
Ковка чугуна
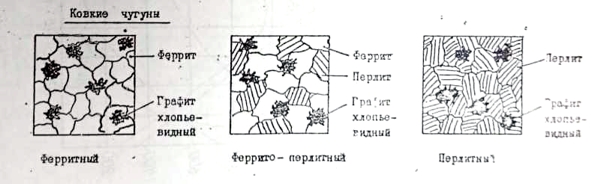
Ковкий чугун – это разновидность чугуна, полученного термической обработкой белого чугуна. Отличительной особенностью ковкого чугуна является присутствие графита в хлопьевидной форме.
Какой чугун называют ковким
Надо понимать, что ковкий чугун, это не чугун, полученный ковкой. Изделия из ковкого чугуна при высокой влажности могут деформироваться даже при комнатной температуре. Данное свойство ковкого чугуна и предопределило его название. Ковкий чугун получают литьем. Интересной и важной особенностью ковкого чугуна является отсутствие внутренних напряжений.
Виды чугунов
Напомним, что все чугуны подразделяются на следующие группы:
- белые;
- серые (ГОСТ 1412);
- ковкие (ГОСТ 1215);
- высокопрочные (ГОСт 7293 ).
В белом чугуне углерод присутствует в форме цементита. Белые чугуны обладают высокой твердостью и стойкостью к износу. По причине высокой твердости белый чугун очень трудно поддается обработке на металлорежущем оборудовании.
В сером чугуне углерод присутствует в пластинчатом виде. Серые чугуны не такие твердые, как белые. Основная сфера их применения в конструкциях, которые не испытывают ударных нагрузок.
В ковком чугуне графит присутствует в хлопьевидной форме. Из ковкого чугуна изготавливают изделия, работающие при высоких ударных и вибрационных нагрузках.
В высокопрочном чугуне графит присутствует в шаровидной форме. Высокопрочный чугун получают модифицированием его магнием, который и обеспечивает формирование углерода в виде шариков. Высокопрочные чугуны по своим свойствам близки к углеродистым сталям. Из высокопрочного чугуна изготовляют поршни, коленчатые валы, различные компоненты систем торможения.
Получение ковкого чугуна

Как уже было сказано выше, ковкий чугун получают термической обработкой белого чугуна с последующим томлением (выдержкой при определенной температуре).
Поскольку белые чугуны обладают плохими литьевыми качествами, при производстве ковких чугунов необходимо принимать меры, направленные на снижение дефектов литья. С этой целью белый чугун перегревается, а при отливке учитывается его усадка, а также изменение размеров заготовок во время томления, которое выполняется при температуре 1350-1450°С.
Процесс томления ковкого чугуна проводится в специальных цехах, где заготовки, выполненные из чугунных сплавов, размещаются в горшках, вмещающих до 300 отливок.
Максимальную прочность ковкий чугун получает, если проходит процесс отжига в горшках, выполненных из белого чугуна, легированного хромом.
Ковкий чугун производится в муфельных электропечах, которые могут в режиме томления гибко регулировать температуру, при этом продукты сгорания топлива не контактируют с горшками, с уложенными заготовками.
Марки ковкого чугуна
Ковкий чугун маркируется КЧ 45 – 6. Первое число – это прочность на растяжение, второе – это удлинение в процентах.
Основные физико-технические параметры ковкого чугунного сплава нормированы в ГОСТ 1215-79.
Конкретная марка КЧ непосредственно зависит от условий, в которых проводилось томление. После этой операции получают три класса чугуна КЧ:
- Ферритный класс содержит феррит и хлопьевидный графит:
- КЧ 30-6
- КЧ 33-8
- КЧ 35-10
- КЧ 37-12
- Перлитный класс содержит перлит и хлопьевидный графит:
- КЧ 45-7
- КЧ 50-5
- КЧ 56-4
- КЧ 60-3
- КЧ 65-3
- КЧ 70-2
- КЧ 80-1,5
- Ферритно-перлитный класс содержит феррит, перлит и хлопьевидный графит.
Структура ковкого чугуна
Компактные графитовые включения, являющиеся основной особенностью микроструктуры ковкого чугуна, определяют его высокую прочность и пластичность. Ковкий чугун с низким содержанием углерода является единственным видом чугуна, который поддается сварке. Он хорошо прессуется, расчеканивается, легко заполняя зазоры и пустоты.
