
- Книга: Оборудование грузоподъемное. Общие технические требования
- Навигация: Начало Оглавление | Другие книги | Отзывы:
- 3.5. Устранение дефектов в швах сварных соединений
- Исправление дефектов сварного шва
- Основные методы устранения дефектов в сварных соединениях
- 1. Исправление наружных и внутренних дефектов
- 2. Заварка дефектных мест
- Исправление дефектов сварки — распространенные методы
- Разновидности сварочных ошибок
- Причины возникновения дефектов
- Наружные изъяны
- Непровары
- Подрезы
- Наплывы
- Прожоги
- Кратеры
- Классификация по геометрии
- Трещины
- Полости и поры
- Твёрдые включения
- Несплавления и непровары
- Нарушение формы шва
- Прочие дефекты
- 1. Исправление наружных и внутренних дефектов
Книга: Оборудование грузоподъемное. Общие технические требования
Навигация: Начало Оглавление | Другие книги | Отзывы:
3.5. Устранение дефектов в швах сварных соединений
3.5.1. Устранение дефектов в швах сварных соединений должно производиться по технологическому процессу и производственным инструкциям предприятия-изготовителя.
3.5.2. Удаление дефектных участков под заварку должно производиться механическим способом — (фрезеровкой, вырубкой, пневматическим зубилом, абразивным инструментом и др.) на длину дефектного места +10 мм с каждой стороны при условии сохранения основного металла.
Применение электрической дуги для выплавки сварных швов не разрешается.
Допускается применение плазменно-дуговых и воздушно-дуговых процессов для исправления дефектов шва.
3.5.3. Дефектные места в швах сварных соединений исправляют заваркой дефектного места. Исправлять неплотные швы зачеканкой запрещается.
3.5.4. В сварных швах со сквозными трещинами перед заваркой следует засверлить концы, чтобы предотвратить распространение трещин. Дефектный участок в этом случае проваривают на полную глубину.
3.5.5. При заварке дефектных участков должны выполняться все указания настоящего РД по подготовке под сварку, режим сварки и т. п. Углы разделки, подготовленной под заварку выборки, должны обеспечивать надежный провар во всех местах. Поверхность выборки не должна иметь острых углов и заусенцев.
3.5.6. Заварка допускается только после полного удаления дефектного шва или его участка и подготовки места под сварку в соответствии с требованиями технологической документации и настоящего РД.
Место, подготовленное под сварку, должно быть принято ОТК.
3.5.7. Дефектные швы и их отдельные участки можно заваривать любым способом, обеспечивающим требуемое качество сварного соединения.
При заварке отдельного участка шва должно быть обеспечено перекрытие прилегающих концов основного шва.
После заварки участок шва необходимо зачистить до полного удаления раковин и рыхлости в кратере и создания плавных переходов к основному металлу.
3.5.8. При наличии непроваров или прожогов в соединениях, выполненных точечной сваркой или электрозаклепками, допускается сварка дополнительных точек по числу дефектных при условии сохранения прочности и товарного вида изделия.
3.5.9. Исправленные швы сварных соединений должны быть повторно проконтролированы в соответствии с требованиями настоящего РД.
3.5.10. Не допускается исправление дефектного участка более двух раз.
3.5.11. Остаточные деформации в сварных соединениях, превышающие допустимые, устраняются механической (в холодном и горячем состоянии изделия) или термической правкой. Способ правки выбирается в соответствии с технологической документацией и требованиями настоящего РД.
3.5.12. Швы сварных соединений должны удовлетворять следующим требованиям:
иметь гладкую или мелкочешуйчатую поверхность и плавный переход к основному металлу. Неровность шва не должна превышать 0,5 мм для легкодоступных швов и 1 мм для труднодоступных;
наплавленный металл должен быть плотным по всей длине шва, не иметь скоплений и цепочек поверхностных опор и шлаковых включений, прожогов и свищей;
все кратеры должны быть заварены.
3.5.13. В сварных соединениях не допускаются трещины всех видов и направлений, расположенные в швах и околошовной зоне, в том числе и микротрещины.
