
Фрезерование резьбы.
Общие сведения. Фрезерование резьбы применяется при изготовлении крупногабаритных деталей, резьб большого диаметра, крупного шага, многозаходных и длинных резьб, резьб, пересеченных шпоночными пазами или лысками, а также резьб на тонкостенных деталях. В серийном производстве резьбофрезерование изготовляют обычные цилиндрические или конические резьбы 2-3-го классов точности.
Существуют два способа фрезерования резьб: дисковыми (однониточными) и гребенчатыми (многониточными) резьбовыми фрезами (Рис.1 и 2.).
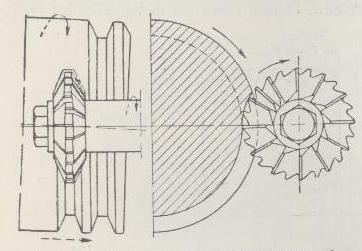
Рис.1. Фрезерование наружной резьбы дисковой фрезой.
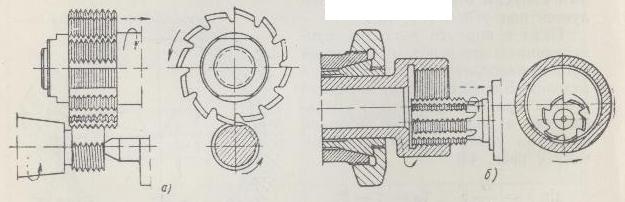
Рис.2.Фрезерование гребенчатой фрезой цилиндрической резьбы: а-наружной правой резьбы; б-внутренней правой резьбы.
Оси заготовки и дисковой фрезы, перекрещиваясь под углом подъема резьбы, могут лежать в параллельных или в пересекающихся плоскостях (Рис.3.). Оси фрезеруемой заготовки и гребенчатой фрезы лежат в одной плоскости, будучи параллельными или пересекаясь (Рис.2 и 4).
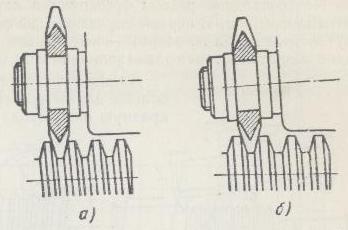
Рис.3. Схема расположения дисковой фрезы: а-с осью, параллельной в горизонтальной плоскости оси нарезаемой резьбы; б-с осью, наклоненной в горизонтальной плоскости.
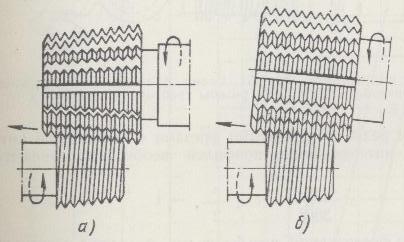
Рис.4. Фрезерование конической резьбы гребенчатой фрезой: а-конической; б-цилиндрической.
Фрезерование наружной резьбы производится методом огибания или охватывания.
Фрезерование резьбы производится также цельными или сборными фрезами — головками, оснащенными твердым сплавом. Последний способ фрезерования получил название вихревого.
Схема вихревого фрезерования наружной резьбы по методу охватывания показана на Рис.5.а. и по методу огибания — на Рис.5.б.
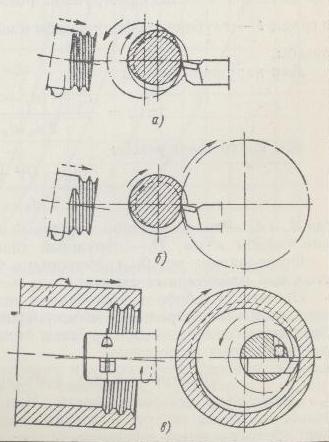
Рис.5. Скоростное фрезерование: а-наружной резьбы методом охватывания; б-наружной резьбы методом огибания; в-внутренней резьбы.
Фрезерование внутренней резьбы по этому способу производится однорезцовой головкой (Рис.5.в.) или многозубой фрезой.
Фрезерование наружной резьбы можно производить специально профилированной торцовой фрезой с резцами, армированными твердым сплавом (Рис.6.). Для фрезерования коротких резьб ось фрезы может быть перпендикулярна оси нарезаемой заготовки.
