
Pereosnastka.ru
Обработка дерева и металла
К плоским торцовым поверхностям и уступам предъявляются следующие основные требования: плоскостность, т. е. отсутствие выпуклости или вогнутости; перпендикулярность к оси; параллельность плоскостей уступов или торцов между собой. Перед обработкой торцовых плоскостей заготовки закрепляют теми же способами, что и при обработке наружных цилиндрических поверхностей.
Для подрезания торцов и уступов применяют резцы: проходной прямой, проходной отогнутый, проходной упорный, а также специальный подрезной (торцовый).
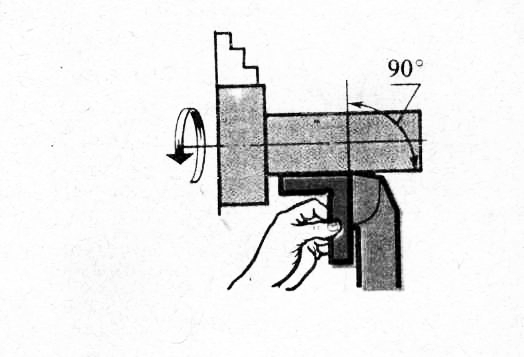
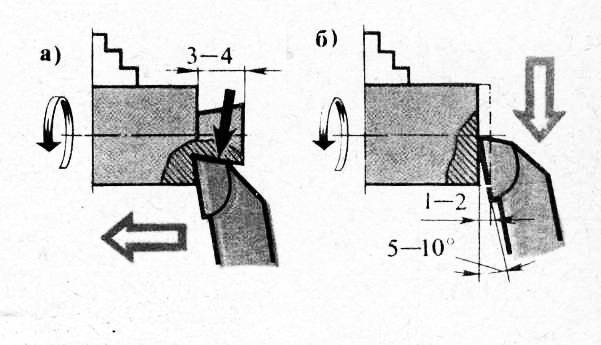
Невысокие уступы подрезают проходным упорным резцом при продольной Додаче, причем подрезание уступа обычно совмещают с обтачиванием наружной поверхности. Режущая кромка резца в этом случае должна располагаться перпендикулярно оси заготовки, что контролируют угольником. Торец подрезают упорным резцом при поперечной подаче с установкой режущей кромки под небольшим углом (5—10 ) к торцовой поверхности. Если при подрезании торца проходным упорным резцом приходится срезать большой припуск, то подача в направлении к центру вызывает отжимающую силу (черная стрелка), углубляющую резец в торец, в результате чего торец может» получиться вогнутым. Чтобы этого не произошло, срезают большую часть припуска несколькими проходами с продольной подачей, а чистовой проход выполняют поперечной подачей от центра.
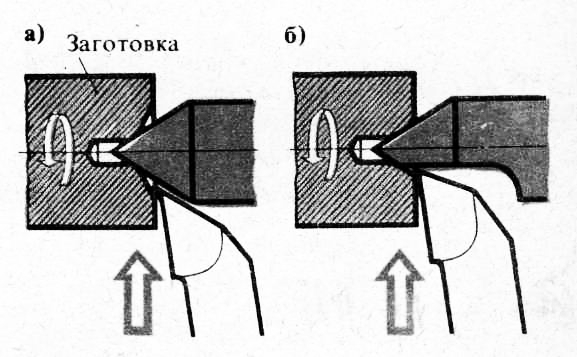
На рис. 3. а, б показаны методы подрезания торца заготовки при закреплении ее в патроне с поджимом задним центром. Для обеспечения подрезания центрование выполняют с дополнительной фаской или применяют специальный срезанный опорный неподвижный центр.
Плоскостность торца после подрезания проверяют прикладыванием к нему ребра линейки или угольника. Перпендикулярность торца к наружной поверхности определяют угольником.
Источник
Приемы подрезания внутренних уступов
После обработки ступенчатого отверстия сверлением, зенкерованием или растачиванием получившиеся при этом уступы подрезаются резцом, показанным на рис. 127, б. Главная режущая кромка такого резца делается под углом 5° к прямой, перпендикулярной к его оси. Все остальные элементы его головки и углы такие же, как у обычных расточных резцов. Такие резцы называют расточными для глухих отверстий.
Небольшие неточные уступы подрезаются следующим образом. Резец устанавливается так, чтобы режущая кромка его была строго перпендикулярна к оси отверстия. Для этого предварительно закрепляют резец, а затем подводят режущую кромку почти вплотную к торцовой плоскости детали (рис. 140, а) или патрона. При правильной установке резца его режущая кромка должна быть параллельна плоскости, к которой он подведен. Закрепив резец окончательно и еще раз проверив указанным способом его установку, подводят вершину резца к поверхности отверстия (рис. 140, б).

