
Методы изготовления резьбы
Одной из наиболее распространенных в машиностроении, авиастроении, приборостроении, при организации разнообразных ремонтных работ, отдельных технологических операций и других мероприятиях, является изготовление резьбы. Ее получают, используя следующие способы и методы:
• Нарезание при помощи плашек, метчиков, резьбонарезных головок
• Нарезание резьбовыми гребенками и резьбовыми резцами
• Фрезерование с использованием такого специализированного инструмента, как резьбовые фрезы
• Накатывание с помощью специальных роликов
• Шлифование с помощью специальных абразивных кругов
Нарезание резьбы резцами
На современных машиностроительных предприятиях такая технологическая операция, как нарезание резьбы резцами, используется очень широко. Для этого применяются токарно-винторезные станки, причем на них изготавливается резьба как наружная, так и внутренняя.
Одной из основных характеристик способа нарезания резьбы резцами является ее относительно невысокая производительность. Именно поэтому он чаще всего используется в индивидуальном и мелкосерийном производстве. Кроме того, нарезание резьбы при помощи резцов весьма эффективно для изготовления таких деталей, как ходовые винты, точные винты, калибры и т.п.
Нарезание резьбы плашками
Такой распространенный режущий инструмент, как плашки, используется для того, чтобы с его помощью нарезать необходимую резьбу на болтах, винтах, шпильках, а также некоторых других деталях.
Перед тем, как нарезать резьбу, тот участок детали, на котором она будет находиться, предварительно обрабатывается. Согласно технологическим требованиям, диаметр поверхности должен быть меньше наружного диаметра самой резьбы примерно на 0,1 – 0,3 миллиметра. Для того чтобы плашка смогла «зайти» на деталь, необходимо снять фаску. Ее высота должна быть такой же, как и высота профиля самой резьбы.
Нарезание резьбы метчиками