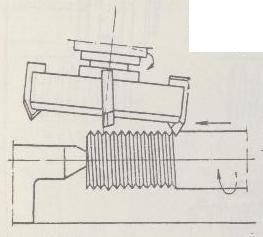
Рис.6. Фрезерование наружной резьбы торцовой фрезой.
Многозаходные резьбы фрезеруются как дисковыми, так и гребенчатыми фрезами. В первом случае заходы фрезеруются последовательно путем деления, а во втором — непрерывно. В обоих случаях подача за один оборот заготовки равна величине хода (шаг Χ число заходов) резьбы. Длина гребенчатой фрезы должна быть больше длины фрезеруемой резьбы на величину, кратную шагу (ходу) резьбы.
Фрезерование резьбы гребенчатыми фрезами производится на простых или планетарных станках.
Простые резьбофрезерные станки используются для фрезерования наружной или внутренней резьбы на вращающихся заготовках, а станки планетарного типа — для крупных или громоздких заготовок, вращение которых затруднено.
Источник
Фрезерование резьбы




![]()
![]()
Фрезерование наружной и внутренней резьбы широко применяется в производстве; оно осуществляется двумя способами: 1) дисковой фрезой 2) групповой фрезой.
Первый способ — фрезерование дисковой фрезой — применяется при нарезании резьб с большим шагом и крупным профилем. Нарезание дисковой фрезой производится за один проход и для очень крупных резьб — за два или три прохода. Профиль фрезы соответствует профилю резьбы;ось фрезы располагается по отношению к оси детали под углом  , равным углу наклона резьбы (рис. 11,а). Дисковые фрезы применяются симметричные (рис. 11,б) и несимметричные (рис.11,в ) в зависимости от конструкции станка. При на
, равным углу наклона резьбы (рис. 11,а). Дисковые фрезы применяются симметричные (рис. 11,б) и несимметричные (рис.11,в ) в зависимости от конструкции станка. При на
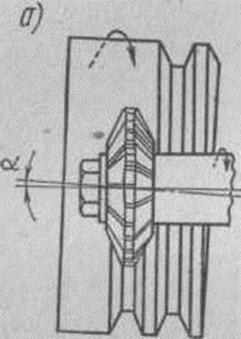 | 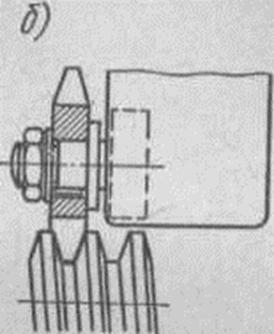 |
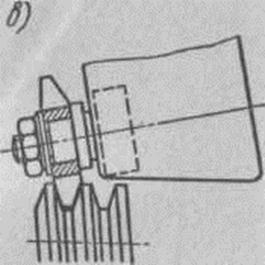
Рис. 11. Схемы фрезерования резьбы дисковыми фрезами:
а — смещение осей фрезы и нарезаемой детали; б — фреза симметричного профиля; в — фреза несимметричного профиля.
резании резьбы фреза вращается и имеет поступательное движение вдоль оси детали, причем перемещение за один оборот детали должно точно соответствовать шагу резьбы. Вращение детали происходит медленно в соответствии с подачей. Время нарезания для каждого прохода определяется отдельно, так как глубина резания, минутная подача и врезание для каждого из них различны.
Второй способ — фрезерование групповой фрезой — применяется для получения коротких резьб с мелким шагом (рис. 12, a — фрезерование наружной резьбы, рис. 12,6 — фрезерование внутренней резьбы). Групповая фреза (называется иногда гребенчатой) представляет собой как бы группу дисковых фрез, собранных на одну оправку. Длина фрезы обычно принимаетсяи на 2—5 мм больше длины фрезеруемой резьбы. Групповая фреза устанавливается параллельно оси детали, а не под углом, как дисковая.
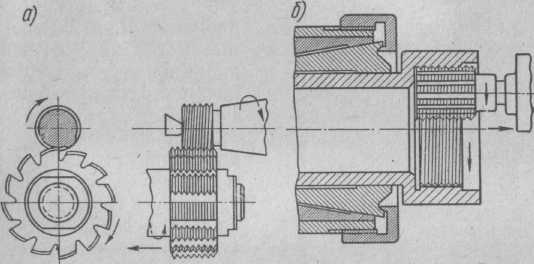
Рис. 12. Схемы фрезерования резьбы групповыми фрезами:
а — наружной резьбы; б — внутренней резьбы.
