
- Способы гибки труб и профилей на трубогибочных и профилегибочных станках
- Трубогибочные станки работающие способом наматывания
- Трубогибочные станки работающие способом обкатки
- Трубогибочные станки и профилегибочные станки для гибки труб (профилей) способом вальцовки.
- Трубогибы для гибки труб на двух опорах
- Методы гибки труб
- Особенности процесса гибки труб
- Основные технологии гибки труб
- Горячая гибка труб
- Холодная гибка труб
- Переносные трубогибы
- Станочная гибка труб
- Способы гибки труб большого диаметра
- Особенности гибки труб из цветных металлов
Способы гибки труб и профилей на трубогибочных и профилегибочных станках
Способ гибки труб определяется способом работы трубогиба, трубогибочного станка или станка для гибки труб. В практике существует множество способов гибки труб. Вот основные из них:
1. Гибка труб способом обкатки
2. Гибка труб способом намотки

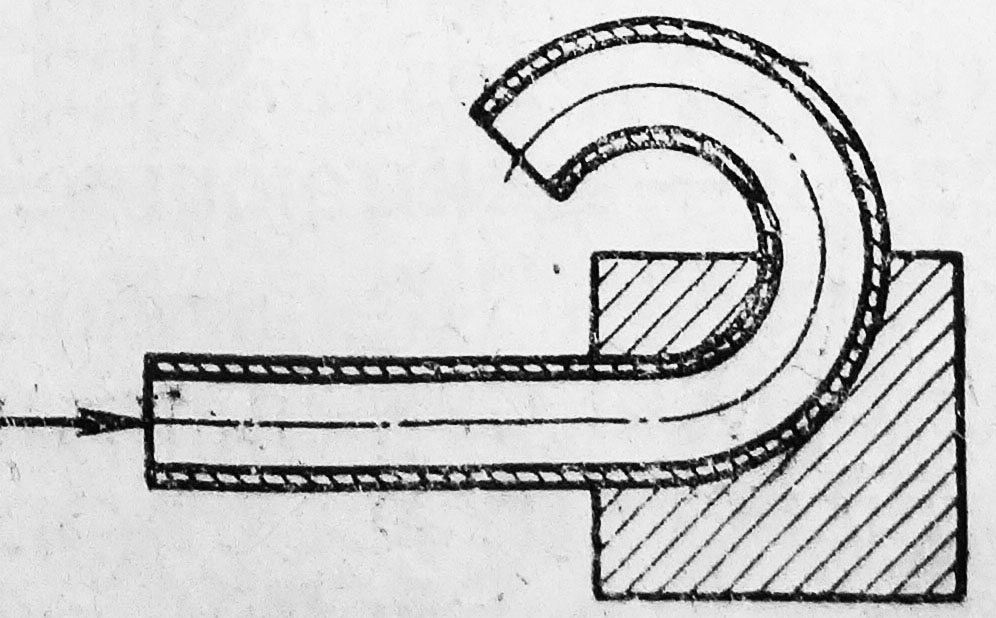
3. Гибка труб способом волочения
4. Гибка труб способом вальцовки (3-х роликовая вальцевая гибка)

5. Гибка труб на 2-х опорах
6. Гибка труб способом растяжения

7. Гибка труб с внутренним гидростатическим давлением
8. Гибка труб через фильеру, имеющую кривую ось
9. Гибка труб по копирам
а так же, так называемые «дедовские» способы гибки труб с наполнением песком, заливки специальным легко расплавляемым составом, с установкой легко извлекаемой пружины. Такие «Дедовские» способы гибки применимы при выполнении одного или нескольких гибов, а для производства трубных деталей они не применимы.
Осуществляя поиск трубогибочного станка, для производства трубных деталей, целесообразно сосредоточить внимание на четырех основных способах холодной гибки труб, таких как:
- Наматывание;
- Обкатка;
- Вальцовка;
- Гибка труб на двух опорах.
Выбор способа гибки труб и соответствующего трубогиба зависит от диаметра трубы, толщины стенки трубы, материала трубы, радиуса гиба, требуемой точности, качества гиба, потребного количества изогнутых деталей, повторяемости изделий и ряда других факторов.
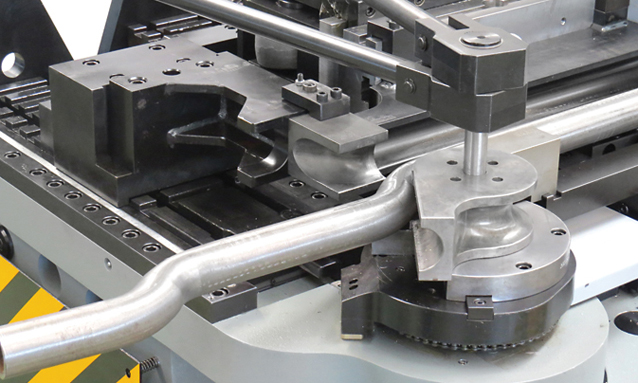
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .
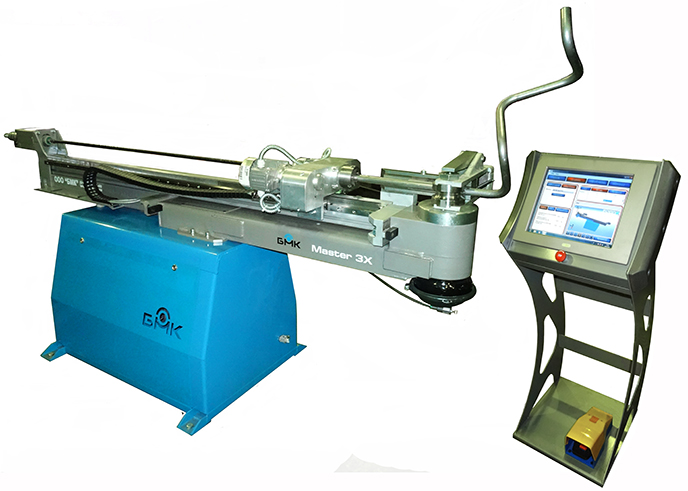 Автоматический трубогиб СЕ-51 серии MASTER.3X
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.
