
- Способы получения композиционных материалов
- От чего зависят свойства композиционных материалов
- Материалы, используемые для получения композиционных материалов
- Некоторые методы изготовления продуктов из композитов
- Ручное формование
- Напыление
- RTM (инжекция)
- Вакуумная инфузия
- Намотка
- Пултрузия
- Прямое прессование
- Автоклавное формование
- Продукты из композитов
- Композиционные материалы
- 1. Композиционные или композитные материалы – материалы будущего.
- 2. Типы композиционных материалов.
- 3. Классификация композиционных материалов.
- 4. Экономическая эффективность применения композиционных материалов.
Способы получения композиционных материалов
Способы получения композиционных материалов заключается в сочетании в едином материале свойств 2 х или более разнородных материалов, существенно отличающихся по своему составу, геометрической форме и свойствам.
Природные композиционные материалы чаще всего получаются при кристаллизации из расплава матрицы, которая захватывает пузырьки воздуха, жидкости или твердые фазы.
Искусственные композиционные материалы могут получать следующими методами:
Химический метод получения композиционных материалов (получают вяжущие, пеностекло и т.д.):
в) гальваностегией (покрыванием) и т.д.
Металлургический метод получения композиционных материалов. С его помощью получают все металлы.
С помощью перемешивания (бетон, раствор, стеклопластик, пластмассы и т.д.).
От чего зависят свойства композиционных материалов
От структуры и свойств матрицы, если матрица имеет плотную структуру и высокую прочность, то и композиционный материал будет обладать высокими прочностными свойствами и высоким коэффициентом конструктивного качества.
От агрегатного состояния второй фазы композиционного материала. Если вторая фаза находится в твердом состоянии, то композиционный материал будет обладать более высокими прочностными и деформационными свойствами. Если вторая фаза находится в жидком состоянии, то прочностные свойства композиционного материала будут снижаться, но будет повышаться электропроводность. Если вторая фаза будет находиться в газообразном состоянии, то при этом будет снижаться средняя плотность композиционного материала и его прочность, но будет повышаться теплоизолирующая способность.
От дисперсности (размер частиц) второй и третьей фаз. Чем тоньше дисперсность, тем меньше неоднородность, тем выше прочность композиционного материала.
Свойства композиционных материалов зависят от силы взаимодействия матрицы с поверхностью второй и третьей фаз. Если матрица химически взаимодействует со второй и третьей фазами, то в этом случае свойства композиционных материалов будут повышаться. Если матрица будет соединяться со второй фазой только физическими силами, то прочность композиционных материалов будут снижаться.
Материалы, используемые для получения композиционных материалов
В качестве матрицы для получения композиционных материалов могут использоваться минеральные и органические вяжущие, керамика, горные породы и т.д. В качестве второй и третьей фазы могут использоваться воздух, волокна стекла, ткани, фольга, песок и т.д.
Бетоны являются наиболее распространенными и наиболее изученными композиционными материалами, которые используются в различных отраслях строительства. На бетоне можно проследить и изучить все основные закономерности присущие композиционным материалам.
В настоящее время наиболее распространенными являются следующие классификации бетонов.
1. В зависимости от средней плотности все бетоны подразделяют:
а) особо плотные, т.е бетоны которые имеют ρср > 2500 кг/м 3 ;
б) тяжелые, бетоны, котоые имеют ρср =1800─2500 кг/м 3 ;
2. В зависимости от используемого вяжущего:
а) цементные бетоны (портландцемент, быстротвердеющий цемент, сульфатостойкий портландцемент, гидрофобный, пластифицированный, глиноземистый, расширяющийся, напрягающий, пуццолановый, шлаковый и другие цементы);
б) силикатные бетоны (известково-кремнезёмистые);
в) смешанные бетоны (цементно-известковые, известково-шлаковые);
г) асфальтовые бетоны (битумы в качестве вяжущего);
д) полимерные бетоны (полимерные материалы или их добавки);
е)специальные бетоны, применяемые при наличии особых требований (жаростойкий, химически стойкий, для защиты от радиации и т. д.).