Состав ковкого чугуна:
- C – 2,4-3,0%
- Si – 0,8-1,4%
- Mn – 0,3-1,0%
- P – до 0,2%
- S – до 0,1%
Пройдя процесс томления, ковкий чугун содержит аустенит и графит.
При медленном охлаждении цементит, входящий в состав перлита, разлагается, и структура приобретает вид из феррита и графита (ферритный ковкий чугун).
При быстром охлаждении получается перлитный ковкий чугун, поскольку вторая стадия разложения отсутствует.
Применение ковкого чугуна
Применение изделий из ковкого чугуна обусловлено его механическими свойствами, которые находятся между сталью и серым чугуном. С одной стороны ковкий чугун обладает высокими показателями текучести, износостойкости, хорошими антикоррозионными свойствами. С другой стороны, ковкие чугуны высокопрочны, что позволяет их использовать в производстве трубопроводной арматуры для газа и воды.
При низких температурах ковкий чугун становится достаточно хрупким и боится ударных нагрузок.
Изделия из ковкого чугуна широко применяются в машиностроении, автомобилестроении, железнодорожном транспорте.
Наибольшее применение нашли ферритные отливки, производство которых дешевле. Из ферритного ковкого чугуна изготавливают картеры редукторов, ступицы, крюки, скобы, хомутики, муфты, фланцы.

Перлитный ковкий чугун используется для изготовления деталей, работающих в узлах под высокими нагрузками. Из перлитных чугунов изготавливают вилки карданных валов, звенья и ролики цепей конвейера, тормозные колодки.
Ковкий чугун используют для получения отливок с тонкой стенкой, размер которой может колебаться в диапазоне от 3 до 40 мм.
Источник
Большая Энциклопедия Нефти и Газа
Получение — ковкий чугун
Получение ковкого чугуна осуществляется следующим образом: сначала отливают детали из белого чугуна, после чего их подвергают отжигу в специальных печах. Отжиг изделий может производиться в нейтральной или окислительной среде. [1]
Для получения ковкого чугуна необходимо белый чугун нагреть до 950 — 1000 С и затем после длительной выдержки охладить с малой скоростью до обычной температуры. Структура ковкого чугуна характеризуется графитом в виде хлопьевидных включений. Такая форма включений графита ( по сравнению в чешуйчатыми включениями, характерными для серого чугуна) в меньшей степени снижает механические свойства ковкого чугуна. [2]
Для получения ковкого чугуна с высокими механическими свойствами необходимо, чтобы содержание углерода в нем было минимальным. Содержание углерода в белом чугуне колеблется в пределах 2 2 — 3 2 %; при содержании 2 2 % С ухудшаются технологические свойства чугуна. [4]
Для получения ковких чугунов отливки из белых чугунов подвергают графитизирующему отжигу в отжигательных печах. Ковкие чугуны, так же как и серые, имеют структуру, состоя — щую из стальной основы и выделений графита. Разница только в; том, что в ковких чугунах он выделяется в процессе отжига. [6]
Для получения высококачественного ковкого чугуна необходимо обеспечить низкое содержание углерода и кремния, определяющее структуру основной металлической массы, количество и форму графита в чугуне. [7]
Для получения ковких чугунов повышенной прочности и износоустойчивости применяются специальные режимы термической обработки белого чугуна. [8]
Процесс получения ковкого чугуна ( при отжиге без окисле ния углерода) состоит в длительном нагревании отливок из белого чугуна до более или менее полного выделения связанного углерода в виде графита. При отжиге с окислением чугун засыпают при томлении окалиной или рудой. Содержащийся в руде или окалине кислород диффундирует в горячий металл и окисляет преимущественно углерод чугуна, диффундирующий в свою очередь по направлению к поверхности. [9]
Процесс получения ковкого чугуна длителен и дорог, этим и объясняется ограниченное распространение его в промышленности. [10]
Способ получения ковкого чугуна также отличается от способа получения серых ( литейных) чугунов. Ковкий чугун образуется путем длительного нагрева и выдержки белого чугуна при высоких температурах. [11]