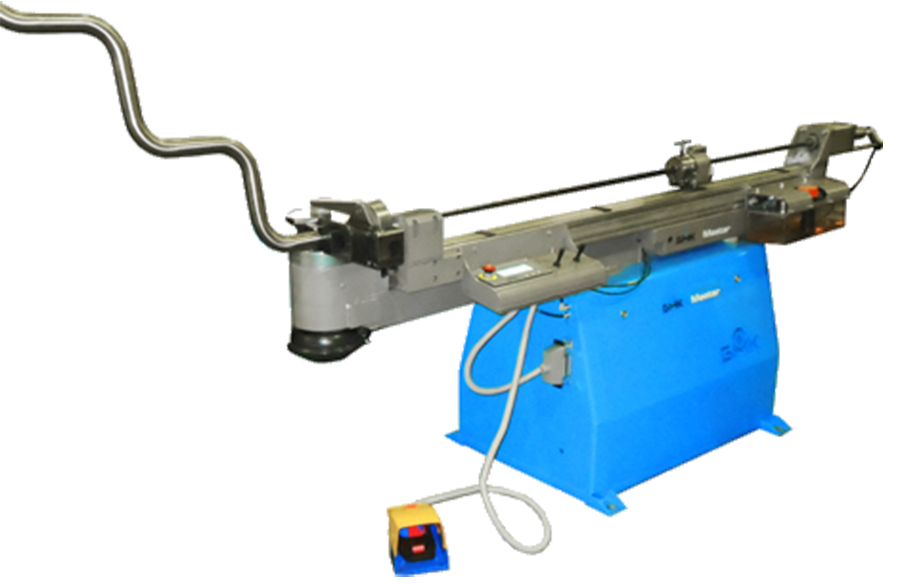
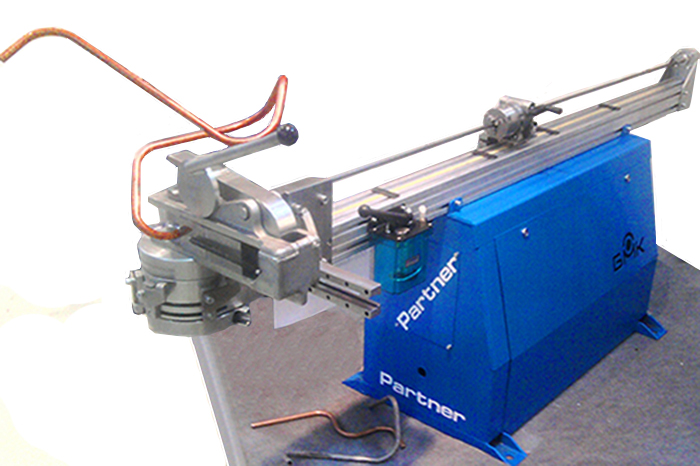
Полуавтоматический трубогиб СЕ-51 серии MASTER
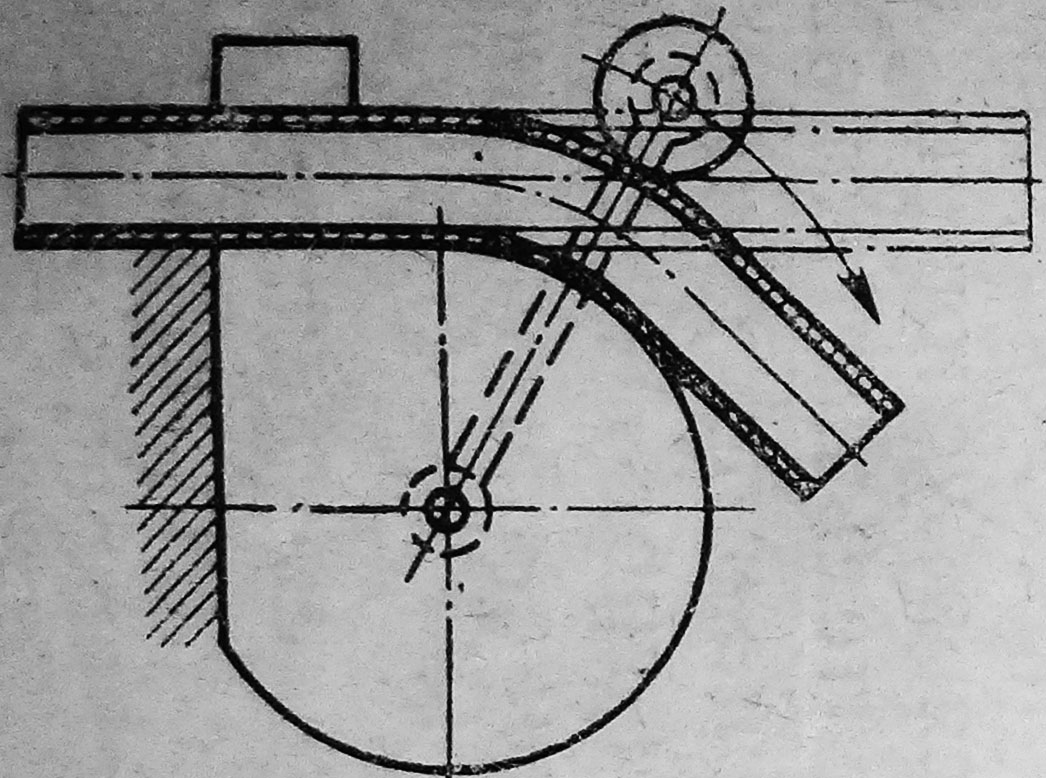
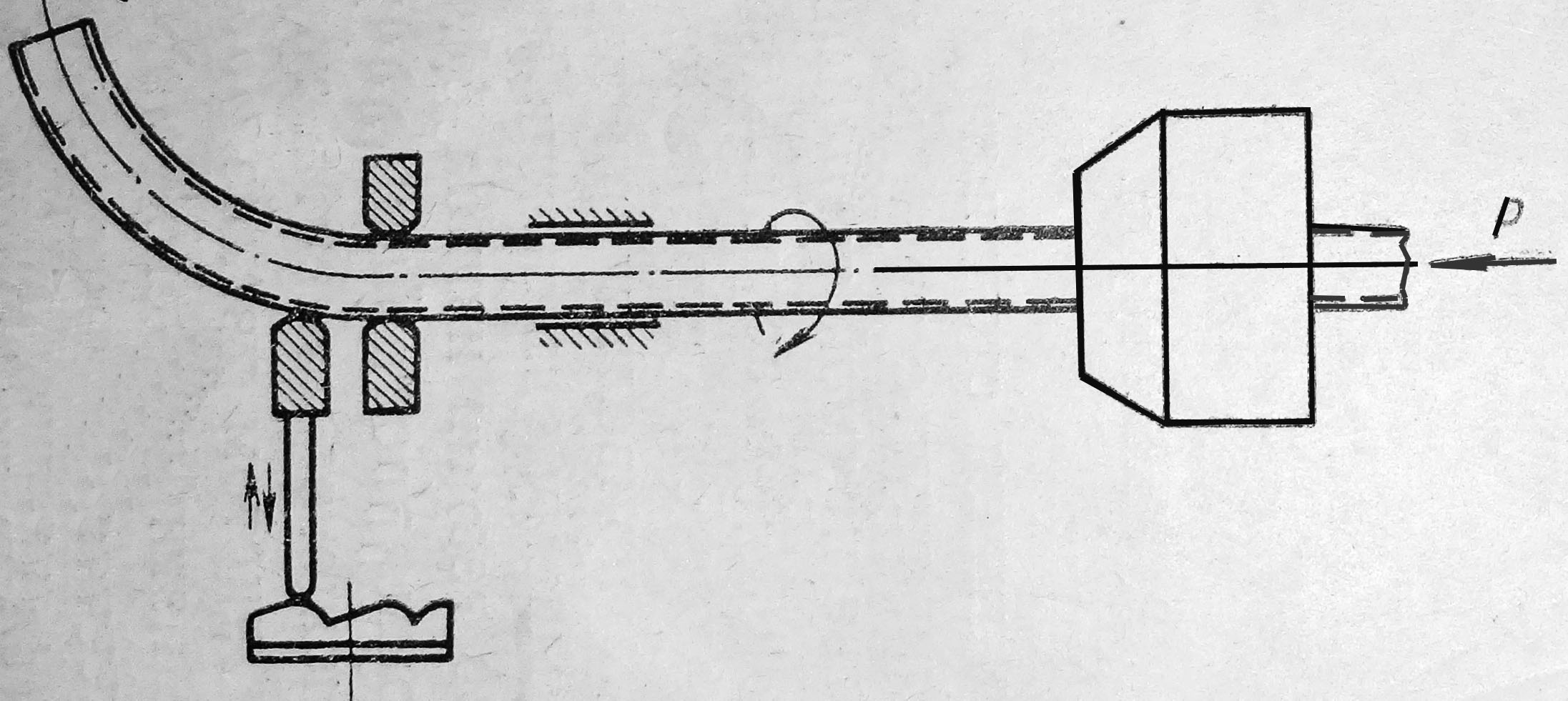
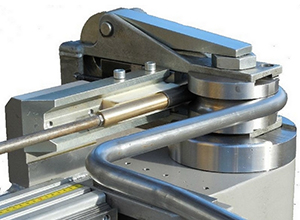
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
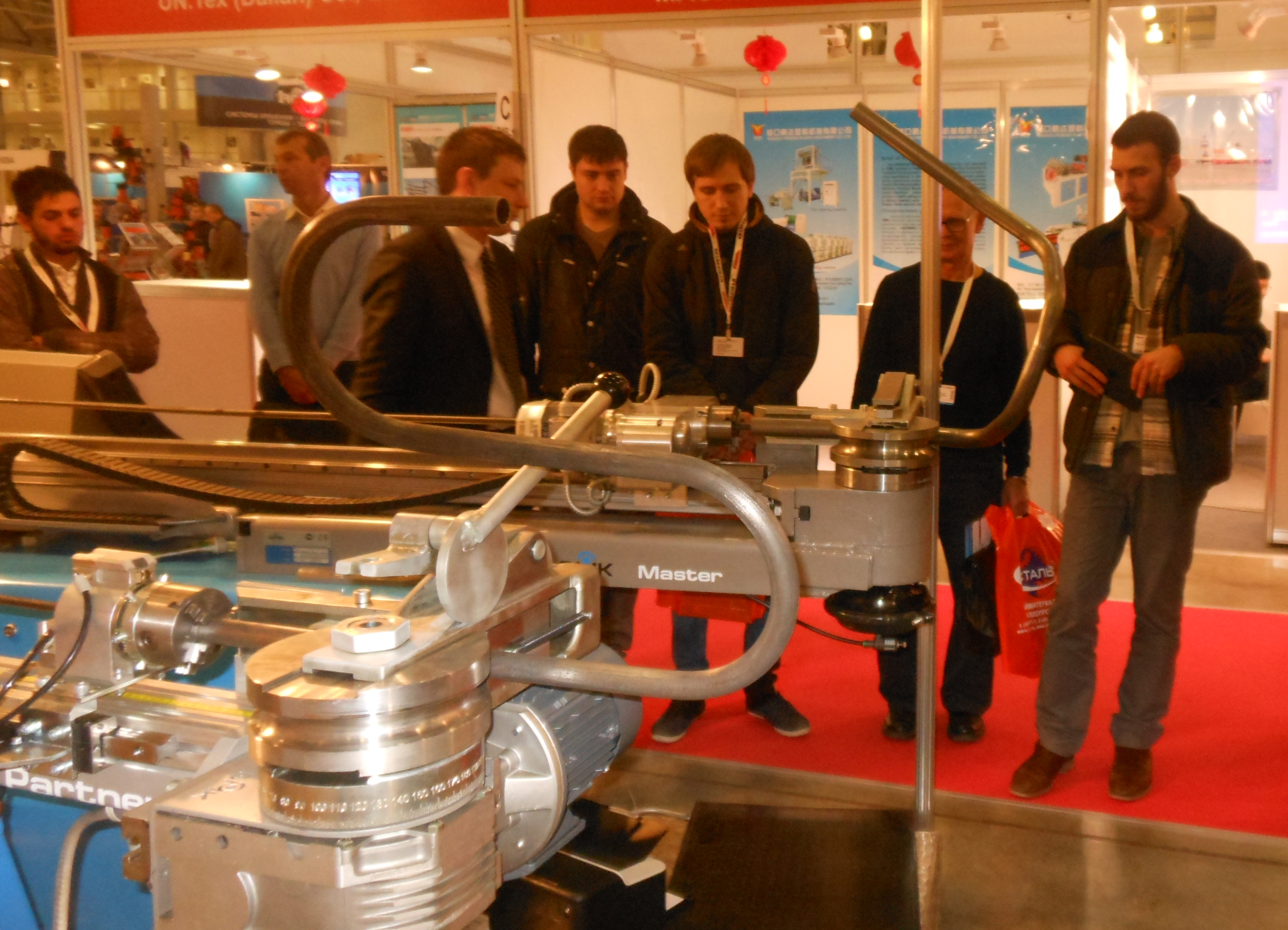
Автоматический трубогиб СЕ-51 MASTER.3X — гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО «БМК», практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов — Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
Трубогибочные станки работающие способом обкатки
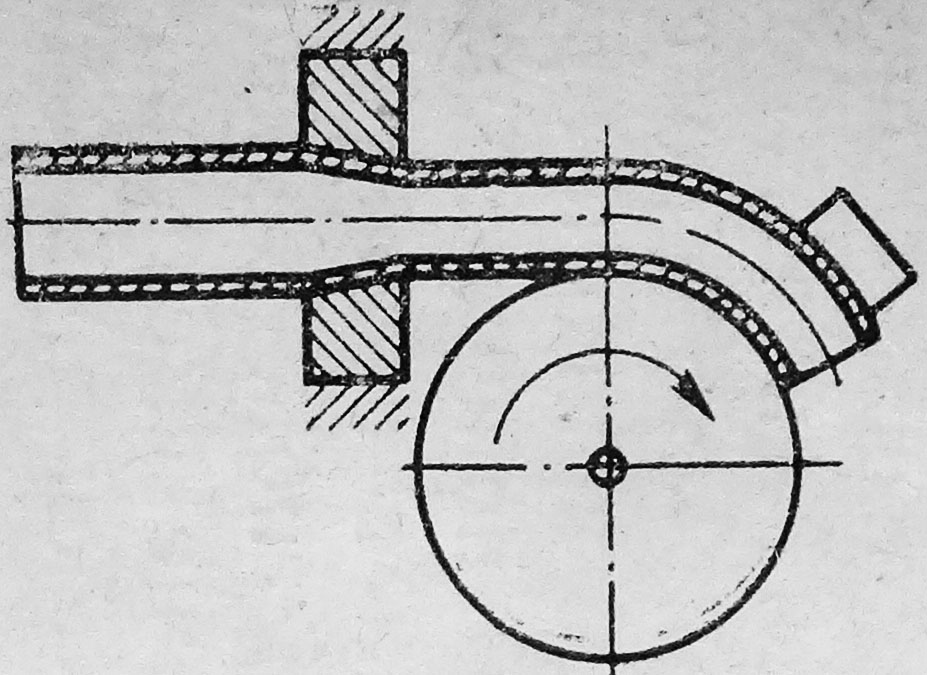