3. В зависимости от назначения:
а) конструкционные бетоны, т.е. бетоны, применяемые для изготовления несущих строительных конструкций;
б) гидротехнические бетоны, т.е. бетоны, которые применяются для строительства гидротехнических сооружений (каналы, дамбы, оросительные системы, берегоукрепительные сооружения, мосты и т.д.);
в) кислотостойкие бетоны, т.е. бетоны, которые хорошо эксплуатируются при воздействии концентрированных минеральных кислот, например в химической промышленности;
г) жаростойкие бетоны, т.е. бетоны, которые выдерживают длительное воздействие высоких температур (> 500 ºС);
д) бетоны для защиты от радиоактивного излучения;
е) дорожные (асфальтовые);
Исходя из классификации бетонов, можно сделать вывод, что бетон может эксплуатироваться только в строго заданных условиях эксплуатации (в запроектированных условиях). Поэтому при проектировании бетона необходимо особое внимание уделить выбору исходных материалов для изготовления бетона, который будет эксплуатироваться в определенных условиях.
Источник
Некоторые методы изготовления продуктов из композитов
Прошлый свой пост я посвятил истории композитных материалов. Я продолжаю занимать свой досуг этой теме и сегодня хочу рассказать немного о терминах и технологиях прототипирования с использованием полимерных композитов. Если вам нечем заняться длинными зимними вечерами, то вы всегда можете смастерить из углепластиковой ткани сноуборд, корпус для мотоцикла или чехол на смартфон. Конечно, процесс может в итоге выйти дороже, нежели покупка готового продукта, но интересно что-то мастерить своими руками.
Под катом — обзор методов изготовления изделий из композитных материалов. Буду вам благодарен, если в комментариях вы меня дополните, чтобы в результате получился более полный пост.

Композиционный материал создается минимум из двух компонентов с четкой границей между ними. Есть слоистые композитные материалы — например, фанера. Во всех же других композитах можно разделить компоненты на матрицу, или связующее, и армирующие элементы — наполнители. Композиты обычно разделают по виду армирующего наполнителя или по материалу матрицы. Подробнее об использовании композитов вы можете прочитать в посте История композиционных материалов, а эта публикация посвящена методам изготовления продуктов из композитов.
Ручное формование
В случае с изготовлением изделий единичными экземплярами наиболее распространенным методом является ручное формование. На подготовленную матрицу наносится гелькоут – материал для получения хорошей отделки на внешней части армированного материала, позволяющий также подобрать цвет для изделия. Затем в матрицу укладывается наполнитель – например, стеклоткань – и пропитывается связующим. Удаляем пузырьки воздуха, ждем, пока все остынет, и дорабатываем напильником – обрезаем, высверливаем и так далее.
Этот метод широко используется для создания деталей корпуса автомобилей, мотоциклов и мопедов. То есть для тюнинга в тех случаях, когда он не ограничивается наклейкой пленки «под карбон».


Напыление
Напыление не требует раскроя стекломатериала, но взамен нужно использование специального оборудования. Данный метод часто используется для работы с крупными объектами, такими как корпусы лодок, автотранспорт и так далее. Точно так же, как и в случае с ручным формованием, сначала анносится гелькоут, затем стекломатериал.

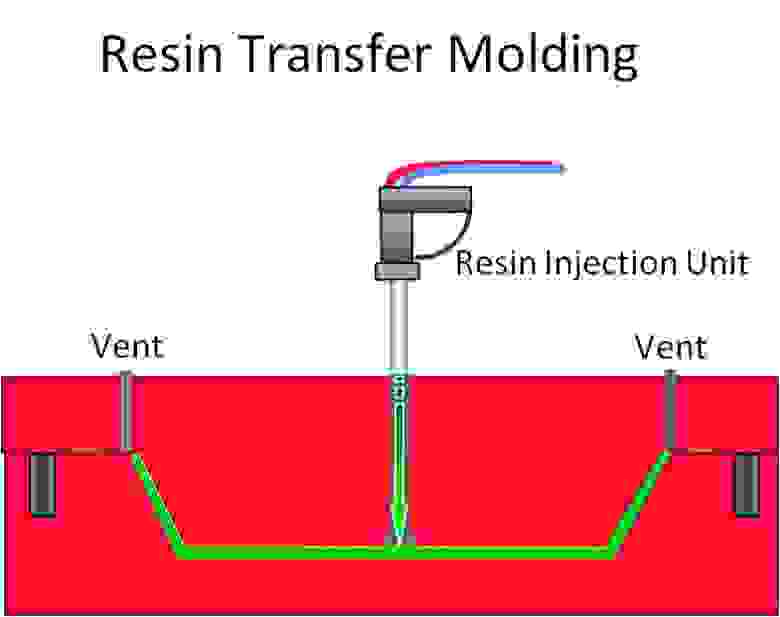
RTM (инжекция)
При методе инжекции полиэфирной смолы в закрытую форму используется оснастка из матрицы и ответной формы – пуансона. Стекломатериал укладывается между матрицей и ответной формой, затем в форму под давлением вливается отвердитель – полиэфирная смола. И, конечно, доработка напильником после отверждения – по вкусу.