При получении ковкого чугуна без окисления углерода отливки из белого чугуна помещают в жароупорные ящики, засыпают песком и медленно нагревают приблизительно до 900 — 1000, выдерживают при этой температуре до 25 час. Особенно медленное охлаждение ( 10 град / сек) дают при переходе через критическую точку А ( от 740 до 680), для того чтобы весь цементит разложился и структура отожженного чугуна представляла феррит с графитом в форме углерода отжига в крупных скоплениях. Вследствие этого количество выделившегося углерода отжига оказывается сравнительно малым. Выплавка чугуна с таким низким содержанием углерода может производиться в электрических или пламенных печах, благодаря его относительно высокой температуре плавления. [12]
При получении ковкого чугуна с окислением углерода содержание последнего допускается в исходном белом чугуне в большем количестве — до 3 3 %, так как часть его выгорает. Во внутренних слоях, в центре наблюдается феррито-перлйтная или даже одна перлитная структура. Графитных включений при этом способе отжига в чугуне меньше, а тонкостенные мелкие отливки могут даже получить сплошную ферритную основу. [13]
Основным процессом получения ковкого чугуна является отжиг, при котором происходит графитизация или обезуглероживание отливок. [14]
Термическая обработка для получения ковкого чугуна типа 4 заключается в полном проведении первой стадии графитизации, после-дующей закалке и отпуске при темпе — wo ратуреббО — 700 С ( фиг. После проведения первой стадии графитизации устанавли — с вается равновесие аустенит — углерод отжига. При последующем быстром охлаждении в основной металлической массе происходят превращения, аналогичные превращениям в стали при ее закалке. [15]
Источник
Получение ковкого чугуна
Получение ковкого чугуна
Основным процессом получения черносердечного (ферритного и перлитного) и белосердечного ковкого чугуна является отжиг, при котором происходят графитизация и обезуглероживание отливок.
а) Получение черносердечного ферритного ковкого чугуна. Целью процесса отжига в этом случае является графитизация. Отжиг черносердечного ковкого чугуна состоит из пяти этапов: 1) нагрева, 2) выдержки при температуре выше критической (первая стадия графитизации), 3) промежуточного охлаждения, 4) выдержки при температуре ниже критической (вторая стадия графитизации) и 5) окончательного охлаждения.
Первая стадия графитизации проводится обычно при температурах 900 — 1050° в течение времени, необходимого для полного распада структурно свободных карбидов и установления стабильного равновесия.
Отливка охлаждается с определенной скоростью, величина которой практически зависит от конструкции печи, так как процесс графитизации протекает здесь достаточно быстро. После окончания промежуточной стадии начинается вторая стадия графитизации.
Первый путь получения ковкого чугуны заключается в сравнительно быстром прохождении критического интервала с образованием перлита и с последующим распадом его карбидов во время второй выдержки (рис. 315, а).
Второй путь получения ковкого чугуна заключается в прохождении критического интервала с такой скоростью, которая не нарушает стабильного равновесия (рис. 315, б).
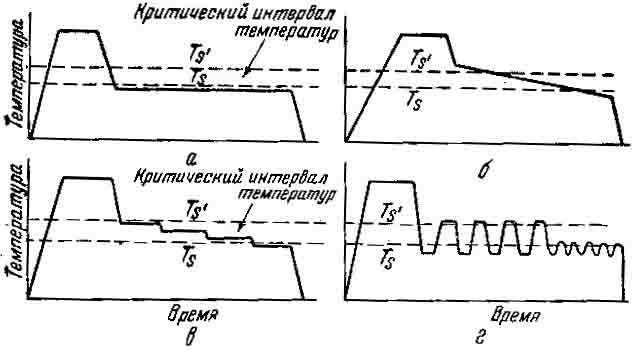
Рис. 315. Принципиальные схемы отжига черносердечного ковкового чугуна во второй стадии графитизации.
Третий путь получения ковкого чугуна проведения второй стадии графитизации (рис. 315, в) основан на существовании в чугуне критического температурного интервала вследствие наличия других примесей (кроме углерода). В этом интервале (760 — 720°) находятся в равновесии (в разном соотношении — в зависимости от температуры) и свободный углерод.
Скорость графитизации, а следовательно, и время, необходимое для ее завершения, зависят от ряда факторов, определяющих: 1) устойчивость карбидоф, 2) число центров кристаллизации, 3) скорость диффузии. Такими факторами являются: температура процесса, состав и первичная структура чугуна, происхождение исходных материалов, тепловая обработка чугуна и т. д.
