
- Как соединить сварочные кабели между собой – 3 простых способа
- Особенности сварочных кабелей и их соединения
- В каких случаях нужно соединение
- Распространенные способы соединения
- Соединение сварочного кабеля разъемами
- Установка наконечника: принципы процесса
- Длина и соединение сварочных кабелей
- Выбор сварочного кабеля по току и длине
- Какой максимальной длины не должен превышать
- Для инвертора (220в и 380в)
- Видео
- Силовой для полуавтомата
- По пожарной безопасности
- Соединение
- Какой кабель нужен для подключения аппарата
Как соединить сварочные кабели между собой – 3 простых способа
Недостаточная длина провода, идущего в комплектации со сварочным аппаратом, во время работы произошел обрыв или повреждение шнура – причины, по которым может понадобиться соединение сварочных кабелей между собой. Качество выполняемых работ и безопасность человека будут зависеть от надежности контактных соединений проводников.
Недостаточная длина провода, идущего в комплектации со сварочным аппаратом, во время работы произошел обрыв или повреждение шнура – причины, по которым может понадобиться соединение сварочных кабелей между собой. Качество выполняемых работ и безопасность человека будут зависеть от надежности контактных соединений проводников.
Особенности сварочных кабелей и их соединения

Сварочный кабель используется в виде соединяющего звена между специальными электрическими держателями и источником тока. Он изготавливается из медной или алюминиевой проволоки, имеет большое сечение и изоляцию, обеспечивающую защиту от влаги и механических повреждений. Изделия данного типа характеризуются:
- высокой гибкостью,
- минимальным сопротивлением.
Перед тем как соединить сварочные кабеля между собой, необходимо очистить их от оксидной пленки.
Важно! Между собой можно соединять только провода, выполненные из однородных металлов – медь с медью, алюминий с алюминием.
В каких случаях нужно соединение
Инверторы для сварки комплектуются короткими проводами, что создает трудности при выполнении работ на высоте и в труднодоступных местах. Соединение сварочных кабелей методами пайки, сварки или установки специальных разъемов расширяет возможности техники и исключает необходимость ее удерживания на плече. При осуществлении поставленной задачи нужно учитывать, что максимальная протяженность не должна превышать 30-40 м.
Распространенные способы соединения
Перед тем как соединить сварочный кабель методом обжима, необходимо приобрести алюминиевые или медные гильзы. Подобрать изделия можно в каталоге. Здесь представлен широкий ассортимент соединителей, комплектующих и других электронных компонентов – кабелей, сборок, печатных плат, отличающихся высоким качеством и демократичной стоимостью.
Пайка – второй востребованный способ соединения медных кабелей. Он предполагает покрытие предварительно разогретых концов жил посредством расплавленного припоя. После затвердевания последнего достигается высокая прочность и хорошая электропроводность изделия. Подходит эта технология для проводников небольшого сечения.
Основные преимущества пайки – простота и экономичность. К подготовительным мероприятиям можно отнести:
- избавление от изоляции,
- скрутку,
- очистку,
- обработку флюсом.
После пайки необходимо смыть остатки, нанести лак, изоляцию в виде ленты или термоусадочной пленки.
Важно! Промежуточным этапом пайки является скрутка проводов. В качестве самостоятельного метода она запрещена нормативными документами ПУЭ.
Так как соединить 2 сварочных кабеля большого диаметра позволяет в монолитную конструкцию сварка, этот метод используется часто. Для соединения проводов применяется специальный аппарат ВКЗ-1, похожий на пистолет. Преимущества метода – высокая прочность контакта, стойкость к механическим воздействиям, недостатки – необходимость в зачистке провода на 10 см, сложность выбора силы тока, невозможность разъединения элементов.
Соединение сварочного кабеля разъемами
Выбор кабельного соединителя зависит от сечения проводника. Последнее можно определить посредством микрометра или штангельциркуля. Разъем может иметь площадь в 10, 25, 35…120 мм2. Существует две конструкции приспособлений – штыревая («папа») и гнездовая («мама»). Для их подключения к оборудованию нужны специальные гнезда, выполняющие роль ответной составляющей вилки.

При покупке наконечников нужно обращать внимание на типоразмер (должен соответствовать площади сечения провода) и материалы изготовления. Предпочтение стоит отдавать изделиям с хромовым напылением, препятствующим окислению.
Соединение способом обжима является предельно простым. Оно заключается в очистке изделий от изоляции, объединении жил в пучки, надевании разъемов и их зажимании.