Вакуумная инфузия
Для метода вакуумной инфузии необходим пакет, в котором с помощью насоса создается вакуум. В самом пакете располагается армирующий материал, поры которого после откачки воздуха заполняются жидким связующим.
Пример метода — для изготовления скейтборда.

Намотка
Метод намотки композитов позволяет сделать сверхлегкие баллоны для сжатого газа, для чего используют РЕТ-лейнер, подкачанный до 2-5 атмосфер, а также композитные трубы, используемые в нефтедобывающей отрасли, химической промышленности и в коммунальном хозяйстве. Из названия легко понять, что стеклоткань наматывают на подвижный или неподвижный объект.
На видео — процесс намотки стеклоткани на баллон.

Пултрузия
Пультрузия – это “протяжка”. При этом методе происходит непрерывный процесс протягивания композиционного материала сквозь тянущую машину. Скорость процесса составляет до 6 метров в минуту. Волокна пропускаются через полимерную ванну, где пропитываются связующим, после чего проходят сквозь преформовочное устройство, получая окончательную форму. Затем в пресс-форме материал нагревается, и на выходе мы получаем окончательный затвердевший продукт.
Процесс производства шпунтовых свай методом пултрузии.
Прямое прессование
Изделия из термопластов изготавливают в пресс-формах под давлением. Для этого используют высокотемпературные гидравлические прессы с усилием от 12 до 100 тонн и максимальной температурой около 650 градусов. Таким способом делают, например, пластиковые ведра.
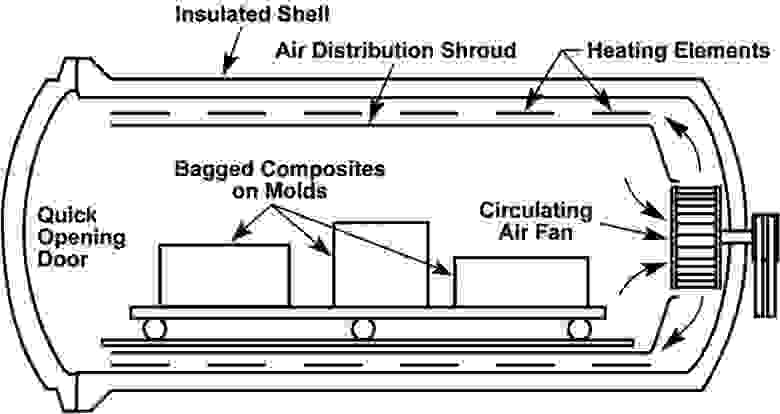
Автоклавное формование
Автоклав необходим для проведения процессов при нагреве и под давлением выше атмосферного с целью ускорить реакцию и увеличить выход продукта. Внутрь автоклава помещаются композитные материалы на специальных формах.
Продукты из композитов
Композитные материалы широко используются в авиастроении. Например, Solar Impulse построен из них.


Протезы и ортезы.

Если у вас появились дополнения, то обязательно напишите о них в комментариях. Спасибо.
Источник
Композиционные материалы
1. Композиционные или композитные материалы – материалы будущего.