Для нарезания внутренних метрических резьб, диаметр которых составляет 50 миллиметров и менее, чаще всего используется такой режущий инструмент, как метчик.
С точки зрения конструкции метчик – это ни что иное, как стальной стержень, на котором нарезана резьба, разделенная на отдельные участки или винтовыми, или прямыми канавками, которые образуют режущие кромки. По этим же канавкам отводится стружка, образующаяся в процессе нарезания резьбы. Что касается способа применения, то по этому показателю метчики подразделяются специалистами на две основные разновидности: ручные и машинные. Все необходимые диаметры отверстий которые необходимо просверлить под метрическую резьбу, выбираются в соответствии с теми величинами, которые наличествуют в соответствующих стандартных таблицах.
Как правило, изготовление резьбы при помощи метчиков предполагает использование их комплектов, состоящих из двух или трех отдельных инструментов (точное количество определяется в зависимости от диаметра резьбы). Согласно опыту применения инструмента, нарезание внутренней резьбы с использованием всего лишь одного метчика и за один заход нельзя. Дело в том, что это может привести к поломке режущего инструмента.
При нарезании метрических резьб на токарных станках чаще всего используются машинные метчики. Этот инструмент позволяет производить нарезку резьбы всего лишь за один проход.
Накатывание резьбы
Такая технологическая процедура, как накатывание резьбы, производится с помощью специальных роликов, цилиндрическая поверхность которых имеет профиль образуемой резьбы. В процессе накатывания резьбы тот профиль, который имеет накатной инструмент, материализуется на заготовке путем вдавливания в нее.
Одним из основных преимуществ такого технологического процесса, как накатывание резьбы, является то, что в его процессе происходит не разрезание, а пластическая деформация металла. По этой причине резьба имеет не только чистую и ровную, но еще и уплотненную поверхность. В большинстве случаев такая процедура, как накатывание резьбы, используется в массовом и крупносерийном производстве, поскольку отличается высокой производительностью, а также достаточной точностью.
Фрезерование резьбы
Эта технологическая процедура изготовления резьбы осуществляется на специализированных резьбофрезерных станках. В них режущим инструментом является гребенчатая фреза, которая с использованием радиальной подачи фрезерует резьбы на поверхности детали, врезаясь в нее.
Шлифование точной резьбы
При изготовлении точных резьб используется такой технологический процесс, как шлифование. Состоит он в том, что расположенный к детали под углом подъема резьбы шлифовальный круг быстро вращается, и подается к медленно вращающейся детали, прорезая на ее поверхности соответствующую канавку. Чаще всего это технологический метод используется для нарезания резьбы на резьбовых роликах, калибрах и т.п.
Источник
Черчение
Нарезание резьбы
Чем нарезают резьбу?
Основные методы создания резьбы следующие: 1 — нарезание резьбовыми резцами или резьбовыми гребенками; 2 — нарезание плашками, резьбонарезными головками и метчиками; 3 — накатывание при помощи плоских или круглых накатных плашек; 4 — фрезерование с помощью специальных резьбовых фрез; 5 — шлифование абразивными кругами.
Нарезание резьбы резцами. С помощью резьбовых резцов и гребенок на токарно-винторезных станках нарезают резьбу как наружную, так и внутреннюю (внутренняя резьба, начиная с диаметра 12 мм и выше).
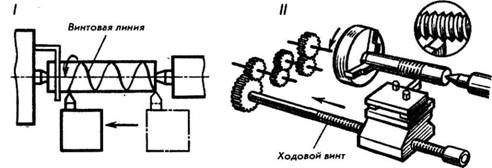
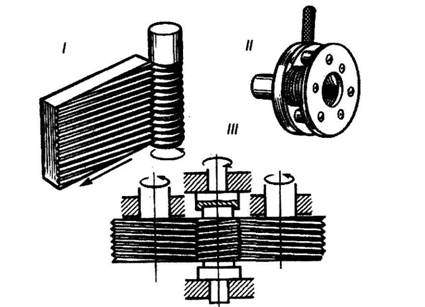
Способ нарезания резьбы резцами характеризуется относительно невысокой производительностью, поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве, а также при создании точных винтов, калибров, ходовых винтов и т. д. Достоинством этого способа является простота режущего инструмента и сравнительно высокая точность получаемой резьбы. Схематически он заключается в следующем (рис. 32): при одновременном вращательном движении детали, на которой нарезается резьба, и поступательном движении резца (на токарном станке — II) последний снимает (вырезает) часть поверхности детали в виде винтовой линии (I).
Нарезание резьбы плашками и метчиками. На рис. 33 показаны плашки, которые по своим конструктивным особенностям делятся на круглые — I и II (лерки) и раздвижные — III (клупповые).
Круглые плашки, имеющие применение на монтажных, заготовительных и других работах, предназначены для нарезания наружной резьбы диаметром до 52 мм в один проход. Для более крупной резьбы применяют плашки особой конструкции, которые фактически служат лишь для зачистки резьбы после предварительной нарезки ее другими инструментами.
Раздвижные плашки состоят из двух половин, вставляющихся в клупп и постепенно сближающихся в процессе резания.
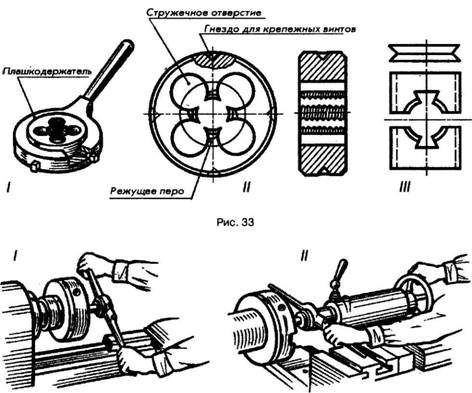
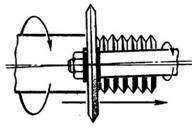
При нарезании резьбы на металлорежущих станках (II) плашка устанавливается и закрепляется в специальном патроне или приспособлении (рис. 34). Деталь подается в калибрующую часть вращающейся плашки. Внутреннюю крепежную резьбу в подавляющем большинстве случаев нарезают метчиками.
Метчик (рис. 35) представляет собой стальной стержень с резьбой, разделенный продольными прямыми или винтовыми канавками, образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные.
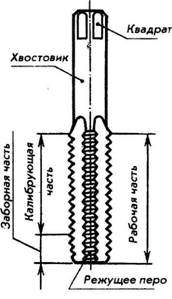
Последовательность получения резьбы в глухих отверстиях такова (рис. 36): вначале высверливают гнездо, куда в дальнейшем будет завернута шпилька или винт. Диаметр сверла должен быть выбран из табл. рекомендуемых стандартом ГОСТ 9150-81 величин. Резьбу нарезают комплектом из двух или трех метчиков (малого, среднего и нормального, чистового) в зависимости от размера резьбы. Нарезать резьбу одним метчиком (нормальным) за один заход нельзя. Это ведет к поломке метчика.
Для метрической резьбы с крупным шагом и дюймовой резьбы комплект состоит из трех метчиков, для метрической резьбы с мелким шагом и трубной резьбы — из двух.
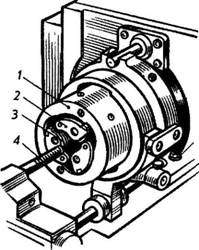
Накатывание резьбы. Основной промышленный метод изготовления резьбы в настоящее время — накатка на специальных резьбонакатных станках, имеющих корпус трехроликовой головки 1, ролико- держатель 2 и накатной ролик 3 (рис. 37). Деталь 4 зажимается в тисках суппорта. В этом случае при большой производительности обеспечивается получение высокого качества изделия (формы, размеров и шероховатости поверхности).
Процесс накатывания резьбы заключается в создании резьбы на поверхности детали без снятия стружки за счет пластической деформации поверхности обрабатываемой детали. Схематически это выглядит так. Деталь прокатывают между двумя плоскими плашками (рис. 38. I) или цилиндрическими роликами (рис. 38. II, III), имеющими резьбовой профиль, и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм, наименьший 1 мм; длина накатываемой резьбы 60. 80 мм.