(Резьбу с большим наклоном групповой фрезой нарезать нельзя.) Предварительно производят врезание фрезы на глубину резьбы. Во время полного оборота детали групповая фреза перемещается на величину шага резьбы. Фрезерование резьбы происходит за 1,2 оборота детали; 0,2 оборота детали необходимо для врезания фрезы на глубину резьбы и перекрытия места врезания.
Источник
Резьбофрезерование

Хотя резьбофрезерование — это хорошо отработанный процесс, некоторые механические мастерские по-прежнему боятся пробовать его, опасаясь, что он слишком сложен. Фрезерование резьбы требует наличия обрабатывающего центра с возможностью винтовой интерполяции, что требует одновременного движения по трем осям. Две оси выполняют круговую интерполяцию, а третья движется перпендикулярно круговой плоскости. Большинство станков с ЧПУ, построенных за последние 10–15 лет, обладают такой способностью.
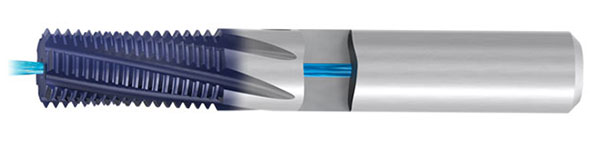
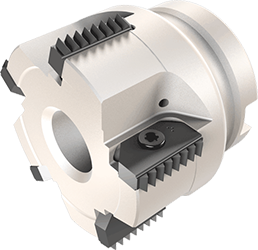
Резьбофрезы со вставкой
Вставной тип с несколькими канавками обычно предназначен для фрезерования отверстий диаметром ¾ дюйма или больше, потому что должно быть достаточно места для корпуса инструмента и вставок. Доступны резьбовые фрезы меньшего размера, но они обычно имеют только одну или две канавки.
Во многих случаях, вы все равно можете использовать твердотельную фрезу с 4 или 6 зубьями. Например, в нержавеющей стали 316 однорезьевой фрезы потребуется от 40 до 45 секунд, чтобы нарезать отверстие. С твердосплавной резьбовой фрезой с 4 зубьями, это займет от 6 до 8 секунд ».
По сравнению с твердосплавными фрезами и фрезами со вставной резьбой при больших диаметрах твердый сплав, как правило, лучше подходит для высокой производительности, поскольку он обеспечивает более короткое время цикла.
Хотя твердосплавные фрезы и фрезы со вставной резьбой подходят для отверстий большего диаметра, может быть выгодно использовать твердосплавные инструменты меньшего размера, поскольку они обычно могут работать с более высокими скоростями подачи. Например, если у вас резьба M80 × 1,5, вы можете использовать резьбу диаметром 50 мм, которая имела бы пять режущих кромок. Вы также можете выбрать диаметр 20 мм цельнотвердосплавную резьбовую фрезу, которая также будет иметь пять режущих кромок, но будет работать с более чем удвоенной скоростью подачи, эффективно сокращая время изготовления каждого отверстия вдвое. Это имеет огромное значение для крупных серий».
Фрезы со вставной резьбой подходят для небольших мастерских с небольшими производственными партиями. В одном корпусе инструмента можно использовать несколько сменных пластин с разными формами резьбы, поэтому он более универсален и дешевле в целом.
Разница между твердосплавом и вставкой
Корпус инструмента будет стоить от 300 до 450 долларов, но вставки стоят всего около 30 долларов, когда требуется замена. При использовании твердосплавной резьбовой фрезы весь инструмент необходимо заменить по цене от 200 до 300 долларов. Кроме того, оператору легче заменить пластину, чем сменить инструмент целиком и заново его выставлять.
Вставки должны точно располагаться в карманах. Если это не так, значит, одна пластина не соответствует другой, и вы не можете произвести правильную резьбу. Цельнотвердосплавные фрезы и фрезы со вставной резьбой бывают с винтовыми и прямыми канавками. Спиральные канавки снижают давление резания за счет распределения давления резания по канавке.
