
- Методы гибки труб
- Особенности процесса гибки труб
- Основные технологии гибки труб
- Горячая гибка труб
- Холодная гибка труб
- Переносные трубогибы
- Станочная гибка труб
- Способы гибки труб большого диаметра
- Особенности гибки труб из цветных металлов
- Способы гибки труб
- Основные технологии гибки труб
- Виды оборудования для гибки труб
- Нюансы гибки труб из цветных металлов
- Способы гибки труб большого диаметра
- Почему следует обращаться именно к нам
Методы гибки труб
Череповецкий завод занимается производством качественных конструкций из металла на протяжении 55 лет. В процессе изготовления мы используем технологию гибки труб.
Без труб, согнутых под углом, не обходится ни один строительный проект. Изделия используются в нефтяной и химической промышленности. Гибка труб не нарушает их целостность, а также обеспечивает надежность и привлекательный внешний вид деталей.
Преимущества гибки труб перед сваркой или резьбовым соединением:
- снижение материалоемкости;
- снижение трудоемкости при создании конструкции;
- отсутствие негативного воздействия на металл;
- улучшенные показатели гидроаэродинамики;
- лучший внешний вид конструкции;
- улучшенная герметизация.
Технология гибки труб бывает разная. Выбор метода зависит от множества факторов:
- материала изготовления;
- профиля;
- толщины изделия;
- радиуса сгиба;
- показателей прочности и долговечности;
- диаметра профиля и т.д.
Особенности процесса гибки труб
В процессе гибки на трубу действуют две силы: радиальные и тангенциальные. Первые способствуют деформации сечения, а вторые – формируют складки. Идеальным результатом считается отсутствие гофр на стенках и сечение трубы, оставшееся без изменений. Процесс гибки сокращает количество швов от сварочных работ при прокладке трубопровода.
Основные технологии гибки труб
Технология гибки труб бывает механическая и ручная. Существует также горячая и холодная гибка труб. Выбор оптимального метода зависит от вида материала, его габаритов и угла изгиба.
Горячая гибка труб
Горячий метод позволяет согнуть даже самые жесткие трубы. Гибка происходит как вручную, так и с применением оборудования. Технология довольно трудоемкая, она предполагает предварительную подготовку изделия (нагрев) и использование наполнителей. В качестве второго используют очищенный речной песок без органических объектов, мелких частиц и содержания влаги.
Гибка горячих труб происходит под воздействием в +900 градусов. Пережоги и дополнительные нагревы могут ухудшить качественные характеристики изделия. Размер части, которая нагревается, зависит от радиуса и размера сечения. В конце процесса убирается песок и заглушки, а затем промывается внутренняя поверхность трубы.
Ручная гибка горячим методом осуществляется с помощью наматывания на калибр и деформации на опорах.
Механическая горячая гибка труб практикуется на вальцевых трубогибах. Изделие нагребают перед подачей в оборудование.
Холодная гибка труб
Холодная гибка труб часто применяется для цветных металлов диаметром до 4 см. Вручную процедура выполняется с помощью наматывания изделия на шаблон и деформации на опорах.
Перед наматыванием на шаблон трубу наполняют песком или солью. Затем берут калибр и гнут трубу, наматывая ее вокруг оборудования. Данный способ подходит для изделий из латуни, дюраля или другого пластичного материала.
Деформация на опорах выполняется следующим образом: изделие устанавливается на две опоры, затем наносят удары в центральную точку. Под действием ударов труба начинает сгибаться.
Механическая холодная гибка труб предполагает обязательное применение дорна – стабилизатора. Его размещают в рабочем участке изделия, чтобы не допустить деформации его стенок. Дорн может быть двух видов. Жесткий изготавливают из твердого металла с одним закругленным концом, а гибкий – имеет несколько гнущихся сегментов на конце. Дорн позволяет сохранять формы стенок и извлекается после завершения процесса гибки.