Трубогибы и трубогибочные станки, работающие способом обкатки широко применяются в строительной отрасли , а так же при мелкосерийном и штучном производствах. Принцип работы трубогибов, работающих способом обкатки заключается в прижатии трубы к ручью неподвижного гибочного ролика обкаточным роликом. Ручьи обкаточного ролика и неподвижного ролика трубогиба должны соответствовать типоразмеру изгибаемой трубы. Фиксация (закрепление )трубы на трубогибочном станке происходит вне зоны движения обкаточного ролика.
 Трубогиб бездорновый RE-60 серии TECHNIC
Трубогиб бездорновый RE-60 серии TECHNIC
Способом обкатки, гнутся только толстостенные трубы, (например на трубогибах, типа RE-60 TECHNIC, с наружным диаметром до 60 миллиметров) на осевой радиус гиба не менее 3,5D, при этом изменение сечения формы (овальность) трубы в месте гиба может составлять до 10-12 %. Для достижения указанного значения овальности трубы в месте ее гиба на трубогибах и трубогибочных станках данного типа должно быть устройство позволяющее регулировать зазор между неподвижным и обкаточным роликами трубогиба.
В тех случаях когда необходимо изготовить простые детали с одним или несколькими гибами, к которым не предъявляется требований по качеству гиба — сохранению сечения трубы в месте гиба, сохранению геометрии и пространственных параметров изделия применимы трубогибочные станки и трубогибы работающие способом обкатки, так как такие трубогибы относятся к группе наиболее дешевых и простых трубогибочных станков.