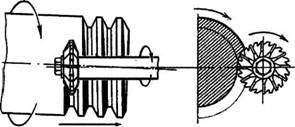
Фрезерование резьбы. Фрезерование наружной и внутренней резьбы производится на специальных резьбофрезерных станках. В этом случае вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали и фрезерует резьбу на ее поверхности. Периодически происходит осевое перемещение детали или фрезы от специального копира на величину, равную шагу резьбы за время одного оборота детали (рис. 39).
Шлифование точной резьбы. Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях, например резьбовых пробках — калибрах, резьбовых роликах и т. д.
Сущность процесса заключается в том, что шлифовальный круг, расположенный к детали под углом подъемна резьбы, при быстром вращении и при одновременном медленном вращении детали с подачей вдоль оси на величину шага резьбы за один оборот вырезает (вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два-четыре и более прохода (рис. 40).
Источник
Методы изготовления резьбы
 Изготовление резьбы можно производить:
Изготовление резьбы можно производить:
Применение различных методов нарезания резьбы
Нарезание резьбы резцом на токарном станке применяется главным образом для точных винтов и длинных винтов, при нарезании нестандартного профиля резьбы, а также и в других случаях, когда применение или изготовление специального инструмента встречает затруднения.
При этом методе применяется более простой инструмент, и достигается большая точность, чем на резьбофрезерном станке.
Низкая производительность и требующаяся высокая квалификация рабочего являются недостатками нарезания резьбы на токарных станках.
Нарезание резьбы на револьверных станках и автоматах производится, главным образом, плашками и винторезными головками (реже резцами) при совмещении нарезания резьбы с обработкой других поверхностей изделий.
Фрезерование резьбы целесообразно применять при достаточном объёме работы, так как этот способ является более производительным, чем нарезание на токарном станке.
При указанном способе требуется более низкая квалификация рабочего, который, кроме того, может выполнять работу на нескольких станках одновременно.
Шлифование резьбы применяется главным образом для резьбового режущего и мерительного инструмента, так как при помощи этого метода можно получить весьма точную резьбу на закалённой поверхности.
Накатка резьбы применяется в крупносерийном и массовом производствах ввиду высокой производительности и достаточной точности этого способа.
Методы проверки резьбы
Трудности изготовления резьбы заключаются в том, что качество и точность резьбы зависят от многих элементов.
Основными элементами резьбы являются следующие:
1) угол профиля резьбы,
3) диаметр средний,
4) диаметр наружный и
5) диаметр внутренний.
Все эти элементы резьбы важны не только по величине, но и по соотношению и связи между собой.

