовляет кромки деталей под сварку и выполняет другие работы.
Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное), выполняемое различными напильниками.
Обработка напильником дает возможность получить точность, деталей до 0,05 мм, а в отдельных случаях- до 0,02 мм и даже до 0,01 мм.
Опиливанием снимают небольшие припуски. В зависимости от применения тех или иных напильников припуск оставляется от 1,0 до 0,025 мм.
Напильники различаются: по длине, форме сечения, номеру насечек, роду насечек (по способу ее нанесения), материалу.
Размеры напильников нормализованы. Наиболее ходовые напильники имеют длину от 75 до 500 мм. При выборе напильников сообразуются с величиной обрабатываемой поверхности: для обработки больших поверхностей следует применять большие напильники, а для небольших — небольшие. Работу надо вести так, чтобы была использована вся рабочая поверхность напильника.
На практике часто при выборе напильников руководствуются следующим: длина напильника должна быть на 150 мм больше длины опиливаемой поверхности, например, при размере опиливаемой поверхности не более 50 мм применяют напильники длиной 200-250 мм, для поверхности 50-100 мм — напильники длиной 250-300 мм.
Напильники изготовляют из стали марок: У10, У10А, У12, У12А, У13, У13А (ГОСТ 1435-54 и ГОСТ 5210-50) или ШХ6. ШХ9 и ШХ15.
Конструкция напильника показана на рис. 105, а, в.

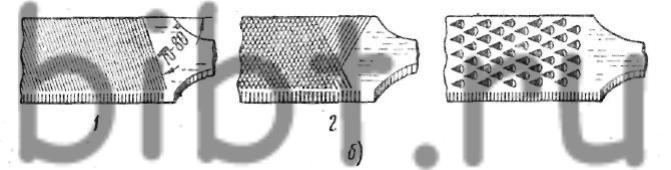
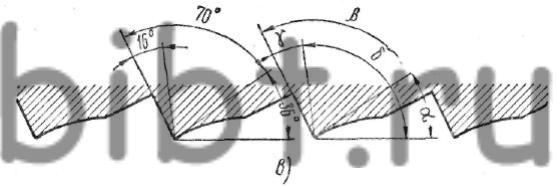
Рис. 105. Напильники:
а — общий вид напильника: 1 — носок, 2 — узкая сторона, 3 — широкая сторона, 4 — ребро, 5 — хвостовик, 6 — кольцо, 7 -ручка; б — виды насечек напильников: 1 — одинарная, 2- двойная, 3 — рашпильная; в — форма насеченного зуба напильника
Виды насечек. Насечка зубьев напильников производится разными способами: на пилонасекательных станках — при помощи специального зубила; на фрезерных станках — фрезами; на шлифовальных станках — специальными шлифовальными кругами, а также путем накатывания, протягивания на протяжных станках- протяжками, на зубонарезных станках. Каждый из указанных способов дает разный профиль зуба.
Насечки на поверхности напильника образуют зубья, режущие кромки которых при работе снимают стружку. Чем меньше насечек на 1 пог. см длины напильника, тем крупнее зуб. По виду или форме насечек напильники бывают с одинарной (простой) насечкой и с двойной (перекрестной) насечкой (рис. 105, б).
Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов (латуни, цинка, баббита, свинца, алюминия, бронзы, меди и т. д.) с незначительным сопротивлением резанию. Кроме того, эти напильники применяют для заточки пил, лесопильных рам и ножей, а также для обработки дерева и пробки.
Одинарная насечка наносится под углом 70-80° к оси напильника.
Напильники с двойной насечкой применяют для опиливания твердых металлов (стали, чугуна) с большим сопротивлением резанию. Резать эти металлы напильниками с одинарной насечкой (широкими зубьями) было бы очень трудно, поэтому для них и применяют напильники с двойной (перекрестной) насечкой, дающей небольшую по длине стружку.
В напильниках с двойной насечкой одна насечка называется нижней, или основной, а другая верхней. По ГОСТ нижняя насечка делается под углом 55°, а верхняя — под углом 70-80° к оси напильника. Таким образом, угол между насечками равен: 70 + 55 =125°. Такой угол дает наибольшую производительность при обработке твердых металлов. При обработке более мягких металлов угол соответственно уменьшается.