С фрезой со спиральной канавкой вы получите гораздо более плавный и тихий рез, потому что зацепление зубьев распространяется на больший диапазон. У фрезы с прямой канавкой все зубья данной канавки входят в зацепление одновременно. Это создает большее радиальное давление, вызывая вибрацию и отклонение. Тем не менее, прямые канавки имеют геометрию, подходящую для твердых материалов.
Многозаходное резьбофрезерование
Большинство резьбовых фрез, твердосплавных или вставных, представляют собой многозубые инструменты. Зубья расположены параллельно, а не по спирали, как метчик. Многозубые резьбовые фрезы нарезают резьбу на всю глубину за один оборот вокруг отверстия.
Одна многозубая резьбовая фреза может нарезать резьбу одного и того же шага в диапазоне диаметров. Это связано с тем, что диаметр определяется траекторией ЧПУ, а не инструментом (как с метчиком).
Многоформная резьбовая фреза работает быстро, потому что кромки нарезаются одновременно. Обратной стороной является то, что для каждого шага резьбы требуется свой инструмент.
Резьбовые фрезы от Harvey Tool с покрытием AlTiN подходят для нарезания резьбы труднообрабатываемым материалам, черным металлам, стали и аэрокосмическим материалам. Они также доступны с покрытием TiB2 для алюминиевых заготовок.
Однозаходное резьбофрезерование
Помимо возможности резания любого диаметра, преимуществом резьбовой фрезы с одним зубом является то, что она может нарезать резьбу любого шага или диапазон шагов резьбы. Однако резьбонарезная фреза с одной формой может нарезать только одну резьбу за один проход и должна перемещаться вокруг отверстия столько раз, сколько имеется кромок(нитей) резьбы.
Несмотря на то, что им приходится покупать резьбовые фрезы для каждого шага, более крупные производственные цеха склоняются к разнообразию, поэтому у них есть хороший набор инструментов. Инструменты единой формы больше подходят для небольших мастерских, которым нужен более гибкий инструмент.
Скажем, вам нужно нарезать нитку 6–12 дюймов, а затем 5–10 дюймов. При использовании резьбовой фрезы для вставки все, что вам нужно сделать, это сменить пластину с шагом 12 на шаг 10 по цене 30 долларов за пластину. Метчик такого размера, вероятно, будет стоить 2500 долларов, а вам нужно будет купить два.
Фрезы могут производить внутреннюю и внешнюю резьбу. Метчики нельзя применять для наружной резьбы.
Если во время работы резьбовая фреза сломается, детали можно вынуть из отверстия и нарезать резьбу новым инструментом. Поскольку метчик обеспечивает значительный контакт вдоль разреза, создавая большое усилие, метчики могут сломаться и застрять в отверстии, что может стать причиной брака.
Всего лишь изменив программирование, одна резьбовая фреза может производить левую или правую резьбу. Метчик может делать только то, для чего предназначен, поэтому пользователю нужен один инструмент для левой резьбы, а другой — для правой.
Нарезные фрезы могут производить полную резьбу близко к основанию глухого отверстия. Когда отверстие глухое, метчик может дотянуться до него только потому, что он имеет конусную точку. Форма вашей резьбы будет в пределах половины шага от дна отверстия.
Резьбовая фреза обеспечивает более качественную обработку поверхности, чем метчик.
Специальные резьбофрезы
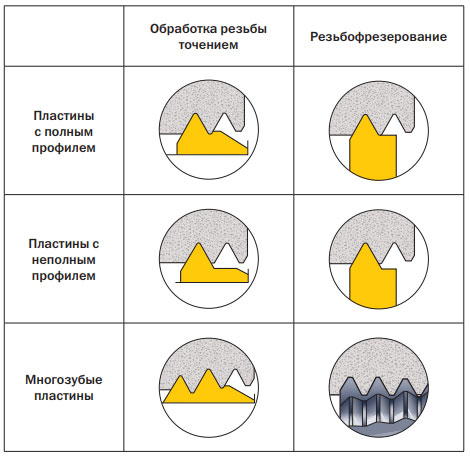
Резьбофрезерование обрабатывает резьбу за один или несколько проходов. С резьбофрезерованием вы, вероятно, сможете сделать это за один проход, если это более мягкий материал, например алюминий. Но при работе с твердым материалом вы можете сделать больше проходов, не сломав инструмент. При нарезании резьбы используется вся форма резьбы, и она увеличивается до окончательного размера за один проход.