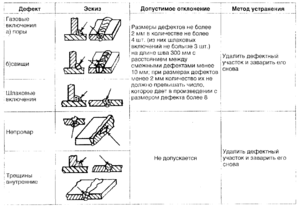
3.5.14. В сварных швах соединений не допускаются:
непровары на поверхности по сечению швов в соединениях, доступных сварке с двух сторон, глубиной более 5 % толщины основного металла, если толщина не превышает 40 мм и более 2 мм, если толщина основного металла превышает 40 мм. Длина непровара должна быть не более 50 мм и общая длина участка непровара не более 200 мм на 1 м шва;
непровары в корне шва в соединениях, доступных сварке только с одной стороны, без подкладок, глубиной более 15 % толщины основного металла, если эта толщина не превышает 20 мм, и более 3 мм, если толщина основного металла превышает 20 мм;
размеры отдельных шлаковых включений или пор, либо скоплений их по глубине шва более 10 % при толщине свариваемого металла до 20 мм и более 3 мм при толщине свариваемого металла свыше 20 мм;
шлаковые включения, расположенные цепочкой или сплошной линией вдоль при суммарной их длине, превышающей 200 мм на 1 м шва;
скопления газовых пор в отдельных участках шва в количестве более 5 на 1 см 2 площадки шва;
суммарная величина непроваров, шлаковых включений и пор, расположенных отдельно или цепочкой, превышающая в рассматриваемом сечении при двусторонней сварке 10 % толщины свариваемого металла, или 2 мм; при односторонней сварке без подкладок превышающая 15 %, или 3 мм;
Источник
Исправление дефектов сварного шва




![]()
![]()
Удаление дефектных участков под заварку должно производиться механическим способом — (фрезеровкой, вырубкой, пневматическим зубилом, абразивным инструментом и др.) на длину дефектного места +10 мм с каждой стороны при условии сохранения основного металла. Применение электрической дуги для выплавки сварных швов не разрешается.
Дефектные места в швах сварных соединений исправляют заваркой дефектного места. Исправлять неплотные швы зачеканкой запрещается.
В сварных швах со сквозными трещинами перед заваркой следует засверлить концы, чтобы предотвратить распространение трещин. Дефектный участок в этом случае проваривают на полную глубину. При доступе к трещине только с одной стороны провар обеспечивается первым (корневым) сварным швом, который выполняется следующим образом:
1. Аргонодуговой сваркой неплавящимся электродом с присадкой проволокой марок Св08Г2С, Св08А в зависимости от марки стали элемента с трещиной.
2. Ручной дуговой сваркой электродом типа Э-42А или Э-50А марок УОНИ 13/45 или УОНИ 13/55 в зависимости от марки стали элемента с трещиной.
3. Диаметр электрода для первого прохода при выполнении сварного шва заварки трещины принимается равным 2 или 3 мм.
Не допускается исправление дефектного участка более двух раз.
Исправление дефектов чугунного литья.
Перед заваркой дефектный участок металла должен быть вырублен и разделан под сварку.
После исправления отливки заваркой место заварки должно быть зачищено заподлицо с поверхностью отливки.
Исправление дефектов заваркой в одном и том же месте более одного раза не допускается.
Источник
Основные методы устранения дефектов в сварных соединениях
1. Исправление наружных и внутренних дефектов
При обнаружении недопустимых наружных или внутренних дефектов сварных соединений их обязательно исправляют. Наружные дефекты вышлифовывают с обеспечением плавных переходов на участке выборки. Выборку можно не заваривать только в том случае, если в зоне максимальной ее глубины сохранилась минимально допустимая толщина детали. Удаление дефектов с обратной стороны шва производится по всей его длине заподлицо с основным металлом.
Если в процессе механической обработки (вышлифовывания) не удалось полностью исправить наружные дефекты, то их следует полностью устранить как недопустимые внутренние дефекты.
Подповерхностные и внутренние дефекты (дефектные участки) в соединениях из алюминия, титана и их сплавов исправляют только механическим способом — вышлифовыванием абразивным инструментом, обработкой резанием или вырубкой с последующим зашлифовыванием. В ряде случаев в конструкциях из стали допускается удаление дефектных участков воздушно-дуговой или плазменно-дуговой строжкой с последующей обработкой поверхности выборки абразивными инструментами. Детали из углеродистых и кремнемарганцовистых сталей необходимо зашлифовывать до полного удаления следов предыдущей обработки.