Переносные трубогибы
Если металлоконструкции нужно согнуть на месте производства, используют технологии, которые подразумевают применение трубогибов. Они бывают:
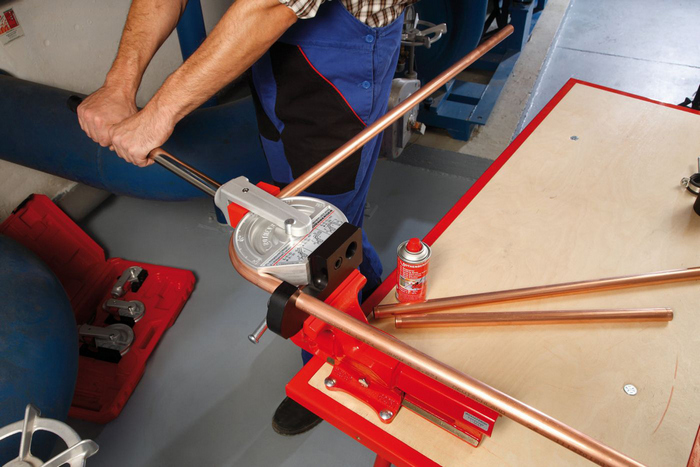
- Рычажные. Гибка труб выполняется благодаря силе человека. Мастер работает при помощи длинной рукоятки и может согнуть изделие до 180 градусов.
- Арбалетные. Оборудование размещается на двух опорах, которые вращаются вокруг собственной оси. Арбалетные трубогибы применяются для изделий из нержавеющей стали диаметром до 10 см под углом в 90 градусов.
- Электрические. Оборудование позволяет осуществлять гибку труб на сегментах разного радиуса.
Достоинства электрического трубогиба:
- возможность выставлять угол до 180 градусов;
- универсальное применение;
- компактность;
- легкий вес;
- автоматическая работа;
- плавная смена режимов работы;
- простая эксплуатация.
Оборудование будет работать даже без электричества, благодаря встроенному аккумулятору.
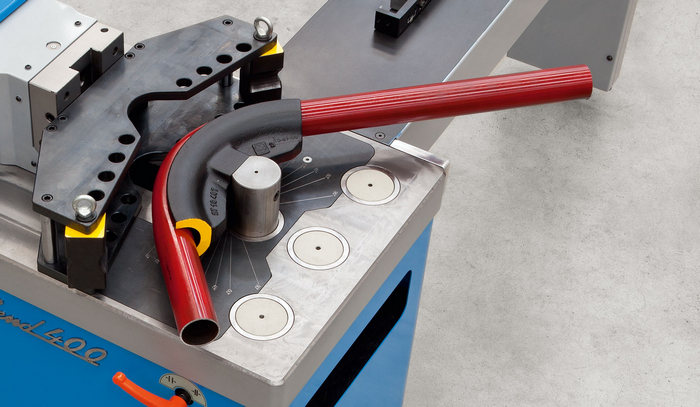
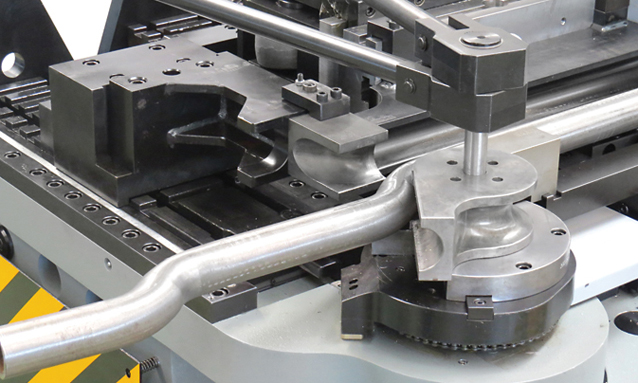
Станочная гибка труб
Станочная гибка труб – наиболее используемая технология. Она осуществляется при помощи трехроликового вальцевого трубогиба. Оборудование работает по методу холодного деформирования трубы. Трубогиб работает с абсолютно любым видом металла, подходит для изделий круглого сечения или профилей. Оборудование полностью универсально.