Чем меньше скорости нагрева и охлаждения, тем меньше может быть и время выдержки. При очень медленном нагреве и охлаждения необходимость в выдержке при первой стадии графитизации может вовсе отпасть, тем более, что при этом размельчаются выделения углерода отжига и ускоряется процесс. Что касается второй стадии графитизации, то она может происходить только внутри и под критическим интервалом. При этом и здесь скорость процесса уменьшается с понижением температуры . Отметим только, что для сокращения времени отжига целесообразно повышение содержания кремния в чугуне, хотя бы за счет соответствующего понижения содержания углерода.
Наиболее эффективным мероприятием по сокращению времени отжига является предварительная закалка отливок. При этом для повышения механических свойств ковкого чугуна необходимо вести отжиг при высокой температуре. Однако, широкому распространению этого способа препятствует образование напряжений и трещин в отливках из хрупкого белого чугуна — поэтому он применим только для отливок простой конфигурации.
б) Получение черносердечного перлитного и перлито-ферритного ковкого чугуна.
Перлитный ковкий чугун представляет сравнительно новый конструкционный материал. Он применяется в тех случаях, когда нужны высокая прочность и износостойкость, хотя бы за счет понижения пластичности в некоторых случаях, например для звеньев цепей, понижение пластичности является даже преимуществом, так как способствует сохранению величины шага. Получение такого чугуна возможно как непосредственно во время отжига(за счет изменения состава чугуна или режима отжига), так и путем добавочной термическом обработки готового ферритного ковкого чугуна.Изменение состава чугуна с целью получения перлитной или перлитно-ферритной структуры основной металлической массы. Производится обычно за счет повышения содержания элементов препятствующих графитизации (Мп, Сг, Мо), чаще всего марганца (сверх баланса с серой). Состав чугуна может быть изменен также за счет уменьшения содержания элементов, способствующих графитизации перлита (С, Si).
Для получения черносердечного перлитного ковкого чугуна непосредственно при отжиге отливок необходимо более быстрое происхождение критического интервала.
в) Получение белосердечного ковкого чугуна. При производстве белосердечного ковкого чугуна параллельно идут оба процесса: графитизация и обезуглероживание. Однако, вследствие неблагоприятного для графитизации состава чугуна и наличия окислительной среды (руды) процесс обезуглероживания в данном случае имеет преобладающее значение . В настоящее время установлено, что процесс обезуглероживания идет через газовую фазу, являющуюся передатчиком кислорода от руды к углероду отливки: С + СО2 = 2СО СО + FeO = СО2 + Fe или СО + Fe3О4 = СО2 + 3FеО.
Поэтому процесс получения ковкого чугуна идет с одинаковой интенсивностью как случае, когда отливки имеют непосредственное соприкосновение с рудой, так и в случае, когда отливки полностью отделены .При этом процесс окисления углерода происходит на поверхности отливки или на небольшой глубине проникновения газов в отливку. Окисление же углерода внутренних слоев отливки протекает за счет диффузии углерода от центра к периферии.
Таким образом, следует принять, что окисление углерода при получении ковкого чугуна происходит в небольшой наружной зоне отливок за счет реакций с окислительными газами. Естественно, что при этом принципиально могут окисляться все виды углерода: графит, углерод отжига, углерод карбидов и углерод раствора. Однако, практически процесс вдет почти исключительно путем окисления углерода раствора. Действительно, в небольшой наружной зоне проникновения кислорода и СО2 в отливку прежде всего окисляются имеющиеся там углерод отжига и карбиды, после чего начинает окисляться углерод твердого раствора. Это вызывает понижение концентрации углерода в растворе, диффузию углерода из центральной зоны отливки и соответствующее растворение структурно свободного углерода (карбидов или углерода отжига). Таким образом, весь процесс обезуглероживания внутренних слоев отливки идет через твердый раствор.
Эта выдержка тем больше, чем выше содержание углероде в чугуне и в толще отливки. Вторая же выдержка в критическом интервале, характерная для получения черносердечного ковкого чугуна, здесь не дается, так как низкое остаточное содержание углерода в чугуне делает распад эвтектоидных карбидов практически невозможным. Впрочем, иногда применяется также процесс, сочетающий обезуглероживание и графитизацию. В этом случае отливки подвергают отжигу в окислительной среде, выжигают некоторое количество углерода и затем ведут процесс со второй стадией графитизации для получения частичного распада перлита.
Источник