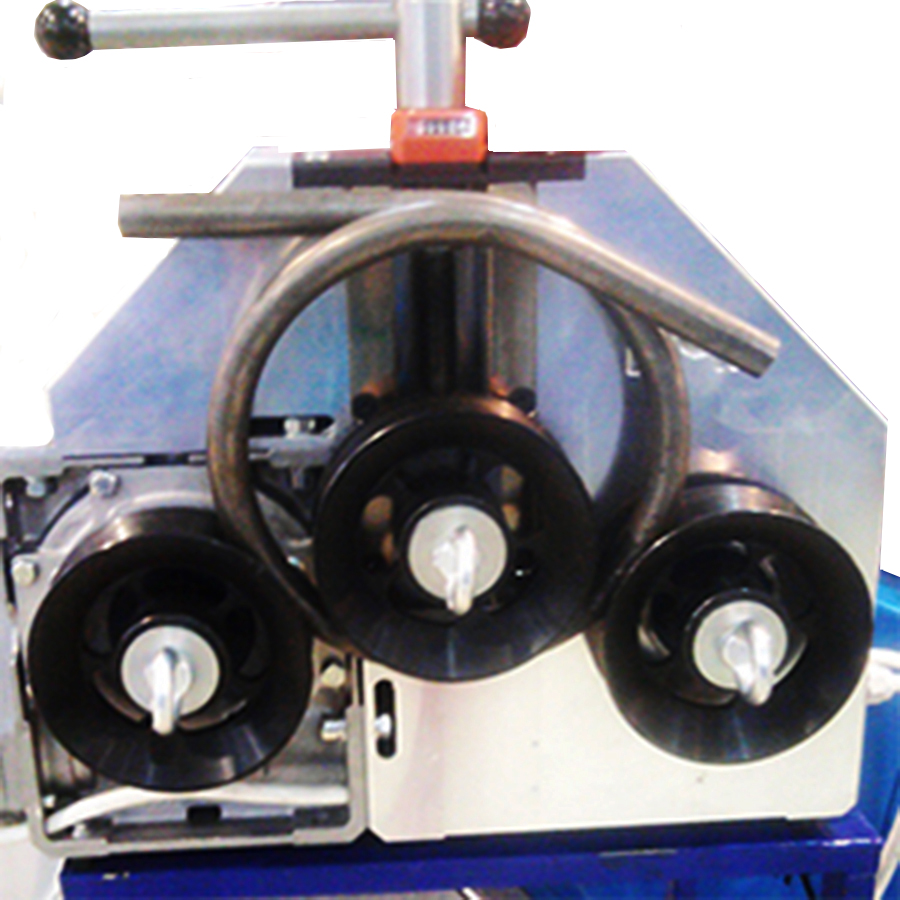
Трубогибочные станки и профилегибочные станки для гибки труб (профилей) способом вальцовки.
Профилегибочные станки (3-х роликовые вальцевые трубогибы) предназначенные для гибки труб и специальных профилей в кольца сегментные дуги и спирали с заданным шагом подъема витка спирали. Эти трубогибы работают с профилями из любого материала — стали, нержавеющей стали, алюминия, меди, титана и их сплавов.
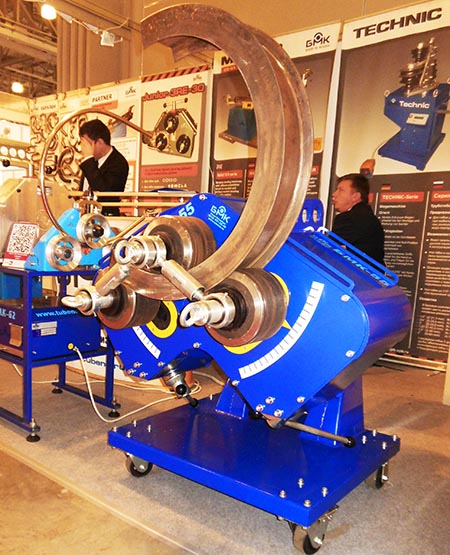 Профилегиб RE-80 серии БМК-55У — гибка двутавра на выставке
Профилегиб RE-80 серии БМК-55У — гибка двутавра на выставке
Работу таких трубогибов и профлегибов следует разделить на два этапа:
Первый этап — создание на трубогибочном станке преднатяга — задать кривизну ,радиус гиба трубы. Это может осуществляться путем приложения усилия средним подвижным роликом на трубу опирающуюся на два крайних ролика, либо путем приложения усилия на трубу через два крайних, подвижных ролика на трубу опирающуюся на средний ролик;
Второй этап — непосредственно гиб трубы, осуществляемый за счет силы трения между ведущими роликами профилегиба и изгибаемой трубой, где труба силой трения увлекается в направлении вращения ведущих роликов и изгибается на радиус заданной кривизны (преднатяга).
Если при гибке трубы или профиля на трубогибочных и профилегибочных станках не удается получить требуемый радиус гиба за один прогон, то операции первого и второго этапов повторяются до получения требуемого радиуса гиба на изделии.
На трубогибочных вальцах минимальный радиус гиба труб для очень толстостенных труб составляет- 5, для толстостенных-10, для тонкостенных более 10 диаметров труб.
Особо внимание следует уделять работе по первому этапу, так как от количества ведущих роликов и силы трения на них зависит усилие создаваемое для задания кривизны (радиуса) гиба трубы.
 Трубогиб RE-30 серии JUNIOR — гибка трубы в кольцо
Трубогиб RE-30 серии JUNIOR — гибка трубы в кольцо
Для гибки черного металла трубогибочные вальцы оснащаются стальными гибочными роликами, а для гибки полированных труб- роликами из капролона. Однако, применение капролоновых роликов возможно только на трубогибах производства ООО «Балтийской Машиностроительной Компании» — 3RE-60 (БМК-55) и 3RE-80 (БМК-55У)- это единственная в мире серия вальцевых трубогибов у которых согласованы угловые скорости вращения гибочных роликов и линейные скорости прокатки профиля по всем 3-м роликам.
Качественная гибка труб на трубогибах и профилегибах обеспечивается соответствием ручьев гибочных роликов типоразмеру трубы. Применение наборных роликов удешевляет стоимость оснастки, но резко снижает качество гибов, особенно на тонкостенных и полированных трубах.