После того как современная физика металлов подробно разъяснила нам причины их пластичности, прочности и ее увеличения, началась интенсивная систематическая разработка новых материалов. Это приведет, вероятно, уже в вообразимом будущем к созданию материалов с прочностью, во много разпревышающей ее значения у обычных сегодня сплавов. При этом большое внимание будет уделяться уже известным механизмам закалки стали и старения алюминиевых сплавов, комбинациям этих известных механизмов с процессами формирования и многочисленными возможностями создания комбинированных материалов. Два перспективных пути открывают комбинированные материалы, усиленные либо волокнами, либо диспергированными твердыми частицами. Упервых в неорганическую металлическую или органическую полимерную матрицу введены тончайшие высокопрочные волокна из стекла, углерода, бора, бериллия, стали или нитевидные монокристаллы. В результате такого комбинирования максимальная прочность сочетается с высоким модулем упругости и небольшой плотностью. Именно такими материалами будущего являются композиционные материалы.
Композиционный материал – конструкционный (металлический или неметаллический) материал, в котором имеются усиливающие его элементы ввиде нитей, волокон или хлопьев более прочного материала. Примеры композиционных материалов: пластик, армированный борными, углеродными, стеклянными волокнами, жгутами или тканями на их основе; алюминий, армированный нитями стали, бериллия. Комбинируя объемное содержание компонентов, можно получать композиционные материалы с требуемымизначениями прочности, жаропрочности, модуля упругости, абразивной стойкости, а также создавать композиции с необходимыми магнитными, диэлектрическими, радиопоглощающими и другими специальными свойствами.
2. Типы композиционных материалов.
2.1. Композиционные материалы с металлической матрицей.
Композитные материалы или композиционные материалы состоят из металлической матрицы (чаще Al, Mg, Ni и их сплавы), упрочненной высокопрочными волокнами (волокнистые материалы) или тонкодисперсными тугоплавкими частицами, не растворяющимися в основном металле (дисперсно-упрочненные материалы). Металлическая матрица связывает волокна (дисперсные частицы) в единое целое. Волокно (дисперсные частицы) плюс связка (матрица), составляющие ту или иную композицию, получили название композиционные материалы.
2.2. Композиционные материалы с неметаллической матрицей.
Композиционные материалы с неметаллической матрицей нашли широкое применение. В качестве неметаллических матриц используют полимерные, углеродные и керамические материалы. Из полимерных матриц наибольшее распространение получили эпоксидная, фенолоформальдегидная и полиамидная.
Угольные матрицы коксованные или пироуглеродные получают из синтетических полимеров, подвергнутых пиролизу. Матрица связывает композицию, придавая ейформу. Упрочнителями служат волокна: стеклянные, углеродные, борные, органические, на основе нитевидных кристаллов (оксидов, карбидов, боридов,нитридов и других), а также металлические (проволоки), обладающие высокой прочностью и жесткостью.
Свойства композиционных материалов зависят от состава компонентов,их сочетания, количественного соотношения и прочности связи между ними.
Армирующие материалы могут быть в виде волокон, жгутов, нитей, лент, многослойных тканей.
Содержание упрочнителя в ориентированных материалах составляет 60-80 об. %, в неориентированных (с дискретными волокнами и нитевидными кристаллами) – 20-30 об. %. Чем выше прочность и модуль упругости волокон,тем выше прочность и жесткость композиционного материала. Свойства матрицы определяют прочность композиции при сдвиги и сжатии и сопротивление усталостному разрушению.
По виду упрочнителя композитные материалы классифицируют настекловолокниты, карбоволокниты с углеродными волокнами, бороволокниты иоргановолокниты.
В слоистых материалах волокна, нити, ленты, пропитанные связующим, укладываются параллельно друг другу в плоскости укладки. Плоские слоисобираются в пластины. Свойства получаются анизотропными. Для работыматериала в изделии важно учитывать направление действующих нагрузок. Можносоздать материалы как с изотропными, так и с анизотропными свойствами.
Можно укладывать волокна под разными углами, варьируя свойства композиционных материалов. От порядка укладки слоев по толщине пакета зависят изгибные и крутильные жесткости материала.
Применяется укладка упрочнителей из трех, четырех и более нитей.