Исправлять дефекты подваркой в зоне выборки (рис. 1) в сварных соединениях, подлежащих обязательной термической обработке и выполненных из легированных и хромистых сталей, следует после высокого (при температурах 450 … 650 °С) их отпуска (промежуточного или окончательного) за исключением отдельных случаев, оговоренных в технологической документации.
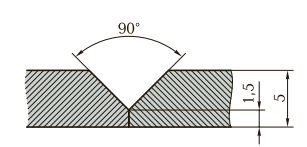
Рис. 1. Форма разделки шва при выборке внутреннего дефекта
При исправлении дефектных участков целесообразно соблюдать определенные условия. Длина исправляемого участка должна быть на 10 … 20 мм больше длины дефекта с каждой стороны. Ширина выборки должна быть такой, чтобы ширина шва, получаемого после подварки, не превышала его двойную исходную ширину. Форма и размеры подготовленной под подварку выборки должны обеспечивать возможность надежного провара. Поверхность каждой выборки должна иметь плавные очертания без резких выступов, острых углублений и заусенцев. При подварке дефектного участка следует перекрывать прилегающие участки основного металла.
В сварных швах со сквозными трещинами перед подваркой требуется зачистить поверхности детали вдоль трещины (рис. 2, а) и просверлить отверстия на расстоянии 10 мм от концов этой трещины (рис. 2, б) в целях предотвращения ее распространения. Затем нужно произвести разделку трещины в соответствии с рис. 2, в, после чего проварить дефектный участок на полную глубину.
Подварку дефектного участка осуществляют одним из способов сварки плавлением (ручной дуговой, дуговой в защитном газе и т. д.).
Исправленные швы сварных соединений следует повторно проконтролировать в соответствии с требованиями, предъявляемыми к качеству конструкции.
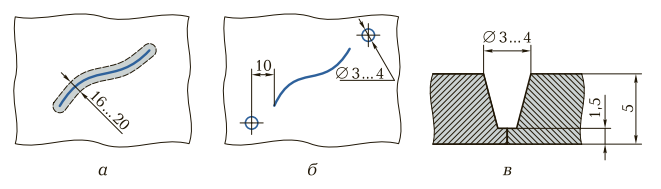
Рис. 2. Схемы подготовки сквозной трещины к подварке: а — зачистка поверхности детали вдоль трещины; б — сверление отверстий на расстоянии от концов трещины; в — разделка сквозной трещины
Если при этом вновь будут обнаружены дефекты, то их необходимо повторно исправить с соблюдением определенных требований. Число исправлений одного и того же дефектного участка, зависящее от категории ответственности конструкции, как правило, не превышает трех.
2. Заварка дефектных мест
Технология, рекомендуемая для исправления дефектов сварных соединений аргонодуговой сваркой, следующая:
- подобрать соответствующий режим сварки;
- сварочную дугу возбуждать на технологической пластине и после нагрева электрод переносить на место заварки;
- в процессе заварки и при возбуждении сварочной дуги не допускать соприкосновения конца вольфрамового прутка со сварочной ванной или присадочной проволокой;
- присадочную проволоку подавать только после оплавления кромок разделки и образования сварочной ванны;
- заварку дефектов производить в нижнем положении и под углом не более 30°;
- при многослойной заварке после наложения каждого слоя очищать наплавленный металл шва стальной щеткой;
- вылет вольфрамового электрода по отношению к нижней кромке газового сопла должен составлять 3 … 8 мм;
- горелку следует держать под углом 60 … 80° к поверхности детали в месте заварки дефекта;
- присадочную проволоку держать под углом к оси электрода горелки и вводить в сварочную ванну равномерными возвратнопоступательными движениями часто и небольшими порциями;
- заварку дефектов во всех случаях заканчивать с образованием усиления шва высотой 3 … 5 мм;
- наконечник горелки и вольфрамовый электрод периодически очищать от брызг металла;
- при случайных обрывах дуги ее повторное зажигание производить на шве на расстоянии 30 мм от места обрыва;
- длину дуги поддерживать в пределах 2,5 … 3,0 мм, обрыв дуги производить постепенным ее увеличением;
- процесс заварки начинать с предварительного местного подогрева дефектного места до оплавления кромок.