Резьбофрезерование может начинаться с верха отверстия и переходить к низу или наоборот. Отводы должны начинаться сверху и доходить до низа. Очень часто людям нравится начинать снизу и двигаться к вершине, потому что, надо надеяться, гравитация потянет стружку вниз, и они не будут обработаны повторно
И, наконец, резьбовые фрезы, в отличие от метчиков, могут совмещать различные операции в одном инструменте. Например, производители предлагают инструменты, которые могут просверлить отверстие, снять с него фаску, а затем нарезать резьбу за один прием.
Источник
ВЫСОКИЕ ТЕХНОЛОГИИ
Резьбофрезерование
Каждая резьбофреза имеет свой шаг и тип резьбы, таким образом одна резьбофреза может фрезеровать резьбу в отверстиях различных размеров только с шагом и типом резьбы, соответствующей этой фрезе. Однако, используя одновитковые резьбофрезы возможно обрабатывать резьбы с разным шагом.



Преимущества резьбофрез
1. Снижение номенклатуры рузьбовых инструментов. Одна резьбофреза способна нарезать резьбу в отверстиях разных диаметров.
2. Твердосплавные резьбофрезы обладают большой стойкостью. Даже на экзотических сплавах на никелевой основе и т.д. резьбофрезы показывают отличную стойкость при грамотном их применении. Кроме того, при обработке труднообрабатываемых материалов возникают высокие силы резания и резьбофрезы для этого подходят лучше. Метчики же при малейших включениях в обрабатываемых материалах часто ломаются.
3. Резьбофрезы позволяют фрезеровать резьбу в больших отверстиях.
4. В случае поломки резьбофрезу легко извлечь из отверстия, нежели метчик. Резьбофреза – это первый выбор в дорогостоящей детали, когда резьба нарезается уже практически готовой детали.
5. При выходе из строя пластины, нет необходимости покупать новую фрезу, стоит только заменить пластину и фреза готова к работе. Это выгодно.
7. Фрезы позволяют обрабатывать резьбу в глубоких отверстиях. Здесь рекомендуется использовать одновитковые фрезы. Сила резания и момент в них не значительны, они действуют на один зуб.
8. Резьбофрезерование обеспечивает высокое качество резьбы.
9. Возможно нарезать как правую, так и левую резьбу. Одна пластина подходит как для левой так и для правой резьбы.
10. В глухом отверстии возможно нарезать резьбу практически до самого дна.
11. Резьбофрезы с кромкой для снятия фасок способны обработать не только резьбу, но и фаску для захода резьбы, что экономит время и снижает количество инструментов. Также возможны другие комбинированные резьбофрезы, которые фрезеруют/сверлят отверстие и нарезают в нем резьбу и фрезеруют фаску (3 в 1).

13. Нет необходимости в приобретении компенсирующих вспомогательных инструментов, которые необходимы при использовании метчиков.
14. Использование резьбофрез с внутренним подводом СОЖ еще более повышает производительность, а также стойкость и качество резьбовых отверстий.
16. Резьбофрезы позволяют обрабатывать высокоточные резьбы.
17. С помощью резьбофрезы возможно обрабатывать как внутренние, так и наружные резьбы.
18. При использовании резьбофрез резко снижается количество режущих и вспомогательных инструментов, необходимых для обработки детали и соответственно не нужно большое количество инструментальных гнезд в магазине станка. Ведь теперь нет столько метчиков, фасочных фрез и т.д. Они здорово позволяют снизить издержки предприятия на закупке инструментов.
19. При обработке детали за один установ резьбофрезы обеспечивают высокую точность перпендикулярности и соосности резьбы относительно других элементов детали.
20. Снижение себестоимости изделия. Мало того, что требуется меньшее количество инструментов, так и, используя резьбофрезы, отпала необходимость в отдельных резьбонарезных операциях.
21. Рекомендуется использовать резьбофрезы при обработке тонкостенных деталях за счет низких усилий резания.
22. При недостаточно жестком закреплении заготовки опять же рекомендуется применять резьбофрезы.
23. Резьбофрезы отлично подходят для обработки невращающихся деталей, или которые сложно установить на токарном станке.