Применение станочной гибки труб позволяет предотвратить деформацию изделий и получить качественный результат. Технология позволяет обрабатывать трубы более 5 метров, что удобно в процессе строительства. Угол работы составляет не более 360 градусов.
Принцип станочной гибки труб: один конец захватывается и фиксируется, а затем закручивается на колодку под необходимым углом.
Способы гибки труб большого диаметра
Трубы большого диаметра (до 30 сантиметров) нагревают, сгибают с использованием электрического тока, а затем охлаждают. Технология гибки состоит из механической и электрической частей. Вторая включает в себя установку с высокой частотой. Трубы нагреваются и в таком виде деформируют. Чтобы подобрать оптимальный угол сгиба, применяют отклоняющийся ролик.
Второй способ – гибка на гибочно-растяжных машинках. Приборы растягивают и сгибают металл. В результате получаются изделия с круто согнутыми углами. Такой метод позволяет согнуть трубу до 180 градусов.
Технология гибки труб большого диаметра выполняется на специальном оборудовании. На изделие воздействуют усилия, которые в результате позволяют получить изогнутые трубы под крутым углом с недеформированной стенкой. Такие изделия подходят для автомобильной, авиационной и судостроительной сферы.
Особенности гибки труб из цветных металлов
Главное отличие цветных металлов в их пластичности. Неправильное выполнение инструкции по гибке труб из данного материала может привести к деформации и разрыву заготовки.

1. Гибка медных и латунных труб.
Для латунных и медных труб используют метод холодного и горячего деформирования. В обоих случаях в полость изделия помещают наполнитель – расплавленную канифоль (для холодного способа) и песок (для горячего).
Для начала необходимо обжечь заготовки, а затем остудить их. Температура воздействия – от +600 до +700 градусов. Охлаждают материалы разными способами: медь окунают в воду, а латунь – оставляют проветриться на открытом воздухе.
По завершению процесса наполнитель выплавляют. Чтобы не деформировать трубу, извлечение начинают с краев. Изделия из цветных металлов лучше поддаются процессу сгибания, однако проблемы остаются теми же: внутренняя стенка утолщается, а наружная – истончается. Несоблюдение инструкции сгиба может привести к изменению формы трубы.
2. Гибка алюминиевых труб.
С трубами из алюминия работают теми же методами: с использованием роликов, прокаткой, откатыванием, давлением.
Первый вариант подходит для тонких заготовок, с диаметром не более 10 см. Он позволяет получить изгиб без достаточной градусной точности. Оптимальный радиус сгиба – 5-6 диаметров.
Второй способ подходит для труб с большим сечением. Он используется для создания декоративных элементов интерьера. Для этого применяют трехроликовое гибочное оборудование.
Метод откатки позволяет получить лишь небольшой изгиб.
В способе давления используют прессы со штампами. Изделие приобретает нужный угол под воздействием давления извне.
Работать с алюминиевыми трубами просто: они прочные и пружинистые. Изделия обжигают при температуре от +350 до +400 градусов, а затем осуждают на открытом воздухе.
Вы можете заказать гибку труб в Череповецком заводе металлоконструкций. Мы занимаемся производством и обработкой изделий в собственных цехах. В нашей команде работают настоящие профессионалы с большим опытом работы.
Преимущества нашей компании:
- кратчайшие сроки выполнения работ;
- гарантия от 12 до 24 месяцев;
- контроль за выполнением работы в онлайн-режиме;
- доступная стоимость;
- доставка в любую точку России;
- удобные способы оплаты (наличными или картой).
Для консультации звоните по телефону 8 800 222 04 45.
Источник
Способы гибки труб
Вопросы, рассмотренные в материале:
- Основные технологии гибки труб
- Виды оборудования для гибки труб
- Нюансы гибки труб из цветных металлов
- Способы гибки труб большого диаметра
Различные способы гибки труб востребованы в тех случаях, когда для создания жесткой металлоконструкции заготовку не подвергают сварке и нет возможности использовать резьбовые соединения. У такой технологии есть свои достоинства, однако она не лишена и недостатков. Гибка труб должна осуществляться специалистами после проведения необходимых расчетов.