Если толщина материала детали более 15 мм, заварку дефектного участка следует производить многослойным швом. В этом случае высота наплавленного металла над поверхностью детали должна быть не менее 3 мм.
Для ответственных конструкций допускаются две подварки одного и того же дефектного участка, поскольку при большем числе подварок наблюдается существенное снижение механических свойств металла в этих зонах.
Источник
Исправление дефектов сварки — распространенные методы

Дефе́кты сварны́х соедине́ний — любые отклонения от заданных нормативными документами параметров соединений при сварке, образовавшиеся вследствие нарушения требований к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом.
Разновидности сварочных ошибок
Изъяны сварных швов делятся на два типа: наружный и внутренний. Их названия отражают суть этих понятий. Наружные изъяны находятся на поверхности соединения.
Они обнаруживаются без дополнительных приспособлений, простым осмотром. Внутренний тип недочетов сварки внешне не заметен.
Такие изъяны находятся внутри соединения. Для их обнаружения и исправления нужно дополнительное оборудование.
Причины возникновения дефектов
Есть два типа факторов, влияющих на качество сварочных работ:
 Объективные — имеющие отношение к свойствам свариваемых материалов, поведению металлов в условиях, диктуемых технологическим процессом. Недаром одной из важных характеристик любого сплава является свариваемость. Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.
Объективные — имеющие отношение к свойствам свариваемых материалов, поведению металлов в условиях, диктуемых технологическим процессом. Недаром одной из важных характеристик любого сплава является свариваемость. Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.- Субъективные — зависящие от исполнителей. Причем к исполнителям следует относить не только рабочих, выполняющих сварку, но и технологов, которые несут ответственность за правильность параметров технологического процесса, верный выбор оборудования и режимов сварки.
 Объективные — имеющие отношение к свойствам свариваемых материалов, поведению металлов в условиях, диктуемых технологическим процессом. Недаром одной из важных характеристик любого сплава является свариваемость. Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.
Объективные — имеющие отношение к свойствам свариваемых материалов, поведению металлов в условиях, диктуемых технологическим процессом. Недаром одной из важных характеристик любого сплава является свариваемость. Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.Основными субъективными причинами возникновения дефектов сварочных швов являются:
- ошибки при подготовке свариваемых поверхностей;
- применение инструмента, отличного от указанного технологом;
- неисправность сварочного инструмента;
- малый опыт работы и низкая квалификация сварщика;
- отступление от требуемых режимов сварки.
Наружные изъяны
Непровары

Такие наружные недочеты появляются, когда на сварочном оборудовании установлен низкий уровень силы тока. Когда этот показатель занижен, воздействия тока не хватает для полного проваривания стыка.
Также непровары могут получаться при повышенной скорости сваривания деталей. В таком случае металл просто не успевает качественно провариться. Еще одной причиной может послужить неумелое разделывание кромок будущего соединения.
Для предотвращения этого сварочного недостатка достаточно правильно установленной силы тока и оптимальной длины сварной дуги.
Подрезы

Этот изъян характерен для тавровых швов и работы внахлест. В стыковой сварке он встречается редко. Появляется он при неверной настройке дугового напряжения и нарушении скорости сварки.
Предотвращение подрезов происходит достаточно легко. При сварке уменьшается напряжение сварной дуги, нормализуется скорость работы. Для точного результата стоит варить на короткой длине дуги.
Она формирует достаточно тонкое полотно, благодаря которому нормализуется сварное тепловложение. Это защищает от подрезов.
Наплывы

Если во время сварки образуются наплывы, значит неправильно настроен РДС. Для предотвращения появления этого недостатка нужно зачистить сварочные кромки, провести перенастройку аппарата.
Нормализовать показатели тока, напряжения. Проверить скорость подачи прутка, если работа производится полуавтоматическим оборудованием.