Наибольшее применение имеет структура из трех взаимно перпендикулярных нитей. Упрочнители могут располагаться в осевом, радиальном и окружном направлениях.
Трехмерные материалы могут быть любой толщины в виде блоков, цилиндров. Объемные ткани увеличивают прочность на отрыв и сопротивлениесдвигу по сравнению со слоистыми. Система из четырех нитей строится путем разложения упрочнителя по диагоналям куба. Структура из четырех нитей равновесна, имеет повышенную жесткость при сдвиге в главных плоскостях.
Однако создание четырехнаправленных материалов сложнее, чем трех направленных.
3. Классификация композиционных материалов.
3.1. Волокнистые композиционные материалы.
Часто композиционный материал представляет собой слоистую структуру, в которой каждый слой армирован большим числом параллельных непрерывных волокон. Каждый слой можно армировать также непрерывными волокнами, сотканными в ткань, которая представляет собой исходную форму,по ширине и длине соответствующую конечному материалу. Нередко волокна сплетают в трехмерные структуры.
Композитые материалы отличаются от обычных сплавов более высокими значениями временного сопротивления и предела выносливости (на 50 – 10 %), модуля упругости, коэффициента жесткости и пониженной склонностью к трещинообразованию. Применение композиционных материалов повышает жесткость конструкции при одновременном снижении ее металлоемкости.
Прочность композиционных (волокнистых) материалов определяется свойствами волокон; матрица в основном должна перераспределять напряжения между армирующими элементами. Поэтому прочность и модуль упругости волокондолжны быть значительно больше, чем прочность и модуль упругости матрицы.
Жесткие армирующие волокна воспринимают напряжения, возникающие в композиции при нагружении, придают ей прочность и жесткость в направлении ориентации волокон.
Для упрочнения алюминия, магния и их сплавов применяют борные, а также волокна из тугоплавких соединений (карбидов, нитридов, боридов и оксидов), имеющих высокие прочность и модульупругости. Нередко используют в качестве волокон проволоку из высокопрочных сталей.
Для армирования титана и его сплавов применяют молибденовую проволоку, волокна сапфира, карбида кремния и борида титана.
Повышение жаропрочности никелевых сплавов достигается армированием их вольфрамовой или молибденовой проволокой. Металлические волокна используют и в тех случаях, когда требуются высокие теплопроводность и электропроводимость. Перспективными упрочнителями для высокопрочных ивысокомодульных волокнистых композиционных материалов являются нитевидные кристаллы из оксида и нитрида алюминия, карбида и нитрида кремния, карбидабора и др.
Композиционные материалы на металлической основе обладают высокойпрочностью и жаропрочностью, в то же время они малопластичны. Однако волокна в композиционных материалах уменьшают скорость распространения трещин, зарождающихся в матрице, и практически полностью исчезает внезапное хрупкое разрушение. Отличительной особенностью волокнистых одноосных композиционных материалов являются анизотропия механических свойств вдоль и поперек волокон и малая чувствительность кконцентраторам напряжения.
Анизотропия свойств волокнистых композиционных материалов учитывается при конструировании деталей для оптимизации свойств путем согласования поля сопротивления с полями напряжения.
Армирование алюминиевых, магниевых и титановых сплавов непрерывными тугоплавкими волокнами бора, карбида кремния, доборида титана и оксида алюминия значительно повышает жаропрочность. Особенностью композиционных материалов является малая скорость разупрочнения во времени с повышением температуры.
Основным недостатком композиционных материалов с одно и двумерным армированием является низкое сопротивление межслойному сдвигу и поперечному обрыву. Этого лишены материалы с объемным армированием.
3.2. Дисперсно-упрочненные композиционные материалы.
В отличие от волокнистых композиционных материалов в дисперсно-упрочненных композиционных материалах матрица является основным элементом,несущим нагрузку, а дисперсные частицы тормозят движение в ней дислокаций.
Высокая прочность достигается при размере частиц 10-500 нм при среднем расстоянии между ними 100-500нм и равномерном распределении их в матрице.
Прочность и жаропрочность в зависимости от объемного содержания упрочняющих фаз не подчиняются закону аддитивности. Оптимальное содержание второй фазы для различных металлов неодинаково, но обычно не превышает 5-10 об. %.