В целом, гибка дает одно неоспоримое преимущество – труба остается целой, что исключает течи. Именно поэтому так много сфер производства, где используется данный способ. В нашей статье мы расскажем о том, какими методами осуществляется гибка, какое оборудование используется и каковы нюансы этого процесса.
Основные технологии гибки труб
Гибку труб можно выполнить разными способами. Выбор того или иного метода зависит от таких факторов, как:
- диаметр трубы;
- качественные показатели прочности трубы после гибки и ее долговечность;
- материал заготовки;
- предельно допустимая деформация объекта;
- профиль;
- радиус сгиба;
- толщина стенок;
- требуемая точность гибки.
- Горячая гибка труб.
Этот способ гибки труб применяют в тех ситуациях, когда использование трубогибочных агрегатов, работающих с холодным материалом, невозможно. Горячий метод достаточно трудоемок. Он предполагает предварительный разогрев трубы и использование наполнителей. В качестве последнего часто выступает очищенный речной песок. Важно, чтобы в нем отсутствовали органические объекты и слишком мелкие частицы (при повышении температуры они могут спекаться и пригорать к поверхности), а также влага (из-за нагревания заготовки она может превратиться в пар и критически повысить давление в трубе).
Во время сгибания труба подвергается воздействию температуры примерно в +900 °С. Длина рабочего участка зависит от сечения и радиуса гибки. При этом необходимо исключить пережоги или повторное нагревание – это снижает качество изделия. Когда все манипуляции выполнены и труба приобретает нужную конфигурацию, из нее извлекаются заглушки, убирается песок и промывается ее внутренняя поверхность.
Холодная гибка труб.
Этот способ гибки труб имеет ряд преимуществ по сравнению с предыдущим: он более технологичен, процесс занимает меньше времени, а такая производительность способствует снижению затрат на выполнение работ. Холодным методом сгибают заготовки из пластичных цветных металлов. Например, медь и алюминий имеют высокий показатель ковкости, поэтому трубы из этого материала легко поддаются деформированию и без предварительного нагрева.
Если быть откровенным, то сгибание снижает качественные показатели труб и вызывает их некоторые дефекты. Чаще всего встречаются:
- истончение внешней по отношению к изгибу стенки;
- образование гофровых неровностей на внутренней по отношению к изгибу стенке;
- изменение формы полости трубы (проход может стать не круглым, а овальным).
Тонкостенные изделия из мягких металлов особенно подвержены деформациям, поэтому способы гибки труб с такой особенностью предполагают обязательное использование механического стабилизатора – дорна.
Дорн – это специальный элемент оснастки, который размещают в рабочем участке полости трубы на время гибки для того, чтобы не произошло производственной деформации ее стенок. Конструкция дорна может быть жесткой или гибкой.
Жесткий дорн – это стержень, выполненный из твердого материала. С одного края рабочей стороны имеет закругленную форму. Устанавливается в полость трубы в точку изгиба. Гибкий дорн также выполнен из твердого металла, но на краю имеет один или несколько гнущихся сегментов в форме сфер или полусфер специальной конфигурации.
Рекомендуем статьи по металлообработке
Находясь во время работы внутри трубы, он обеспечивает сохранность формы ее стенок. Когда гибка завершена, дорн подлежит извлечению. В процессе выталкивания шарики дополнительно выравнивают внутреннюю поверхность изделия. Применение гибкого дорна несколько сложнее –требуется устройство по его автоматическому управлению, встроенное в трубогибочный аппарат.
Установки, работающие с использованием дорна, бывают только стационарного типа. Способ гибки труб при этом может быть автоматическим или полуавтоматическим. Наиболее производительные и дорогостоящие агрегаты оснащены системой ЧПУ, которая отслеживает и контролирует все технические моменты рабочего процесса.