Установка наконечника: принципы процесса
Чтобы увеличить мобильность сварочного аппарата, можно удлинить провод, используя разные технологии соединения. Специалисты нашей компании «ВКС» рекомендуют применять разъемы, подобранные по сечению и составу жильного пучка, соблюдая последовательность и правила используемого способа. Для покупки электротехнических комплектующих нужно перейти в каталог. При возникновении трудностей с выбором наш менеджер предоставит профессиональную консультацию.
Источник
Длина и соединение сварочных кабелей
Раздел: Без рубрики
 Длина сварочного кабеля может значительно разниться, так как протяженность провода зависит от технических характеристик оборудования. Часто исполнителям для выполнения работ не хватает длины шнура, который входит в комплект оснащения. Эта проблема является актуальной для начинающих и опытных мастеров.
Длина сварочного кабеля может значительно разниться, так как протяженность провода зависит от технических характеристик оборудования. Часто исполнителям для выполнения работ не хватает длины шнура, который входит в комплект оснащения. Эта проблема является актуальной для начинающих и опытных мастеров.
Поэтому в статье мы рассмотрим, какая длина сварочных кабелей является оптимальной и безопасной в различных случаях и при использовании аппаратов разного типа. Важно знать, каким должен быть сварочный кабель, чтобы работы проходили в комфортных условиях.
Выбор сварочного кабеля по току и длине
 При выборе проводника электрического тока следует учитывать несколько критериев: условия эксплуатации, технические характеристики сварочного аппарата и другие. Однако, важное значение оказывает максимальная величина тока, которую способен выдавать агрегат. Именно данный параметр позволяет определить, какая оптимальная длина сварочных кабелей.
При выборе проводника электрического тока следует учитывать несколько критериев: условия эксплуатации, технические характеристики сварочного аппарата и другие. Однако, важное значение оказывает максимальная величина тока, которую способен выдавать агрегат. Именно данный параметр позволяет определить, какая оптимальная длина сварочных кабелей.
Сделать это достаточно просто: исполнитель должен ознакомиться с возможностями оборудования и подобрать оптимальный вариант. Т.е максимальную величину напряжения, которую выдает аппарат, должен выдерживать и кабель. О том, какая длина сварочных кабелей является допустимой при конкретных величинах тока и сечения (мм2), продемонстрировано в таблице.
| Длина кабеля, м | Ток в 30-100 А | Ток в 100-200 А | Ток в 200-300 А |
| 0-15 | 25 мм2 | 35 мм2 | 50 мм2 |
| 15-30 | 25 мм2 | 50 мм2 | 70 мм2 |
| 30-60 | 35 мм2 | 70 мм2 | 90 мм2 |
Какой максимальной длины не должен превышать
Не существует практически никаких стандартов относительно длины проводов. Некоторые производители размещают рекомендации, опытные исполнители дают советы. Однако, следует отметить, что для каждого типа сварочного оснащения существуют собственные нюансы.
Для инвертора (220в и 380в)
Допустимая длина сварочного кабеля для аппаратов инверторного типа рассчитывается по формуле:
Lmax = Sk / k , где
Sk – максимальное сечение медного кабеля;
Lmax – максимальная длина;
k – коэффициент: при токах 200-500 А равен 2; при токах менее 200А – величину тока нужно разделить на 100.
Полученное значение – это максимальная длина сварочного кабеля для инвертора, которая является общей для шнура с клеммой и электрододержателем.
Приведем пример, чтобы рассчитать, какая допустимая длина сварочного кабеля для инвертора Ресанта 190. Максимальная величина тока равна 190 А. Как было указано ранее, если сила тока не превышает 200 А, то при подсчете коэффициента силу тока необходимо разделить на 100. Таким образом получается, что коэффициент k = 190/100 = 1,9.
При работе с инвертором подобного типа применяется кабель, площадь сечения которого составляет 16 мм2. То есть Sk = 16. Следовательно, итоговый расчет выглядит следующим образом: Lmax = 16 / 1.9 = 8,4 метра.
Данные сведения помогут легко решить, какой кабель нужен для сварочного инвертора.
Видео
Вот еще в довесок мнение от уважаемого практика с Ютуба, дяди Гены.
Силовой для полуавтомата
 Сварочные полуавтоматы являются профессиональным оснащением и применяются, в основном, в производственных и промышленных условиях. Для подсоединения данного оборудования к сети применяются кабели с площадью сечения свыше 35 мм2. Расположенная ранеее таблица поможет определить, какой кабель нужен для сварочного аппарата полуавтоматического типа. Что позволит исполнителю выбрать и приобрести проводник с оптимальными характеристиками.