Использование в качестве упрочняющих фаз стабильных тугоплавких соединений (оксиды тория, гафния, иттрия, сложные соединения оксидов иредкоземельных металлов), нерастворяющихся в матричном металле, позволяетсохранить высокую прочность материала до 0,9-0,95 Т [pic]. В связи с этимтакие материалы чаще применяют как жаропрочные. Дисперсно-упрочненныекомпозиционные материалы могут быть получены на основе большинства применяемых в технике металлов и сплавов.
Наиболее широко используют сплавы на основе алюминия – САП(спеченный алюминиевый порошок).
Плотность этих материалов равна плотности алюминия, они не уступают ему покоррозионной стойкости и даже могут заменять титан и коррозионно-стойкиестали при работе в интервале температур 250-500 °С. По длительной прочности они превосходят деформируемые алюминиевые сплавы. Длительная прочность для сплавов САП-1 и САП-2 при 500 °С составляет 45-55 МПа.
Большие перспективы у никелевых дисперсно-упрочненных материалов.
Наиболее высокую жаропрочность имеют сплавы на основе никеля с 2-3 об. % двуоксида тория или двуоксида гафния. Матрица этих сплавов обычно твердыйраствор Ni + 20 % Cr, Ni + 15 % Mo, Ni + 20 % Cr и Mo. Широкое применениеполучили сплавы ВДУ-1 (никель, упрочненный двуокисью тория), ВДУ-2 (никель,упрочненный двуокисью гафния) и ВД-3 (матрица Ni +20 % Cr, упрочненная окисью тория). Эти сплавы обладают высокой жаропрочностью. Дисперсно-упрочненные композиционные материалы, так же как волокнистые, стойки к разупрочнению с повышением температуры и длительностивыдержки при данной температуре.
Стекловолокниты – это композиция, состоящая из синтетической смолы, являющейся связующим, и стекловолокнистого наполнителя. В качественаполнителя применяют непрерывное или короткое стекловолокно. Прочность стекловолокна резко возрастает с уменьшением его диаметра (вследствиевлияния неоднородностей и трещин, возникающих в толстых сечениях). Свойства стекловолокна зависят также от содержания в его составе щелочи; лучшие показатели у бесщелочных стекол алюмоборосиликатногосостава.
Неориентированные стекловолокниты содержат в качестве наполнителя короткое волокно. Это позволяет прессовать детали сложной формы, сметаллической арматурой. Материал получается с изотопными прочностными характеристиками, намного более высокими, чем у пресс-порошков и дажеволокнитов. Представителями такого материала являются стекловолокниты АГ-4В, а также ДСВ (дозирующиеся стекловолокниты), которые применяют дляизготовления силовых электротехнических деталей, деталей машиностроения (золотники, уплотнения насосов и т. д.). При использовании в качествесвязующего непредельных полиэфиров получают премиксы ПСК (пастообразные) и препреги АП и ППМ (на основе стеклянного мата). Препреги можно применять для крупногабаритных изделий простых форм (кузова автомашин, лодки, корпусаприборов и т. п.).
Ориентированные стекловолокниты имеют наполнитель в виде длинных волокон, располагающихся ориентированно отдельными прядями и тщательносклеивающихся связующим. Это обеспечивает более высокую прочность стеклопластика.
Стекловолокниты могут работать при температурах от –60 до 200 °С, атакже в тропических условиях, выдерживать большие инерционные перегрузки.
При старении в течение двух лет коэффициент старения К = 0,5-0,7.
Ионизирующие излучения мало влияют на их механические и электрические свойства. Из них изготовляют детали высокой прочности, с арматурой и резьбой.
Карбоволокниты (углепласты) представляют собой композиции,состоящие из полимерного связующего (матрицы) и упрочнителей в видеуглеродных волокон (карбоволокон).