Рашпильная насечка состоит из отдельно расположенных выступов и углублений, образующих сравнительно крупные и редкие зубья, представляющие пирамидальные выступы. Такой вид насечки применяется при опиливании баббита, свинца, цинка, а также мягких материалов (кожи, дерева, каучука, резины, кости и пр.). Напильниками с обыкновенной насечкой такие материалы обрабатывать нельзя, так как крупная стружка от этих материалов сильно забивает зубья и они перестают резать.
Источник
Способ получения насечки на напильниках
О П И С А Н И Е (и) 572324
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Республик ф — . ь я. ф файф (61) Дополнительное к авт. свид-ву (22) Заявлено 03.11.75 (21) 2186079/27 с присоединением заявки Ке (23) Приоритет
Опубликовано 15.09.77. Бюллетень Ке 34
Дата опубликования описания 16.09.77 (51) M. Кл е В 21Н 7/14
Совета Министров СССР по делам изобретений и открытий (53) УДК 621.99.7(088.8) (72) Авторы изобретения
П. П. Костин, А. Ф. Морозов, М. А. Муханова, Н. В.;Муругов и В. А. Захаров (Всесоюзный научно-исследовательский инструментальный-ияеиюух.. (71) Заявитель (54) СПОСОБ ОБРАЗОВАНИЯ НАСЕЧКИ НА НАПИЛЬНИКАХ
Изобретение относится к обработке металлов давлением и может быть использовано при производстве гранных напильников.
Известен способ образования насечки на напильниках, при котором па поверхности отформованной многогранной заготовки накатывают вспомогательные зубья насечки (1).
Недостатком известного способа является то, что после накатывания заготовка напильника сохраняет все дефекты поперечного сечения, которые появились при формовке, например при прокатке и шлифовании, что снижает качество напильников и их производительность.
Повышение качества напильников и их производительности по предлагаемому способу обеспечивается за счет того, что перед накаткой ребра, образованные пересечением граней, скругляют, а при накатке одновременно производят калибровку заготовки до получения конечных размеров изделия.
На фиг. 1 показан пример осуществления предлагаемого способа, скругления граней трехгранной заготовки; на фиг. 2 — накатка вспомогательных зубьев на заготовке.
Отформованную многогранную заготовку 1, соответствующую форме готового напильника, задают в калибр, образованный сегментами 2, для скругления ребер 3 канавками 4.
В результате скругления часть металла с ребер 3 перемещается на грани заготовки, 2 способствуя уменьшению дефектов предварительной формовки типа «вырывов».
После скругления заготовку подают в калибр, образованный накатными сегментами 5.
5 При накатывании вспомогательных зубьев с одновременным калиброванием заготовки по граням происходит перемещение металла как в поперечном направлении накатки, так и вдоль заготовки. Поперечное перемещение
10 металла заготовки способствует ликвидации
«вырывов» металла, полученных при формовке, и получению постоянной высоты зуба по ширине заготовки.
Продольное перемещение металла способ15 ствует выравниванию поверхности грани заготовки и увеличению ее длины.
Таким образом совокупность поперечного и продольного течения металла при накаты20 ванин зубьев с одновременным калиброванием заготовки по граням дает возможность получить вспомогательный зуб напильника постоянной высоты по ширине и длине всей заготовки.
25 Пример выполнения предлагаемого способа.
На трехгранной заготовке длиной 150 мм, скругляли ребра обжатием, равным максимальному допуску, на высоту сечения напильника (10о/о).
30 Накатывание вспомогательных зубьев проводилось с обжатием, не превышающим 20 /о.
Предлагаемый способ обеспечивает получение зубьев одинаковой высоты по всей ширине граней заготовки и повышает производительность напильников на 150 †1 /О.
Способ образования насечки на напильниках, при котором на поверхности отформованной многогранной заготовки накатывают вспо572324
4 могательные зубья насечки, о т л и ч а ю щ и йс я тем, что, с целью повышения качества напильников и повышения их эффективности, перед накаткой ребра, образованные пересе5 чением граней, скругляют, а при накатке одновременно производят калибровку заготовки до получения конечных размеров изделия.
Источники информации, принятые во внимание при экспертизе
Источник
Какими способами получают насечку напильника
Работа напильника (опиловка) производится повторными движениями напильника по обрабатываемому материалу, причем движение от себя — рабочее, а возвратное — холостое.
Формы сечения, назначение и род насечки весьма разнообразны, но в связи с механизацией целого ряда работ, производимых ранее опиловкой, большое количеств специальных видов напильников вышло из употребления. Все же и в настоящее время номенклатура довольно значительна.