Сварочные полуавтоматы являются профессиональным оснащением и применяются, в основном, в производственных и промышленных условиях. Для подсоединения данного оборудования к сети применяются кабели с площадью сечения свыше 35 мм2. Расположенная ранеее таблица поможет определить, какой кабель нужен для сварочного аппарата полуавтоматического типа. Что позволит исполнителю выбрать и приобрести проводник с оптимальными характеристиками.
По пожарной безопасности
Использование более длинного провода приводит к ухудшению качества сварки, происходящее из-за падения напряжения в сварочной цепи. Кроме нецелесообразности применения слишком длинного шнура, это также может привести к поломке оборудования и причинению вреда здоровью исполнителю.
Длина шнуров между питающей сетью и мобильными агрегатами не должна быть больше 10 метров.
Соединение
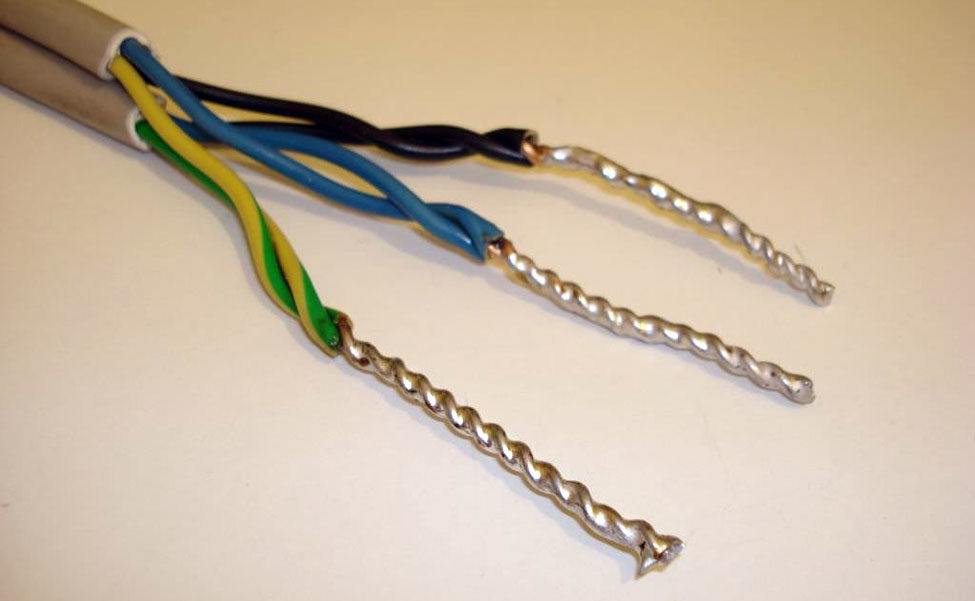
Соединение сварочных кабелей может производиться горячей пайкой, сваркой, опрессовкой или с помощью соединительных муфт с последующей изоляцией мест соединения. Также существует еще один способ, который является самым простым – это соединение “скруткой”. Соединение сварочных кабелей при наращивании длины производится всеми вышеперечисленными способами. Наиболее надежным является сваривание.
На практике используются три метода сварки:
Первый метод подходит для соединения жил однопроволочных проводов из меди или алюминия; подразумевает использование клещей с двумя угольными электродами. В качестве источника энергии выступает трансформатор или инвертор. Может также применяться флюс. Сплавление концов жил осуществляется в результате нагрева электродов. 
Газовая сварка используется для работы с однопроволочными жилами из алюминия, площадь сечения которых не превышает 20 мм2. Применение данного метода для сваривания медных жил недопустимо. В качестве горячего газа выступает ацелитен-кислородная и пропан-воздушная смесь. Многопроволочные жилы следует сваривать в два этапа: соединение жил в единое целое, а затем сплавление между собой.
При термитной сварке используются специальные (термитные) патроны АТО, А и АТ.
Места соединений необходимо изолировать, например изоляционной лентой. Таким образом, соединение сварочных кабелей при наращивании длины будет носить надежный характер.
Другие способы соединения представлены в соответствующей статье.
[ads-pc-3][ads-mob-3]
Какой кабель нужен для подключения аппарата
Ранее мы уже рассматривали наиболее популярные марки одножильных кабелей: КГ И КОГ. Данные провода применяются для соединения оборудования различного типа (инвертор, трансформатор, выпрямитель) с электрододержателем и клеммами массы. Стоит также уделить внимание проводникам с несколькими жилами. Они предназначены для присоединения аппарата к электрической сети в 220 или 380 В. Далее будут проанализированы наиболее распространенные провода подобного вида. Это необходимо знать, чтобы выбрать и провести кабель для сварочного аппарата. 
NYM – электрический кабель, являющийся качественным проводником от немецкого производителя. Может использоваться в промышленных и в бытовых условиях; применяется для наружной прокладки.