Высокая энергия связи С-С углеродных волокон позволяет им сохранить прочность при очень высоких температурах (в нейтральной и восстановительнойсредах до 2200 °С), а также при низких температурах. От окисления поверхности волокна предохраняют защитными покрытиями (пиролитическими). В отличие от стеклянных волокон карбоволокна плохо смачиваются связующим
(низкая поверхностная энергия), поэтому их подвергают травлению. При этом увеличивается степень активирования углеродных волокон по содержаниюкарбоксильной группы на их поверхности. Межслойная прочность при сдвиге углепластиков увеличивается в 1,6-2,5 раза. Применяется вискеризациянитевидных кристаллов TiO[pic], AlN и Si[pic]N[pic], что дает увеличениемежслойной жесткости в 2 раза и прочности в 2,8 раза. Применяются пространственно армированные структуры.
Связующими служат синтетические полимеры (полимерные карбоволокниты); синтетические полимеры, подвергнутые пиролизу (коксованные карбоволокниты); пиролитический углерод (пироуглеродные карбоволокниты).
Эпоксифенольные карбоволокниты КМУ-1л, упрочненные углероднойлентой, и КМУ-1у на жгуте, висскеризованном нитевидными кристаллами, могут длительно работать при температуре до 200 °С.
Карбоволокниты КМУ-3 и КМУ-2л получают наэпоксианилиноформальдегидном связующем, их можно эксплуатировать притемпературе до 100 °С, они наиболее технологичны. Карбоволокниты КМУ-2 и
КМУ-2л на основе полиимидного связующего можно применять при температуре до
300 °С.
Карбоволокниты отличаются высоким статистическим и динамическимсопротивлением усталости, сохраняют это свойство при нормальной и оченьнизкой температуре (высокая теплопроводность волокна предотвращаетсаморазогрев материала за счет внутреннего трения). Они водо- и химическистойкие. После воздействия на воздухе рентгеновского излучения [pic] и Епочти не изменяются.
Теплопроводность углепластиков в 1,5-2 раза выше, чемтеплопроводность стеклопластиков. Они имеют следующие электрическиесвойства: [pic] = 0,0024-0,0034 Ом·см (вдоль волокон); ? = 10 и tg =0,001 (при частоте тока 10[pic] Гц).
Карбостекловолокниты содержат наряду с угольными стеклянныеволокна, что удешевляет материал.
3.5. Карбоволокниты с углеродной матриццей.
Коксованные материалы получают из обычных полимерныхкарбоволокнитов, подвергнутых пиролизу в инертной или восстановительнойатмосфере. При температуре 800-1500 °С образуются карбонизированные, при 2500-3000 °С графитированные карбоволокниты. Для получения пироуглеродныхматериалов упрочнитель выкладывается по форме изделия и помещается в печь,в которую пропускается газообразный углеводород (метан). При определенномрежиме (температуре 1100 °С и остаточном давлении 2660 Па) метанразлагается и образующийся пиролитический углерод осаждается на волокнахупрочнителя, связывая их.
Образующийся при пиролизе связующего кокс имеет высокую прочностьсцепления с углеродным волокном. В связи с этим композиционный материалобладает высокими механическими и абляционными свойствами, стойкостью ктермическому удару.
Карбоволокнит с углеродной матрицей типа КУП-ВМ по значениямпрочности и ударной вязкости в 5-10 раз превосходит специальные графиты;при нагреве в инертной атмосфере и вакууме он сохраняет прочность до 2200
°С, на воздухе окисляется при 450 °С и требует защитного покрытия.
Коэффициент трения одного карбоволокнита с углеродной матрицей по другомувысок (0,35-0,45), а износ мал (0,7-1 мкм на тормажение).
Бороволокниты представляют собой композиции из полимерногосвязующего и упрочнителя – борных волокон.
Бороволокниты отличаются высокой прочностью при сжатии, сдвиге исрезе, низкой ползучестью, высокими твердостью и модулем упругости,теплопроводностью и электропроводимостью. Ячеистая микроструктура борныхволокон обеспечивает высокую прочность при сдвиге на границе раздела сматрицей.
Помимо непрерывного борного волокна применяют комплексныеборостеклониты, в которых несколько параллельных борных волокон оплетаютсястеклонитью, предающей формоустойчивость. Применение боростеклонитейоблегчает технологический процесс изготовления материала.