Рис. 140. Подрезание небольших неточных внутренних уступов
После этого сообщают резцу быструю ручную подачу, которую замедляют, как только резец приблизится к обрабатываемому уступу. Подача резца прекращается, когда уступ получает правильную форму (рис. 140, е). После измерения длины отверстия до подрезанного уступа одним из рассмотренных ниже способов возобновляют подачу резца, затем снова производят измерения и т. д. до тех пор, пока положение уступа не будет соответствовать требуемому.
Если подрезается уступ в отверстии настолько малого диаметра, что головки резца не видно, то перед первым вводом резца в отверстие на стержень его по линейке с делениями наносится отметка мелом (рис. 141). Отметка должна быть нанесена так, чтобы расстояние ее до режущей кромки резца было равно расстоянию от торца детали до обрабатываемого уступа. Как только эта отметка при подрезании уступа совпадет с торцом детали, подача резца прекращается. После измерения положения уступа в случае надобности последний обрабатывают дополнительно обычным порядком.

Рис. 141. Нанесение риски на резце для получения требуемого положения уступа в отверстии
Поверхность уступа, обработанного таким способом, получается чистой только при жестком резце. Уступ получается правильным (перпендикулярным к оси отверстия) лишь в том случае, если резец был точно установлен и не сместился под действием усилия резания. Поэтому подрезание небольших уступов, которые должны быть чистыми и точными, осуществляется в два приема.
Резец устанавливают так (рис. 142, а), чтобы режущая кромка его составляла с торцовой поверхностью детали угол не менее 5°. Затем подводят резец к предварительно обработанному уступу, несколько углубляют в металл и поперечной подачей (рис. 142, б) окончательно подрезают уступ. Подрезание уступа поперечной подачей делается в два-три прохода резца.

Рис. 142. Подрезание небольших точных внутренних уступов
Большие уступы подрезают в несколько проходов резца (ступенями). Продольной подачей резца, установленного так, как показано на рис. 143, а, срезают часть уступа, расположенную ближе к оси отверстия, оставляя по торцу уступа припуск (около 0,5—1 мм) для чистовой обработки. Далее несколькими такими же проходами срезают следующие части уступа. При последнем проходе на боковой поверхности отверстия следует оставить припуск в 0,5—1 мм. Установив резец, как показано на рис. 143, б, снимают этот припуск продольной подачей. В тот момент, когда резец займет положение, показанное на рис. 143, в, производят окончательную отделку уступа поперечной подачей.

Рис. 143. Подрезание больших внутренних уступов
Источник
Какие существуют способы подрезания уступов
Обычно торцы и уступы подрезают на токарных станках подрезными резцами.
На рис. 137, а показан подрезной резец. Он имеет длинную режущую кромку 1, устанавливаемую обычно под углом около 5° к подрезаемой поверхности детали, и короткую режущую кромку 2. Эта кромка сильно скошена, чтобы можно было ближе подвести вершину резца к центру детали при ее подрезании в центрах (рис. 137, б, в).

При подрезании торцов, буртиков и уступов, не стесненных центром станка, применяют подрезные упорные резцы, показанные на рис. 138. Эти резцы могут работать как с продольной, так и с поперечной подачами. Для подрезания торцов или уступов в труднодоступных местах, например, когда приходится вплотную подводить резец к патрону, применяют отогнутые подрезные резцы (рис. 139). Для этих же целей часто применяют проходные отогнутые резцы (рис. 140), которым сообщают поперечную подачу.