Прожоги
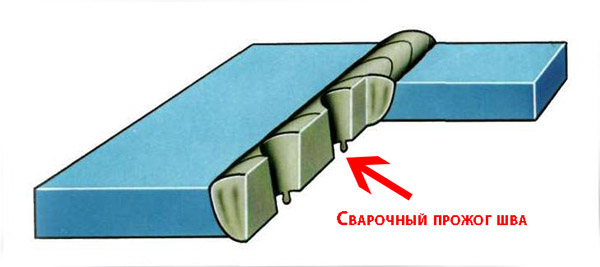
Прожогом называют появление в шовном полотне сквозных отверстий. Они часто встречаются в работах новичков. Их причина – низкая скорость сваривания, из-за которой некоторые раскаленные места прожигаются насквозь.
Второй причиной может служить завышенная сила тока. Швы с такими изъянами непрочные и не герметичные, что будет ключевым моментом в сваривании труб или резервуаров.
Для защиты от прожогов снижается значение силы тока, и увеличивается скорость сварки. Значение также имеет правильность разделки кромок. Начинающему сварщику в этом помогут практические занятия и наработка опыта.
Сварка алюминия требует наиболее точного соблюдения этих показателей.
Кратеры

Кратеры – это углубления в полотне шва, которые появляются в результате резкого обрыва дуги. Несмотря на маленький размер, они могут сильно повлиять на надежность соединения.
Предотвратить их появление можно применением в работе специальных режимов. Они представляют собой функцию понижения силы тока в момент отрыва, что защищает от образования кратера.
У более старых моделей оборудования такой функции нет, поэтому плавность отрыва регулируется вручную.
Классификация по геометрии
Классификация дефектов изложена в ГОСТ 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения», а также в ГОСТ Р ИСО 6520-1-2012 «Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением», которые соответствуют стандарту ISO 6520.
Дефекты соединений при сварке разделяются на шесть групп:
- Трещины — несплошности, вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок.
- Полости и поры — несплошность произвольной формы, образованная газами, задержанными в расплавленном металле, которая не имеет углов.
- Твёрдые включения — твёрдые инородные вещества металлического или неметаллического происхождения в металле сварного шва.
- Несплавления и непровары — отсутствие соединения между металлом сварного шва и основным металлом или между отдельными валиками сварного шва.
- Нарушение формы шва — отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения.
- Прочие дефекты — все дефекты, которые не могут быть включены в перечисленные выше группы.
Трещины

Зоны сварного соединения:
Основной металл — светло серый
Зона термического влияния — серый
Металл сварного шва — тёмно серый
Трещины возникающие в соединениях при сварке могут располагаться в металле сварного шва, в зоне термического влияния, в основном металле.
В зависимости от ориентации трещины делятся на:
- продольные (ориентированные параллельно оси сварного шва). Преимущественно обуславливаются высокими усадочными напряжениями.
- поперечные (ориентированные поперек оси сварного шва). Как правило, образуются в результате продольной усадки металла с низкой пластичностью и, обычно, неглубоки.
- радиальные (радиально расходящиеся из одной точки)
Кроме того, отдельно выделяют следующие виды трещин:
- размещённые в кратере сварного шва
- групповые и раздельные
- групповые разветвлённые
- микротрещины, обнаруживаемые физическими методами при не менее чем 50-кратном увеличении.
Методами снижения трещинообразования при сварке являются:
- прокаливание флюсов перед сваркой;
- предварительный подогрев заготовок от 250 до 450 °С;
- сваривание в режиме с оптимальными параметрами;
- медленное охлаждение металла после сварки;
- проведение после сварки мягкого отжига для снятия остаточных напряжений.
Полости и поры
Возникновение этих дефектов преимущественно обуславливается газами, задержанными в расплавленном металле. По расположению они подразделяться на:
- равномерно распределённые по сварному шву;
- расположенные скоплением;
- расположенные цепочкой.
К полостям также относятся свищи — продолговатые трубчатые полости, вызванные выделением газа, и усадочные раковины — полости, которые образуются вследствие усадки при затвердевании. Частным случаем усадочной раковины является кратер — не заваренная усадочная раковина в конце валика сварного шва.
Твёрдые включения
Выделяют следующие виды твёрдых включений:
- шлаковые включения — линейные, разобщённые, прочие;
- флюсовые включения — линейные, разобщённые, прочие;
- оксидные включения;
- металлические включения — вольфрамовые, медные, из другого металла.