Фиг. 374. Предельное резьбовое кольцо для наружной резьбы.
Обычно контроль резьбы изделий производится предельными резьбовыми кольцами — для наружной резьбы (фиг. 374) и предельными резьбовыми пробками — для внутренней резьбы (фиг. 375).

Фиг. 375. Предельная резьбовая пробка для внутренней резьбы.
Проверка резьбовых калибров производится по элементам резьбы. Для менее точного определения шага резьбы применяется резьбовой шаблон (фиг. 376).

Фиг. 376. Резьбовой шаблон.
Резьбовой микрометр (фиг. 377) является весьма распространённым инструментом для проверки среднего диаметра, при измерении которого применяются специальные наконечники (фиг. 378).

Фиг. 377. Резьбовой микрометр.

Фиг. 378. Специальные наконечники для измерения микрометром среднего диаметра резьбы.
На фиг. 379 изображена предельная резьбовая скоба с двумя парами мерительных роликов и на фиг. 380— с мерительными гребёнками.

Фиг.379. Предельная резьбовая скоба с двумя парами мерительных роликов.

Фиг. 380. Предельная резьбовая скоба с мерительными гребешками.
На фиг. 381 показан прибор для измерения среднего диаметра, работа которого основана на принципе сравнения с эталоном. Этот прибор также имеет наконечники, после установки которых на нуль индикатора по эталону приступают к промеру изделия.
Индикатор дает отсчёт с точностью до 0,01 мм.

Фиг. 381. Прибор для измерения среднего диаметра резьбы.

Фиг. 382. Прибор для проверки резьбы трехперых метчиков.
На фиг. 382 изображён прибор для проверки резьбы трехпёрых метчиков, который представляет собой видоизменение обычного резьбового микрометра.
Прибор служит для проверки среднего, внутреннего и наружного диаметров. В последнем случае наконечник с конусом заменяется наконечником другой формы.
Измерение производится методом сравнения с эталоном резьбы.

Фиг. 383. Способ измерения среднего диаметра резьбы при помощи трех проволочек.
На фиг. 383 и 384 показан американский способ измерения среднего диаметра, который состоит в том, что между нитками закладываются три проволоки, и расстояние между ними измеряется микрометром или оптиметром. Диаметр проволок должен быть изготовлен с точностью до 0,5 µ и прямолинейность должна быть выдержана тоже с точностью до 0,5 µ на длину 1/4′ при отличии диаметров каждой из трёх проволок не больше чем на 0,8 µ.

Фиг. 384. Измерение среднего диаметра резьбы при помощи трех проволочек.
Для точного измерения шага применяются приборы — инструментальный микроскоп (фиг. 385) и универсальный микроскоп (фиг. 386), которые допускают измерение трёх главных элементов резьбы — угла профиля, шага и среднего диаметра.

Фиг. 385. Инструментальный микроскоп для измерения резьбы.

Фиг. 386. Универсальный микроскоп для измерения резьбы.
Источник