24. Нет необходимости в канавке под выход резьбы. Еще одним инструментом меньше для изготовления деталей.
25. Резьбофрезы обеспечивают лучший отвод стружки. Первый выбор для материалов, дающих сливную стружку.
26. Не требуется СОЖ. Даже рекомендуется работать без СОЖ, чтобы не было термических трещин.
К недостаткам резьбофрез можно отнести
1. Время обработки, зачастую метчики оказываются быстрее резьбофрез. А как всем известно, в большинстве случаев надо стремиться к снижению времени обработки, а не к снижению стоимости инструментов. То в каждом случае необходимо считать экономическую эффективность. И только так делать выбор в пользу метчика или резьбофрезы.
2. Невозможно использовать резьбофрезы вручную. Для использования резьбофрез необходимы станки с ЧПУ.
Поэтому метчики вполне актуальны и имеют свои преимущества, что отражает широкое их применение.
Типы резьбовых пластин
Программирование резьбофрезерования
Современные CAM-системы позволяют создавать управляющие программы для операций резьбофрезерования. В системе NX для этого имеется специальная операция резьбонарезания. Это будет показано в видео.
Разберем некоторые особенности резьбофрезерования
Часто полезным бывает начать резьбофрезерование сразу несколькими витками фрезы снизу вверх, а не наоборот, это уменьшает износ инструмента, и снижает время обработки.
Возможно фрезеровать с шагом вдоль оси отверстия несколькими витками или зубьями фрезы, но в ряде случаев желательно использовать непрерывное резание.
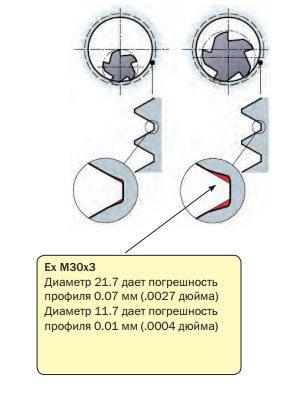
Для получения резьб высокого качества выбирайте меньший диаметр фрезы.
При выборе фрезы выбирайте диаметр фрезы не больше 70% от диаметра резьбы, иначе возможны погрешности и неточности профиля резьбы.
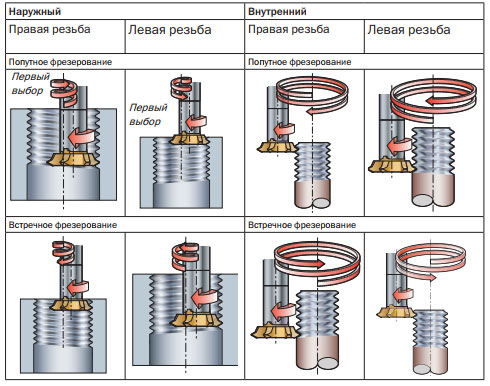
Внутренняя резьба правого исполнения: Резьбофреза подводится к дну отверстия, и вращаясь по часовой стрелке, но двигаясь по спирали против часовой стрелки вверх на выход из отверстия. Осуществляется попутное фрезерование. При встречном фрезеровании фреза вращается по часовой стрелке и движется по спирали по часовой стрелке.
Всегда осуществляем плавный вход и выход из резания по плавной дуге.
Для достижения более высокого качества назначайте подачу на зуб поменьше.
При фрезеровании с небольшой глубиной резания подача не должна превышать 0,15 мм/зуб.
Старайтесь выбирать жесткие, мощные резьбофрезы, особенно при жесткой технологической системе.
Резюме
Резьбофрезы позволяют упростить технологический процесс, снизить количество инструментов для обработки детали, снизить время обработки, сделать производство более гибким, эффективным и более производительным.
Их использование экономически выгодно со всех сторон. Применение резьбофрез уже само за себя говорит о большой экономии временных, экономических, трудовых и других ресурсов предприятия, и повышении ее прибыли. Резьбофрезы не только окупаются, но и приносят значительный экономический эффект.
Программирование резьбофрезерования не составляет труда с этим отлично справляются все CAM-системы.
Тем не менее выбор в пользу резьбофрезы или метчика всегда индивидуален и нужно подходить к этому со здравым смыслом и делать выбор, основанным на расчете экономической эффективности и действительных условий предприятия.
Источник