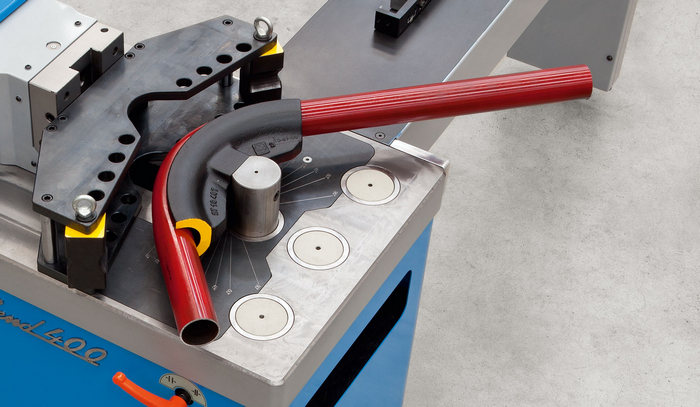
Трубогибы для гибки труб на двух опорах
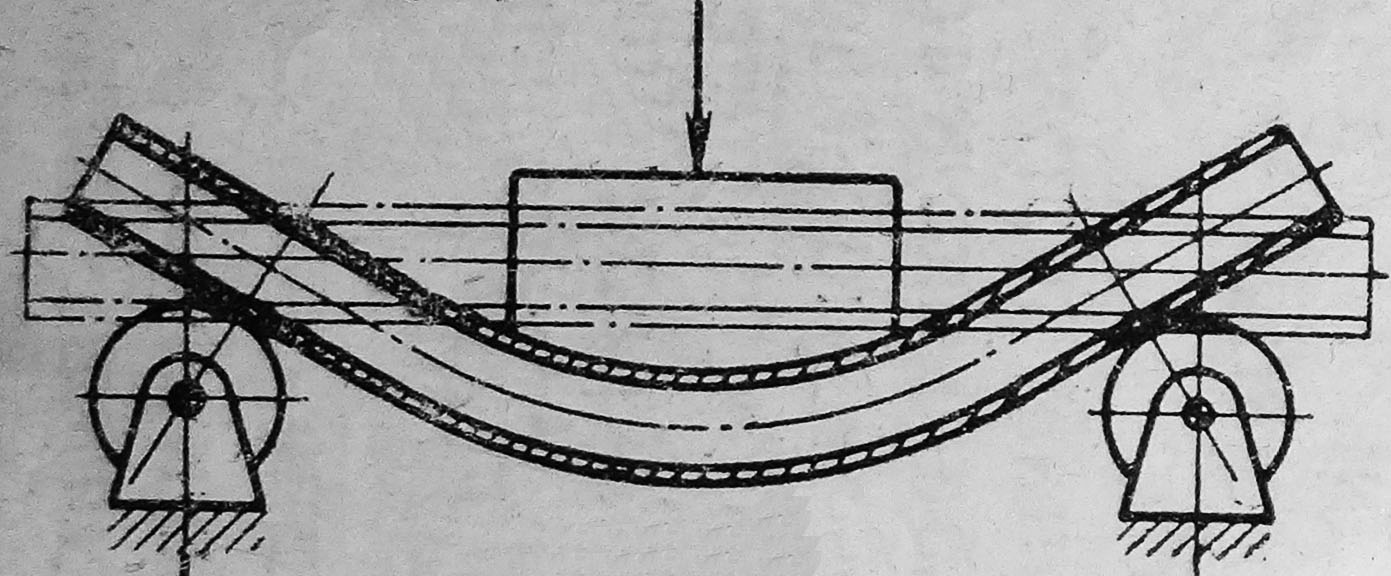
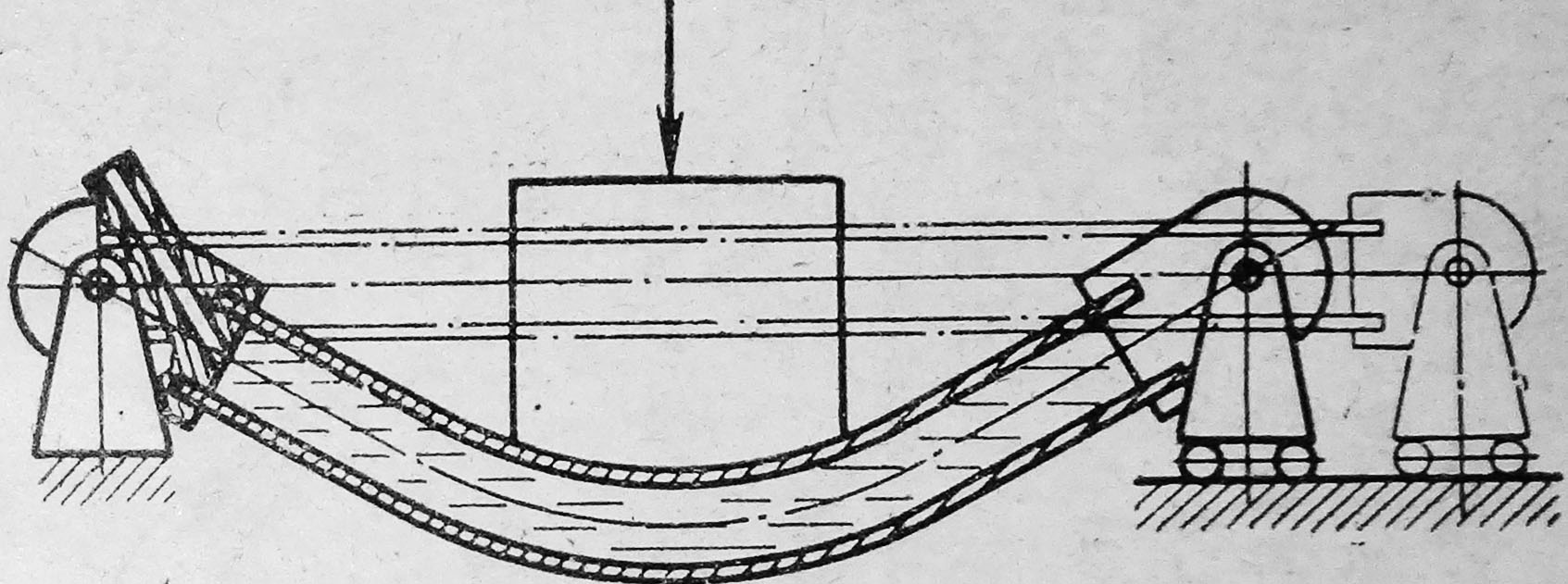
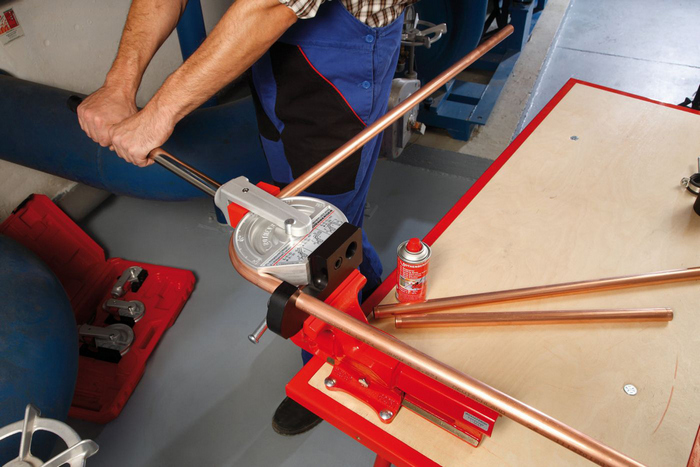
При выполнении работ по прокладке и ремонту трубопроводов непосредственно на строительной площадке, в стесненных условиях, в подвалах и т.д., широко применяются трубогибы арбалетного типа, принцип работы которых заключается в приложении изгибающего усилия гибочным сегментом на трубу лежащую на двух опорах. Изгибающее усилие на гибочный сегмент может подаваться от гидравлического, пневматического, электрического или механического источника энергии. Этот тип трубогибов предназначен для штучных гибов труб в стесненных условиях. Качество гибов труб, на таких типах трубогибов, и повторяемость геометрии пространственных деталей, ни коем образом не отвечает требованиям промышленного производства. Однако, такие трубогибы арбалетного типа с рычажными и храповыми приводами производятся и широко применяются при выполнении ремонтных работ службой горячего и холодного водоснабжения.
В настоящей статье мы рассмотрели способы гибки труб получившие наибольшее распространение. Другие способы гибки труб применяются крайне редко или требуют больших затрат на производство специальных трубогибочных станков при их низкой производительности.
Данная статья про способы гибки труб и профилей на трубогибах и профилегибах — интеллектуальная собственность ООО «Балтийской Машиностроительной Компания» Любое копирование этой статьи полное или частичное являеся нарушением авторских прав владельца.
БАЛТИЙСКАЯ
МАШИНОСТРОИТЕЛЬНАЯ
КОМПАНИЯ
198097, Россия, Санкт-Петербург, пр. Стачек 47
(территория ОАО «Кировский завод»)
Телефон/факс: +7 (812) 331-08-40, 331-39-70
Телефон по Кировскому заводу: 71-340, 71-390
125599, Россия, г. Москва, 78 км МКАД, д.14, корп. 1
Телефон/факс: +7 (495) 133-96-88
Источник
Методы гибки труб
Череповецкий завод занимается производством качественных конструкций из металла на протяжении 55 лет. В процессе изготовления мы используем технологию гибки труб.