Несплавления и непровары
Выделяют следующие типы несплавлений или отсутствий соединения между металлом шва и основным металлом либо между отдельными валиками сварного шва:
- по боковой поверхности;
- между валиками;
- в корне сварного шва.
Термином непровар или неполный провар, называют несплавление основного металла на участке или по всей длине шва, появляющееся из-за неспособности расплавленного металла проникнуть в корень соединения, заполняя зазор между деталями.
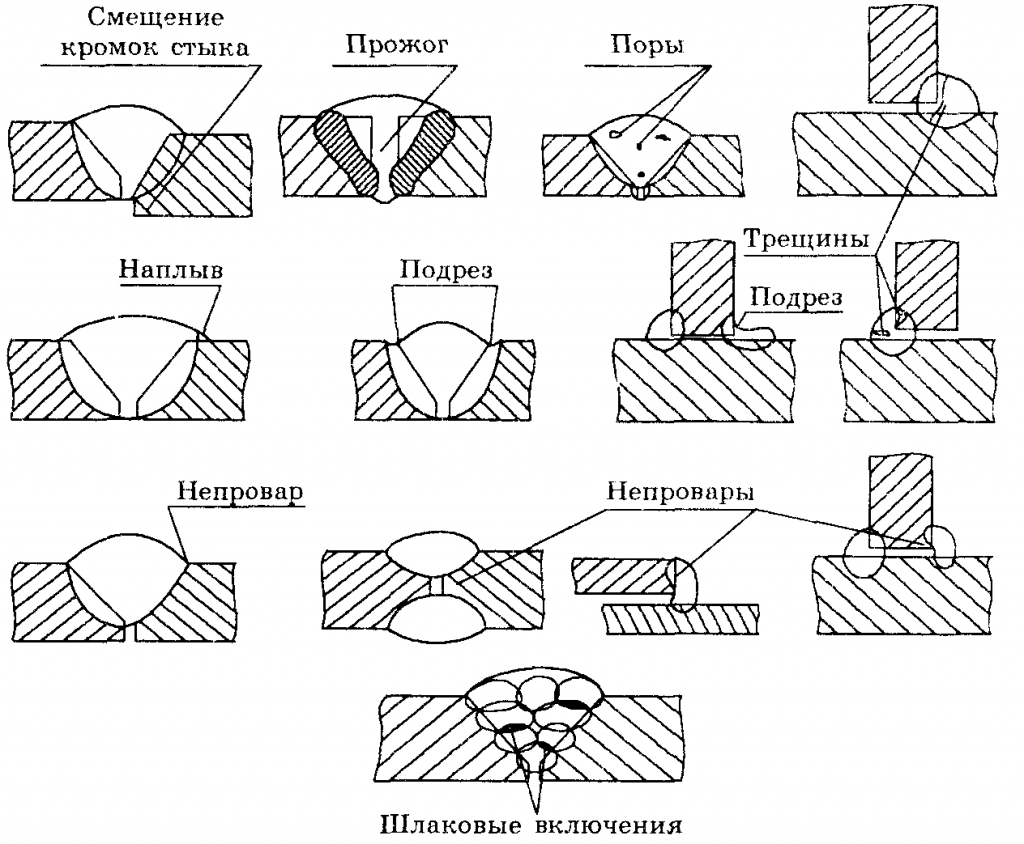
Нарушение формы шва
К нарушениям формы шва по ГОСТ 30242-97 относятся:
- подрезы — продольные углубления на наружной поверхности валика шва.
- усадочные канавки — подрезы со стороны корня одностороннего шва из-за усадки вдоль его границы.
- превышения выпуклости стыкового и углового швов.
- превышение проплава — избыток наплавленного металла на обратной стороне стыкового сварного шва.
- неправильный профиль шва — угол между поверхностью основного металла и плоскостью, касательной к поверхности шва, меньше нормального значения.
- наплав — избыток наплавленного металла шва, натёкший на поверхность основного металла.
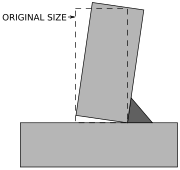
- линейное и угловое смещения свариваемых элементов — смещение между свариваемыми элементами при их параллельном расположении на разном уровне (линейное) или расположение кромок элементов под углом (угловое).