Виды оборудования для гибки труб
Все гибочные агрегаты можно разделить на три группы в соответствии с типом привода:
- Устройства с прокатным приводом. Такие приспособления имеют ручное управление. С их помощью можно выполнить гибку тонкостенных металлических или полимерных труб малого диаметра. Плюсы такого оборудования: низкая себестоимость работ, возможность сделать все своими руками. Минусы – необходимость применения физической силы мастера, малый диапазон диаметров труб, невозможность работы с заготовками нестандартных размеров.
- Устройства с механическим (гидравлическим) приводом. Способ гибки труб с их применением считается универсальным. Профессиональные устройства такого типа используются в строительстве, промышленности и других областях. Плюсы гидравлических установок: более высокая производительность, чем у предыдущего вида гибочных станков, за единицу времени обрабатывается большое количество заготовок, есть возможность работы с трубами крупного сечения. Минус один, но весомый: при выходе из строя гидравлического цилиндра его нельзя починить – только полная замена.
- Устройства с электрическим приводом. Электромеханические агрегаты часто можно встретить на площадках капитального строительства и на промышленных предприятиях. Способы гибки труб при помощи оборудования такого типа отличаются высокой точностью, качеством готовой продукции и большой производительностью. Сегодня существует немало моделей электромеханических гибочных станков. Некоторые из них справляются даже с трубами большого диаметра, причем точность такой манипуляции очень высока. Минусом устройства этого типа является его низкая мобильность, которая обусловлена весом станка и необходимостью подключения к сети электропитания.

В соответствии с принципом действия оборудование делится на следующие виды:
- Автоматическое – управление устройством осуществляется системой с ЧПУ, предварительно настроенной мастером. Производственный контроль проводится автоматически, при помощи датчиков.
- Рычажное – имеет ручное управление, воздействие на объект происходит с применением физической силы мастера. При работе с тонкостенными заготовками этим способом гибки труб можно достичь угла в 180°.
- Арбалетное – придает заготовке форму угла в 90°. Это устройство не занимает много места. С его помощью можно обрабатывать заготовки из полимеров и цветных металлов.
- Гидравлическое – воздействие на трубу происходит при помощи гидроцилиндрического станка.
- Арочное – устройство с ручным управлением. Гибка происходит за счет пропуска трубы через шаблонный сегмент.
- Трехвалковое (роликовое) – агрегат с ручным приводом, оказывает воздействие на обрабатываемую деталь при помощи системы из трех роликов. Использование этого способа гибки труб позволяет обрабатывать заготовки из твердых металлов, сокращает риск появления трещин или деформаций.
- Пружинное – изготовлено из пружинной стали. Во время работы в полость трубы помещают пружину, затем мастер прикладывает физическую силу для изменения формы заготовки. Такой метод обработки подходит для бесшовных заготовок небольшого диаметра.
Нюансы гибки труб из цветных металлов
Одно из отличительных свойств цветных металлов – большая пластичность. Однако для выполнения гибки ее может быть недостаточно. Прилагаемые усилия сжатий и растяжений часто бывают причиной смятий и даже разрывов заготовки. Чтобы этого избежать, важно четко следовать технологической инструкции.
- Гибка труб из меди и латуни.
При работе с заготовками из меди и латуни используют как холодный, так и горячий способы гибки труб. И в том, и в другом случае в полость объекта помещается наполнитель: для холодного метода – расплавленная канифоль, для горячего – песок. Технологически процесс ничем не отличается от работы со стальными трубами.
Прежде чем приступить к гибке медных или латунных заготовок, их нужно обжечь, а затем остудить. Термическое воздействие на оба материала одинаковое: +600…+700 °С. А вот способы их охлаждения разные: медь для этого окунают в воду, а латунь оставляют на воздухе.
Когда труба приобретает нужную форму, канифоль из нее выплавляют. Чтобы не нарушить целостность изделия, процесс извлечения начинают с краев. Трубогиб может быть как простым инструментом, так и сложным технологичным станком.