Без труб, согнутых под углом, не обходится ни один строительный проект. Изделия используются в нефтяной и химической промышленности. Гибка труб не нарушает их целостность, а также обеспечивает надежность и привлекательный внешний вид деталей.
Преимущества гибки труб перед сваркой или резьбовым соединением:
- снижение материалоемкости;
- снижение трудоемкости при создании конструкции;
- отсутствие негативного воздействия на металл;
- улучшенные показатели гидроаэродинамики;
- лучший внешний вид конструкции;
- улучшенная герметизация.
Технология гибки труб бывает разная. Выбор метода зависит от множества факторов:
- материала изготовления;
- профиля;
- толщины изделия;
- радиуса сгиба;
- показателей прочности и долговечности;
- диаметра профиля и т.д.
Особенности процесса гибки труб
В процессе гибки на трубу действуют две силы: радиальные и тангенциальные. Первые способствуют деформации сечения, а вторые – формируют складки. Идеальным результатом считается отсутствие гофр на стенках и сечение трубы, оставшееся без изменений. Процесс гибки сокращает количество швов от сварочных работ при прокладке трубопровода.
Основные технологии гибки труб
Технология гибки труб бывает механическая и ручная. Существует также горячая и холодная гибка труб. Выбор оптимального метода зависит от вида материала, его габаритов и угла изгиба.
Горячая гибка труб
Горячий метод позволяет согнуть даже самые жесткие трубы. Гибка происходит как вручную, так и с применением оборудования. Технология довольно трудоемкая, она предполагает предварительную подготовку изделия (нагрев) и использование наполнителей. В качестве второго используют очищенный речной песок без органических объектов, мелких частиц и содержания влаги.
Гибка горячих труб происходит под воздействием в +900 градусов. Пережоги и дополнительные нагревы могут ухудшить качественные характеристики изделия. Размер части, которая нагревается, зависит от радиуса и размера сечения. В конце процесса убирается песок и заглушки, а затем промывается внутренняя поверхность трубы.
Ручная гибка горячим методом осуществляется с помощью наматывания на калибр и деформации на опорах.