При подрезании торцов и уступов вершина резца должна быть установлена точно по высоте центров. Если резец установлен ниже центра, то посередине сплошного торца останется неподрезанный выступ. Резец, установленный выше центра, может сломаться.
Уступы небольшой высоты можно подрезать также подрезным упорным резцом при продольной подаче одновременно с обтачиванием цилиндрической поверхности (рис. 138). Правильное расположение уступа при этом способе подре-зания целиком зависит от установки резца, его режущая кромка должна быть строго перпендикулярна к оси детали.
Обработку уступов большой высоты производят обычно за несколько проходов, комбинируя продольную подачу с поперечной. Сначала подрезным резцом, установленным под углом 5° к поверхности уступа, производят обработку цилиндрического участка, при этом за каждый продольный проход снимают слой глубиной в 2—3 мм. Затем тем же резцом производят чистовое подрезание уступа с подачей, направленной от центра к наружной поверхности уступа.
2. Приемы подрезания торцов и уступов
При подрезании торцов и уступов детали устанавливают теми же способами, что и при продольном обтачивании.
Подрезание торцов в центрах . При подрезании торцов деталей, устанавливаемых в центрах, рекомендуется устанавливать в заднюю бабку так называемый полуцентр (см. рис. 137, б), обеспечивающий подрезание всего торца. Еще лучше применять центровые отверстия с предохранительным (двойным) конусом (рис. 137, в). Направление подачи в обоих случаях — от периферии к центру.
Подрезание торцов в патроне . Подрезание торцов деталей, закрепленных в патронах, целесообразно производить не подрезным, а проходным отогнутым резцом (см. рис. 140). Последний имеет более массивную режущую часть, допускающую более высокие режимы резания.
При подрезании торцов и высоких уступов направление подачи может идти от наружной поверхности к центру (рис. 141, а) или же от центра к наружной поверхности (рис. 141, б). В последнем случае сила, действующая на резец, стремится отжать его режущую кромку от торца детали. Благодаря этому поверхность торца получается более чистой, чем при работе с подачей, направленной от наружной поверхности детали к ее центру. Однако такой способ подрезания торцов и уступов не позволяет проверить точного положения торца или уступа после пробной стружки относительно других поверхностей детали. Поэтому от указанного выше правила о выборе направления поперечной подачи приходится иногда отказываться.


Высокопроизводительные методы работы . При подрезании значительного количества одинаковых деталей с уступами следует применять продольную подачу в соединении с упором, ограничивающим перемещение суппорта (см. рис. 131).
Когда требуется выдержать длины отдельных ступеней независимо от глубины центровых отверстий, успешно применяют плавающие центры (рис. 142).
Такой центр 1, смонтированный внутри корпуса 4, вставляют в коническое отверстие шпинделя передней бабки. Пружина 5 стремится отжать центр вправо и создать контакт центра с деталью.
Установленная в центры деталь при нажиме пиноли задней бабки доводится до закаленного упора 2, прикрепленного к торцу корпуса 4. После этого плавающий центр стопорится болтом 3 на время обработки данной детали. При установке следующей детали болт 3 должен быть освобожден.
Токарь-скоростник т. Кулагин при подрезании торца детали с отверстием (см. рис. 143) использует одновременно два резца 1 и 2. Эти резцы закрепляются с одинаковым вылетом в специальной державке 3, которая в свою очередь закрепляется в резцедержателе 4. Резец 2 подрезает торец с наружного диаметра, а резец 2, установленный в резцедержателе режущей кромкой вниз, — с внутреннего. Благодаря одновременной обработке двумя резцами длина обработки, а следовательно, и время обработки сокращаются в 2 раза. Такой способ подрезания торца может быть рекомендован при черновой обработке, так как при одновременной работе двух резцов трудно получить гладкий торец без уступа.

Приемы измерения торцов и уступов . Прямолинейность торцовой поверхности можно проверить при помощи линейки (рис. 144), которую прикладывают к торцовой поверхности. При наличии зазора можно определить его величину на глаз или специальной мерной пластинкой—щупом.