Устройства с ручным приводом работают за счет приложения немалой физической силы мастера, а гидравлические агрегаты требуют минимального ее количества. Станки того и другого типа имеют сменные насадки, позволяющие работать с заготовками разных диаметров.

Хотя трубы из меди и латуни гнуть легче, чем стальные, сложности процесса, связанные с законами физики, остаются те же – в точке сгиба наружная стенка заготовки растягивается и истончается.
В то же время, внутренняя стенка сжимается и становится толще. Такие деформации могут привести к изменению формы полости трубы с круглой на овальную, снизить ее проходимость. Поэтому прежде чем приступить к любому из способов гибки труб, важно принять меры по предотвращению негативных явлений.
- Гибка труб из алюминия.
Способы работы с алюминиевыми трубами такие же, как с медными или латунными:
- с использованием роликов;
- прокатка;
- откатывание;
- давление.
Прежде чем выбрать способ гибки труб из алюминия, важно ознакомиться с существующими вариантами. Первый подходит для работы с тонкими заготовками, диаметр сечения которых не превышает 10 см. С его помощью можно получить пологий изгиб без высокой градусной точности. Минимальный радиус сгибания установлен строго и составляет 5-6 диаметров трубы.
Степень изгиба зависит от положения отклоняющегося ролика. Этот метод, как правило, встречается при работе с декоративными элементами интерьера. При помощи второго способа выполняют манипуляции с трубами большого сечения. Для этого часто применяют 3-роликовое гибочное устройство. Заготовку располагают между приводными роликами. Радиус гибки настраивается путем изменения их положения.
В этом способе гибки труб получить точный угол еще сложнее, чем в первом. Зато заготовку можно пропускать через роликовую систему до тех пор, пока нужная конфигурация не будет достигнута.
При откатке в полость трубы не помещают наполнитель, поэтому такой метод применим лишь в случаях, когда нужен небольшой изгиб. Работая этим способом, не получится выполнить точные требования по степени овальности сечения на участке воздействия.
Применение давления в качестве способа гибки труб часто встречается при работе с алюминием. Для этого используются прессы с установленными на них штампами требуемой формы матрицы. Заготовка приобретает нужную конфигурацию под воздействием внешнего давления со стороны агрегата.
Существует также метод, когда изгиб заготовке придается за счет внутреннего давления. Для этого трубу размещают в пресс-форме, а во внутреннюю полость подают воду под напором настолько большим, чтобы прижать ее к стенкам.
Работать с дюралюминиевыми изделиями достаточно сложно – они пружинистые и отличаются большой прочностью. Для эффективной обработки их нужно сперва обжечь при температуре +350…+400 °С, а затем остудить на воздухе.
Способы гибки труб большого диаметра
Сравнительно недавно появилось два способа сгибания труб большого диаметра. Первый – при помощи токов высокой и промышленной частоты. Второй – гибка с растяжением. При работе с токами заготовку диаметром 95–300 мм сперва нагревают в высокочастотной установке, затем трубе придается нужный изгиб, а после ее охлаждают.
Оборудование для первого способа состоит из двух частей: механической (трубогибочный станок) и электрической (высокочастотная установка и непосредственно электрическая часть).
Деформации подвергается только нагретый участок трубы, который находится в зоне индуктора. Придание заготовке нужной формы происходит за счет влияния отклоняющегося ролика. Благодаря этому методу можно достичь малого радиуса изгиба.
Второй способ гибки труб выполняют на гибочно-растяжных машинах, укомплектованных поворотным столом. Устройство с большой силой растягивает и изгибает материал – так получаются изделия с крутыми углами и равной толщиной стенок по всей площади.
Ярким преимуществом гибки с растяжением является то, что она позволяет изогнуть трубу со стенками толщиной 2–4 мм на 180°. Этот метод применяется для придания нужной формы заготовкам большого диаметра в авиационной промышленности, автомобилестроении, судостроении, при прокладывании трубопровода – словом, в тех областях, где качество труб имеет особенно большое значение.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Источник