Механическая горячая гибка труб практикуется на вальцевых трубогибах. Изделие нагребают перед подачей в оборудование.
Холодная гибка труб
Холодная гибка труб часто применяется для цветных металлов диаметром до 4 см. Вручную процедура выполняется с помощью наматывания изделия на шаблон и деформации на опорах.
Перед наматыванием на шаблон трубу наполняют песком или солью. Затем берут калибр и гнут трубу, наматывая ее вокруг оборудования. Данный способ подходит для изделий из латуни, дюраля или другого пластичного материала.
Деформация на опорах выполняется следующим образом: изделие устанавливается на две опоры, затем наносят удары в центральную точку. Под действием ударов труба начинает сгибаться.
Механическая холодная гибка труб предполагает обязательное применение дорна – стабилизатора. Его размещают в рабочем участке изделия, чтобы не допустить деформации его стенок. Дорн может быть двух видов. Жесткий изготавливают из твердого металла с одним закругленным концом, а гибкий – имеет несколько гнущихся сегментов на конце. Дорн позволяет сохранять формы стенок и извлекается после завершения процесса гибки.
Переносные трубогибы
Если металлоконструкции нужно согнуть на месте производства, используют технологии, которые подразумевают применение трубогибов. Они бывают:
- Рычажные. Гибка труб выполняется благодаря силе человека. Мастер работает при помощи длинной рукоятки и может согнуть изделие до 180 градусов.
- Арбалетные. Оборудование размещается на двух опорах, которые вращаются вокруг собственной оси. Арбалетные трубогибы применяются для изделий из нержавеющей стали диаметром до 10 см под углом в 90 градусов.
- Электрические. Оборудование позволяет осуществлять гибку труб на сегментах разного радиуса.
Достоинства электрического трубогиба:
- возможность выставлять угол до 180 градусов;
- универсальное применение;
- компактность;
- легкий вес;
- автоматическая работа;
- плавная смена режимов работы;
- простая эксплуатация.
Оборудование будет работать даже без электричества, благодаря встроенному аккумулятору.
Станочная гибка труб
Станочная гибка труб – наиболее используемая технология. Она осуществляется при помощи трехроликового вальцевого трубогиба. Оборудование работает по методу холодного деформирования трубы. Трубогиб работает с абсолютно любым видом металла, подходит для изделий круглого сечения или профилей. Оборудование полностью универсально.
Применение станочной гибки труб позволяет предотвратить деформацию изделий и получить качественный результат. Технология позволяет обрабатывать трубы более 5 метров, что удобно в процессе строительства. Угол работы составляет не более 360 градусов.
Принцип станочной гибки труб: один конец захватывается и фиксируется, а затем закручивается на колодку под необходимым углом.
Способы гибки труб большого диаметра
Трубы большого диаметра (до 30 сантиметров) нагревают, сгибают с использованием электрического тока, а затем охлаждают. Технология гибки состоит из механической и электрической частей. Вторая включает в себя установку с высокой частотой. Трубы нагреваются и в таком виде деформируют. Чтобы подобрать оптимальный угол сгиба, применяют отклоняющийся ролик.
Второй способ – гибка на гибочно-растяжных машинках. Приборы растягивают и сгибают металл. В результате получаются изделия с круто согнутыми углами. Такой метод позволяет согнуть трубу до 180 градусов.
Технология гибки труб большого диаметра выполняется на специальном оборудовании. На изделие воздействуют усилия, которые в результате позволяют получить изогнутые трубы под крутым углом с недеформированной стенкой. Такие изделия подходят для автомобильной, авиационной и судостроительной сферы.
Особенности гибки труб из цветных металлов
Главное отличие цветных металлов в их пластичности. Неправильное выполнение инструкции по гибке труб из данного материала может привести к деформации и разрыву заготовки.

1. Гибка медных и латунных труб.
Для латунных и медных труб используют метод холодного и горячего деформирования. В обоих случаях в полость изделия помещают наполнитель – расплавленную канифоль (для холодного способа) и песок (для горячего).
Для начала необходимо обжечь заготовки, а затем остудить их. Температура воздействия – от +600 до +700 градусов. Охлаждают материалы разными способами: медь окунают в воду, а латунь – оставляют проветриться на открытом воздухе.
По завершению процесса наполнитель выплавляют. Чтобы не деформировать трубу, извлечение начинают с краев. Изделия из цветных металлов лучше поддаются процессу сгибания, однако проблемы остаются теми же: внутренняя стенка утолщается, а наружная – истончается. Несоблюдение инструкции сгиба может привести к изменению формы трубы.
2. Гибка алюминиевых труб.
С трубами из алюминия работают теми же методами: с использованием роликов, прокаткой, откатыванием, давлением.
Первый вариант подходит для тонких заготовок, с диаметром не более 10 см. Он позволяет получить изгиб без достаточной градусной точности. Оптимальный радиус сгиба – 5-6 диаметров.
Второй способ подходит для труб с большим сечением. Он используется для создания декоративных элементов интерьера. Для этого применяют трехроликовое гибочное оборудование.
Метод откатки позволяет получить лишь небольшой изгиб.
В способе давления используют прессы со штампами. Изделие приобретает нужный угол под воздействием давления извне.
Работать с алюминиевыми трубами просто: они прочные и пружинистые. Изделия обжигают при температуре от +350 до +400 градусов, а затем осуждают на открытом воздухе.
Вы можете заказать гибку труб в Череповецком заводе металлоконструкций. Мы занимаемся производством и обработкой изделий в собственных цехах. В нашей команде работают настоящие профессионалы с большим опытом работы.
Преимущества нашей компании:
- кратчайшие сроки выполнения работ;
- гарантия от 12 до 24 месяцев;
- контроль за выполнением работы в онлайн-режиме;
- доступная стоимость;
- доставка в любую точку России;
- удобные способы оплаты (наличными или картой).
Для консультации звоните по телефону 8 800 222 04 45.
Источник