Правильность расположения уступов по длине вала проверяют линейкой (рис. 145, а), нутромером (рис. 145, б) или более точно— штангенглубиномером (рис. 145, в). Для точной проверки большого количества одинаковых деталей рекомендуется применять шаблоны (рис. 146).
3. Режимы резания при подрезании
При подрезании торцов и уступов с поперечной подачей глубиной резания является толщина снимаемого слоя, а подачей — величина перемещения резца в поперечном направлении за один оборот детали.
При подрезании можно рекомендовать следующие поперечные подачи:
для черновой обработки — от 0,3 до 0,7 мм/об при глубине резания от 2 до 5 мм;
для чистовой обработки — от 0,1 до 3 мм/об при глубине резания 0,7—1 мм.
При подрезании торцов можно применять такую же скорость резания, как при обработке наружной цилиндрической поверхности, но подсчитывать ее следует по большему диаметру.
4. Брак при подрезании торцов и уступов и меры его предупреждения
При подрезании торцов и уступов возможны следующие виды брака:
1) часть поверхности торца или уступа осталась необработанной;
2) неправильное расположение подрезанного торца или уступа по длине детали;
3) неперпендикулярное расположение уступа к оси детали;
4) недостаточная чистота поверхности торца или уступа.
1. Брак первого вида получается из-за неверных размеров заготовки, малого припуска на обработку, неправильной установки и неточной выверки детали в патроне, неправильной установки резца по длине детали или по высоте центров.
Такой брак обычно неисправим, но предупредить его можно проверкой размеров заготовки, увеличением припуска на обработку, проверкой правильности установки детали и резца.
2. Неправильное расположение подрезанного торца или уступа по длине получается при неточной установке резца или несвоевременном выключении самохода (при продольной подаче), а также при осевом смещении детали в патроне в результате недостаточно прочного ее закрепления. Если при этом граница уступа перейдена, то брак такого вида неисправим. Предупредить такой брак можно проверкой установки резцов и прочности закрепления детали в патроне, а также своевременным выключением самохода при работе с продольной подачей.
3. Неперпендикулярное расположение торца или уступа к оси детали при работе с поперечной подачей может получиться при неточности направляющих суппорта, а также вследствие отжима резца из-за его непрочного крепления в резцедержателе, слишком малого сечения резца, отхода каретки, если она не застопорена. При работе с продольной подачей обычная причина — неправильная установка резца. Брак этого вида может быть предупрежден устранением перечисленных причин.
4. Недостаточная чистота поверхности торца или уступа получается в результате завышенной подачи, большого вылета резца, недостаточно прочного крепления резца или детали, неправильной заточки резца, значительного затупления резца, большой вязкости обрабатываемого металла, дрожания каретки или частей суппорта, дрожания или биения шпинделя или патрона.
Предупредить такой брак можно своевременным устранением причин, вызывающих его.
Источник
Подрезание торцов и высоких уступов
Брак при подрезании торцов и уступов. Возможны следующие виды брака:
1. Часть поверхности осталась необработанной.
Причины: недостаточный припуск, неправильная установка заготовки в патроне, перекос торца заготовки относительно ее оси.
Предупредить этот брак можно проверкой размеров и формы заготовок перед обработкой, надлежащей выверкой их положения в патроне.
2. Неточное расположение торца или уступа по длине детали. Причины: неточность измерений, неправильные приемы пользования лимбом. Избежать этих погрешностей можно более внимательным обращением с измерительным инструментом, выбором люфта при пользовании лимбом.
3. Неплоскостность обработанной поверхности. Причины: большая глубина резания и подача, нежесткое крепление резца. Брак предупреждается устранением указанных причин и может быть исправлен дополнительным чистовым проходом.
4. Торец или уступ не перпендикулярны к оси детали. Основная причина—установка заготовки с перекосом в патроне. Брак устраняется выверкой положения заготовки на станке.
5. Недостаточная чистота обработки. Причины: осевое биение шпинделя, завышение глубины резания и подачи, мал радиус закругления вершины резца, нежесткое его крепление, работа тупым резцом, увеличенные зазоры в направляющих суппорта. Брак устраняется регулировкой подшипников шпинделя или ремонтом станка, правильной и своевременной заточкой резца, уменьшением глубины резания и подачи, регулировкой клиньев в направляющих салазок суппорта.
Источник