Содержание

Виды напильников
По форме сечения самыми распространенными являются следующие:
- плоские тупоносые, ОСТ 20167 (рис. 1, а);
- плоские остроносые, ОСТ 20168 (рис. 1, б);
- трехгранные, ОСТ 20171 (рис. 1, в);
- квадратные, ОСТ 20169 (рис. 1 , г);
- полукруглые, ОСТ 20176 (рис. 1, д);
- круглые, ОСТ 20177 (рис. 1, е).
Менее распространены ножевочные, ОСТ 20172 (рис. 1,ж), мечевидные, или ромбические, ОСТ 20173 (рис. 1,г), и овальные, ОСТ 20175 (рис. 1, и).
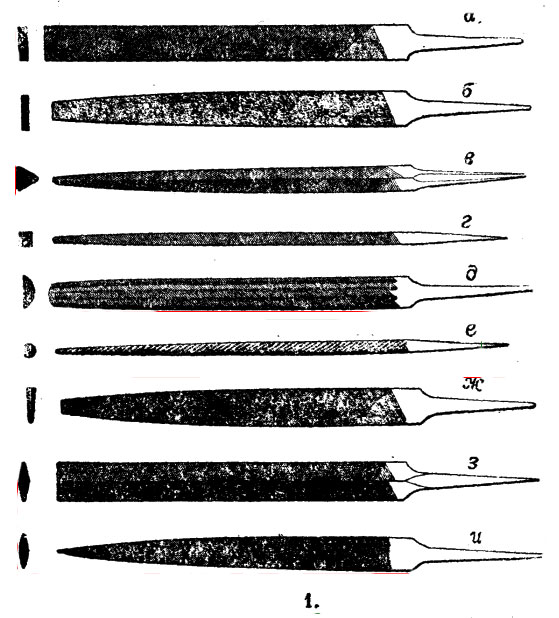
Сечения напильников подбираются в соответствии с формой подлежащей опиловке поверхности.
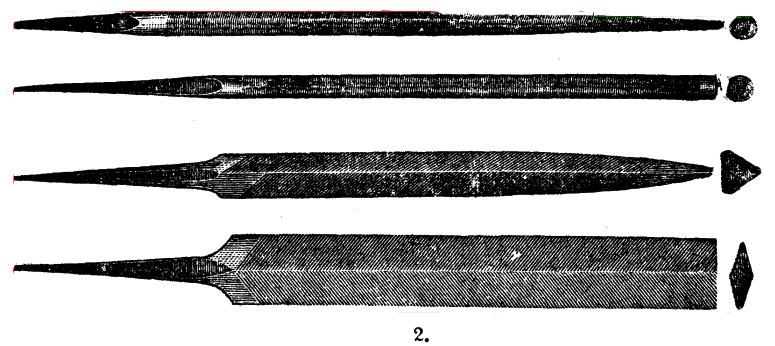
Отдельную группу составляют напильники, которые применяются для заточки ручных пил по дереву. Эта группа напильников имеет также большую номенклатуру как по форме сечения, так и по виду насечки в зависимости от назначения напильников.
Наиболее распространенными и применяемыми в настоящее время являются следующие три формы сечения:
- круглые,
- трехгранные и
- ромбические напильники (рис. 2).
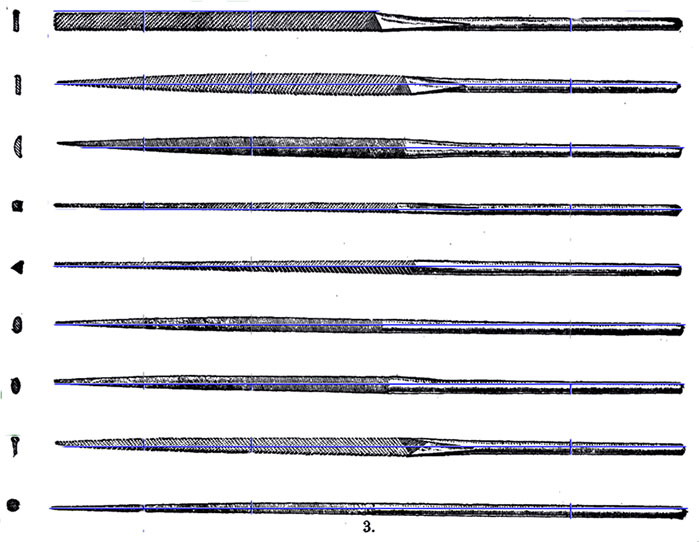
Для мелких работ в инструментальных цехах и на предприятиях точной индустрии применяются тонкие напильники, имеющие специальное наименование — надфили, ОСТ 7016—7027 (рис. 3), изготовляемые тех же сечений, что и напильники.