В качестве матриц для получения боровлокнитов используютмодифицированные эпоксидные и полиимидные связующие. Бороволокниты КМБ-1 и
КМБ-1к предназначены для длительной работы при температуре 200 °С; КМБ-3 и КМБ-3к не требуют высокого давления при переработке и могут работать притемпературе не свыше 100 °С; КМБ-2к работоспособен при 300 °С.
Бороволокниты обладают высокими сопротивлениями усталости, онистойки к воздействию радиации, воды, органических растворителей и горючесмазочных материалов.
Органоволокниты представляют собой композиционные материалы,состоящие из полимерного связующего и упрочнителей (наполнителей) в видесинтетических волокон. Такие материалы обладают малой массой, сравнительновысокими удельной прочностью и жесткостью, стабильны при действиизнакопеременных нагрузок и резкой смене температуры. Для синтетическихволокон потери прочности при текстильной переработке небольшие; онималочувствительны к повреждениям.
К органоволокнитах значения модуля упругости и температурныхкоэффициентов линейного расширения упрочнителя и связующего близки.
Происходит диффузия компонентов связующего в волокно и химическоевзаимодействие между ними. Структура материала бездефектна. Пористось непревышает 1-3 % (в других материалах 10-20 %). Отсюда стабильностьмеханических свойств органоволокнитов при резком перепаде температур,действии ударных и циклических нагрузок. Ударная вязкость высокая (400-700кДж/мІ). Недостатком этих материалов является сравнительно низкая прочностьпри сжатии и высокая ползучесть (особенно для эластичных волокон).
Органоволокниты устойчивы в агрессивных средах и во влажномтропическом климате; диэлектрические свойства высокие, а теплопроводностьнизкая. Большинство органоволокнитов может длительно работать притемпературе 100-150 °С, а на основе полиимидного связующего иполиоксадиазольных волокон – при температуре 200-300 °С.
В комбинированных материалах наряду с синтетическими волокнамиприменяют минеральные (стеклянные, карбоволокна и бороволокна). Такиематериалы обладают большей прочностью и жесткостью.
4. Экономическая эффективность применения композиционных материалов.
Области применения композиционных материалов не ограничены. Ониприменяются в авиации для высоконагруженных деталей самолетов (обшивки,лонжеронов, нервюр, панелей и т. д.) и двигателей (лопаток компрессора итурбины и т. д.), в космической технике для узлов силовых конструкцийаппаратов, подвергающихся нагреву, для элементов жесткости, панелей, в автомобилестроении для облегчения кузовов, рессор, рам, панелей кузовов,бамперов и т. д., в горной промышленности (буровой инструмент, деталикомбайнов и т. д.), в гражданском строительстве (пролеты мостов, элементысборных конструкций высотных сооружений и т. д.) и в других областяхнародного хозяйства.
Применение композиционных материалов обеспечивает новыйкачественный скачек в увеличении мощности двигателей, энергетических итранспортных установок, уменьшении массы машин и приборов.
Технология получения полуфабрикатов и изделий из композиционныхматериалов достаточно хорошо отработана.
Композитные материалы с неметаллической матрицей, а именнополимерные карбоволокниты используют в судо- и автомобилестроении (кузовагоночных машин, шасси, гребные винты); из них изготовляют подшипники,панели отопления, спортивный инвентарь, части ЭВМ. Высокомодульныекарбоволокниты применяют для изготовления деталей авиационной техники,аппаратуры для химической промышленности, в рентгеновском оборудовании идругом.
Карбоволокниты с углеродной матрицей заменяют различные типыграфитов. Они применяются для тепловой защиты, дисков авиационных тормозов,химически стойкой аппаратуры.
Изделия из бороволокнитов применяют в авиационной и космическойтехнике (профили, панели, роторы и лопатки компрессоров, лопасти винтов итрансмиссионные валы вертолетов и т. д.).
Органоволокниты применяют в качестве изоляционного иконструкционного материала в электрорадиопромышленности, авиационнойтехнике, автостроении; из них изготовляют трубы, емкости для реактивов,покрытия корпусов судов и другое.
Объявления о покупке и продаже оборудования можно посмотреть на
Обсудить достоинства марок полимеров и их свойства можно на
Зарегистрировать свою компанию в Каталоге предприятий
Источник