- N – Normenleitung (немецкий стандарт кабелей);
- Y – изоляция из ПВХ;
- M – монтаж возможен в любых условиях.
Основные технические характеристики:
- номинальное напряжение составляет 660 В частотой 50 Гц;
- количество жил: 1-5;
- поперечное сечение медных жил – от 1,5 до 35 мм2;
- температура эксплуатации составляет от -50 до +50°С;
- минимальный радиус изгиба – 4 диаметра шнура.
Производители кабелей NYM: Helukabel, Lapp Kabel, TKD Kabel (все – Германия), DENIZLI CABLE LTD (Турция), Nexans (Франция), Севкабель, Камкабель, Псковкабель.
 ВВГ – кабель, пользующийся особой популярностью при проведении работ в домашних условиях. Данная марка провода подойдет для того, чтобы провести питание до аппарата. Кроме этого, может применяться для промышленных и производственных работ, в помещениях и на улице.
ВВГ – кабель, пользующийся особой популярностью при проведении работ в домашних условиях. Данная марка провода подойдет для того, чтобы провести питание до аппарата. Кроме этого, может применяться для промышленных и производственных работ, в помещениях и на улице.
- кабель медный, так как в аббревиатуре отсутствует буква А (алюминий);
- В – изоляция жил из ПВХ (поливинилхлорида);
- В – наружная оболочка из ПВХ;
- Г – голый.
Технические характеристики:
- номинальное напряжение 660 В частотой 50 ГЦ и 1000 В;
- количество жил: 1-5;
- температурный диапазон эксплуатации: от -50 до +50°С;
- минимальный изгиб многожильного шнура – 7,5 диаметров, одножильного – 10.
О том, какой кабель нужен для сварочного аппарата 220 В, можно узнать здесь.
Для более наглядного понимания того, какой кабель использовать для сварочного инвертора, приведем пример.
Если аппарат инверторного типа потребляет, например, 4,1 кВт, то исполнителю понадобится один двухжильный медный кабель ВВГ с сечением в 2,5 мм2.
Дополнительная информация также поможет определить, как выбрать сварочный кабель для оборудования любых типов.
Производители ВВГ: Кольчугинский завод, Севкабель, Энергокабель, Камкабель, Псковкабель, Подольсккабель, Москабель. 
ВВГнг – является разновидностью кабеля ВВГ; буквы “нг” в маркировке обозначают, что кабель негорючий. Изолирующий слой содержит галогеновые химические элементы, основное предназначение которых – препятствие процессу горения.
Технические характеристики:
- номинальное напряжение 660 В частотой 50 Гц и 1000 В;
- количество жил: 1-5;
- температура эксплуатации: от -50 до +50°С;
- минимальный изгиб многожильного шнура – 7,5 диаметров, одножильного – 10.
Производители: Кольчугинский завод, Москабель, Подольсккабель, Севкабель, Энергокабель.
ВВГнг-LS – еще одна разновидность кабеля ВВГ, английские буквы “LS” (low smoke) информируют сварщика о том, что провод имеет пониженное газо- и дымовыделение.
Технические характеристики схожи в ВВГнг.
[ads-pc-4][ads-mob-4]
СИП – самонесущий изолированный провод, применяется для наружных работ (на улице). Существует несколько разновидностей этого проводника. 
СИП-1 – четырехпроводной кабель из алюминия или его сплава, три жилы покрыты светостойким полиэтиленом, устойчивы к ультрафиолетовому излучению, четвертая жила со стальным сердечником, является несущей и нейтральной. СИП-1 предназначен для сетей в 380 В.
СИП-2 – четырехжильный кабель, в котором все жилы имеют изоляцию.
СИП-3 (на картинке) – провод с одной сталеалюминивеой жилой, оболочка которой состоит из светостабилизированного полиэтилена.
СИП-4 – четырехжильный провод, где все жилы имеют изоляцию, несущая жила отсутствует.
СИП-5 – количество жил 2 и более, несущая отсутствует, остальные покрыты сшитым полиэтиленом.
Технические характеристики:
- номинальное напряжение проводов СИП-1, 2, 4 и 5 до 1000 В,СИП-2 – до 350 В;
- диапазон температур эксплуатации: от -60 до +50°С;
- количество жил: 1-4;
- сечение жил: 16-240 мм2;
- минимальный радиус изгиба – 10 диаметров.
Производители: Камкабель, Москабель, Рыбинсккабель, Севкабель.
Данная статья поможет любому исполнителю определить, какой кабель для сварочного аппарата различного типа подойдет лучше.
Источник