Отличительной особенностью надфилей является помимо их размеров сечения и то, что надфиль отковывается из круглой проволоки, причем половина длины является профилированной рабочей частью, а другая половина круглого сечения ручной.
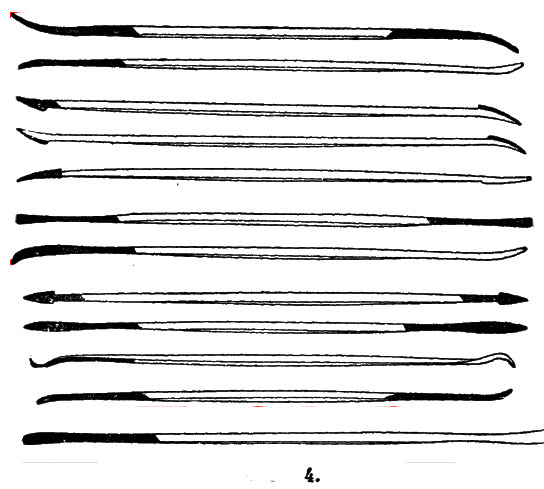
В часовом производстве при меняют специальные надфили с укороченной рабочей частью и ручкой квадратного сечения. Для обработки штампов, а чаще в ювелирном деле и скульпторами применяются изогнутые двусторонние и односторонние, называемые рифлуарами (рис. 4). Количество видов рифлуаров очень значительное, зависящее от разнообразия форм, подлежащих обработке ими.
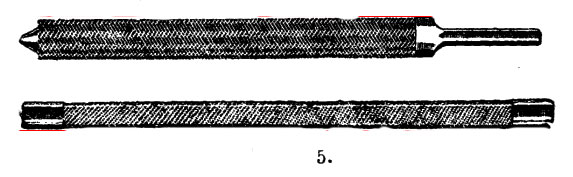
Все перечисленные виды являются ручным инструментом. Отдельную группу составляют напильники, служащие машинным инструментом. К этой группе относятся:
- 1) Напильники для напилочных станков (рис. 5), изготовляемые тех же профилей, что и ручные;
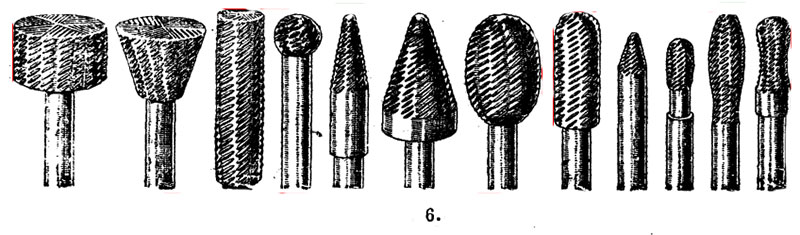
- 2) бор-напильники (или турбо-напильники) (рис. 6) для станков с гибким валом типа Варио-Флекс.
Напильники изготовляются размером (по длине) от 75 до 450 мм. Длина надфилей 60 — 220 мм, наиболее распространены надфили 80—160 мм. Н. для напилочных станков изготовляются длиной 100— 250 мм. Длина бор-напильников вместе с хвостовиком 60—80 мм.
Насечки напильников
В зависимости от количества зубьев насечки, приходящихся на единицу длины (1 см), считая по оси, напильники подразделяются на 6 основных видов или классов причем бархатные насечки делятся в свою очередь на классы или номера в зависимости от частоты насечки.
Остированы насечки драчевая — I класс, личная—II класс и бархатные III, IV, V и VI классы.
Количество насечек на 1 см.