- натёк — металл шва, не имеющий сплавления с соединяемой поверхностью и образовавшийся в результате перераспределения наплавленного металла шва под действием силы тяжести. Натёки часто возникают при сварке угловых швов или стыковых швов в горизонтальном положении.
- прожог — вытекание металла сварочной ванны, приводящее к образованию в шве сквозного отверстия.
- не полностью заполненная разделка кромок.
- чрезмерная асимметрия углового шва — значительное превышение размеров одного катета над другим.
- неравномерная ширина шва.
- неровная поверхность.
- вогнутость корня сварного шва — неглубокая канавка со стороны корня шва, возникшая из-за усадки.
- местное повреждение металла из-за случайного зажигания дуги
- брызги металла
- поверхностные задиры — повреждения поверхности из-за удаления временно приваренного приспособления
- утонение металла
![]()
![]()


Прочие дефекты
К прочим, в соответствии с ГОСТ 30242-97, относятся все дефекты, не включенные в вышеперечисленные группы. Например:
1. Исправление наружных и внутренних дефектов
При обнаружении недопустимых наружных или внутренних дефектов сварных соединений их обязательно исправляют. Наружные дефекты вышлифовывают с обеспечением плавных переходов на участке выборки. Выборку можно не заваривать только в том случае, если в зоне максимальной ее глубины сохранилась минимально допустимая толщина детали. Удаление дефектов с обратной стороны шва производится по всей его длине заподлицо с основным металлом.
Если в процессе механической обработки (вышлифовывания) не удалось полностью исправить наружные дефекты, то их следует полностью устранить как недопустимые внутренние дефекты.
Подповерхностные и внутренние дефекты (дефектные участки) в соединениях из алюминия, титана и их сплавов исправляют только механическим способом — вышлифовыванием абразивным инструментом, обработкой резанием или вырубкой с последующим зашлифовыванием. В ряде случаев в конструкциях из стали допускается удаление дефектных участков воздушно-дуговой или плазменно-дуговой строжкой с последующей обработкой поверхности выборки абразивными инструментами. Детали из углеродистых и кремнемарганцовистых сталей необходимо зашлифовывать до полного удаления следов предыдущей обработки.
Исправлять дефекты подваркой в зоне выборки (рис. 1) в сварных соединениях, подлежащих обязательной термической обработке и выполненных из легированных и хромистых сталей, следует после высокого (при температурах 450 … 650 °С) их отпуска (промежуточного или окончательного) за исключением отдельных случаев, оговоренных в технологической документации.
Рис. 1. Форма разделки шва при выборке внутреннего дефекта
При исправлении дефектных участков целесообразно соблюдать определенные условия. Длина исправляемого участка должна быть на 10 … 20 мм больше длины дефекта с каждой стороны. Ширина выборки должна быть такой, чтобы ширина шва, получаемого после подварки, не превышала его двойную исходную ширину. Форма и размеры подготовленной под подварку выборки должны обеспечивать возможность надежного провара. Поверхность каждой выборки должна иметь плавные очертания без резких выступов, острых углублений и заусенцев. При подварке дефектного участка следует перекрывать прилегающие участки основного металла.
В сварных швах со сквозными трещинами перед подваркой требуется зачистить поверхности детали вдоль трещины (рис. 2, а) и просверлить отверстия на расстоянии 10 мм от концов этой трещины (рис. 2, б) в целях предотвращения ее распространения. Затем нужно произвести разделку трещины в соответствии с рис. 2, в, после чего проварить дефектный участок на полную глубину.
Подварку дефектного участка осуществляют одним из способов сварки плавлением (ручной дуговой, дуговой в защитном газе и т. д.).
Исправленные швы сварных соединений следует повторно проконтролировать в соответствии с требованиями, предъявляемыми к качеству конструкции.
Рис. 2. Схемы подготовки сквозной трещины к подварке: а — зачистка поверхности детали вдоль трещины; б — сверление отверстий на расстоянии от концов трещины; в — разделка сквозной трещины
Если при этом вновь будут обнаружены дефекты, то их необходимо повторно исправить с соблюдением определенных требований. Число исправлений одного и того же дефектного участка, зависящее от категории ответственности конструкции, как правило, не превышает трех.
Источник