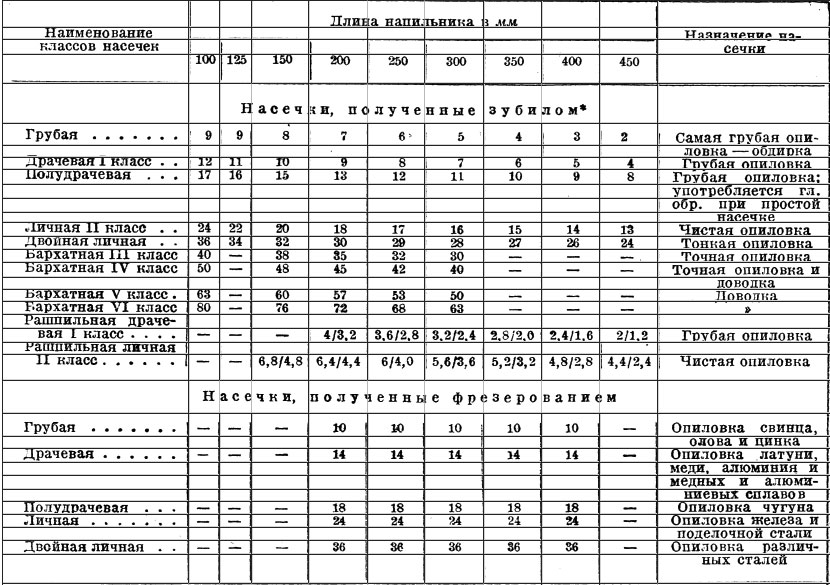
В числителе указано количество рашпильных насечек на 1 см, а в знаменателе рашпильных насечек на 1п.см ширины. Колличествонасечек указанодля нижнего зуба, для верхнего зуба количество насечек для первых четырех классов на 1-2 больше , чем на нижнем, а для остальных классов на 3-5 больше.
Количество насечек на единицу длины в зависимости от длины напильника и назначение напильника в зависимости от насечки показаны в таблице.
Отдельную группу напильников занимают так называемые рашпили (рис. 7), у которых в отличие от напильников, имеющих один зуб по ширине (линейные зубья), имеется по ширине несколько зубьев (точечные зубья). В отличие от напильников, в основном применяемых для опиловки металлов, рашпили предназначены для опиловки более мягких материалов (дерева, кости, рога и т. п.).
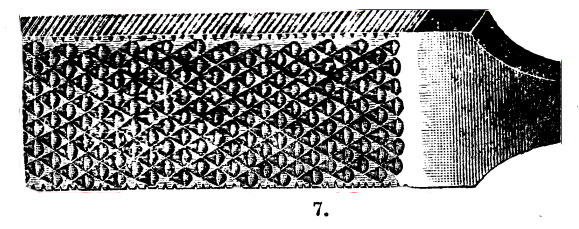
Рашпили изготовляются в основном 3 профилей:
- а) плоские тупоносые (ОСТ 2006),
- б) плоские остроносые (ОСТ 2007), полукруглые (ОСТ 2008), круглые (ОСТ 2009), плоские — конные рашпили (ОСТ 2011) и сапожные рашпили полукруглые (ОСТ 2010).
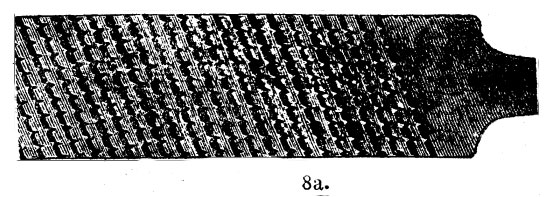
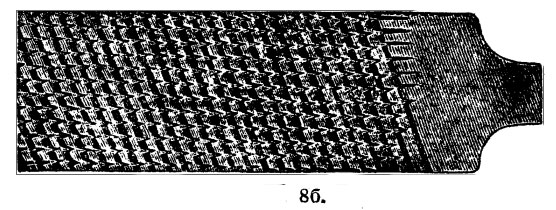
Помимо насеченных в целях получения более правильного угла резания изготовляют напильники с фрезерованным зубом (рис. 8а, 8б, 8в,). Они обладают высокой производительностью в особенности эффективны при обработке цветных металлов.
Изготовление напильников
Изготовление состоит в основном из следующих операций:
- отрезка заготовок,
- отковка хвоста и носка напильника,
- отжиг,
- правка (рихтовка),
- обточка, или шлифовка, плоскостей,
- опиловка для личных и бархатных напильника,
- снятие фаски,
- наседка, или нарезка, зубьев,
- обрезка носка,
- заправка (заточка носка),
- закалка,
- очистка,
- отпуск хвоста,
- смазка
- упаковка.
Сталь напильника
Материалом для напильников служит углеродистая сталь с содержанием 0,8—1,5% С; 0,10—0,30% Si; 0,25—0,45% Мп;
Источник



