
- Чистка металла (удаление коррозии с металлических поверхностей)
- Способы удаления ржавчины с металлических изделий
- Обработка с помощью ручных инструментов
- Механическая обработка
- Пескоструйная обработка
- Химические способы удаления ржавчины
- Методы предотвращения коррозии в промышленности
- Как и чем очистить ржавчину с металла — доступные способы
- Преобразователи ржавчины
- Раствор соляной кислоты и ингибитора или серной кислоты и ингибитора
- Другие кислоты
- Как убрать ржавчину с металла в домашних условиях
- Сок лимона и уксус
- Пищевая сода
- Щавелевая кислота
- Лайм и соль
- Картофель
- Оригинальные средства борьбы с коррозией
- Кока-кола
- Томатные соусы
- Электролиз
- Очистка металлических поверхностей
- Методы очистки металла
- Ручная очистка.
- Механизированные инструменты.
- Абразивоструйная очистка.
- Очистка поверхности металлов перед сваркой
- Требования к очистке поверхности металлов и сплавов перед сваркой
- Очистка поверхностей металлов и сплавов перед нанесением покрытий
- Очистка поверхности металла перед резкой
- Подготовка поверхностей сталей после термической резки к сварке
- Предотвращение налипания брызг расплава на поверхность
- Стандарты в области очистки поверхностей конструкционных материалов
- Международные стандарты
Чистка металла (удаление коррозии с металлических поверхностей)
Чистка металлических поверхностей в процессе их эксплуатации очень важна. За срок службы металл постоянно подвергается воздействиям окружающих факторов: пыль, грязь, температурные воздействия, механические и т.д.
Чаще всего металлическое изделие проходит тщательную чистку от коррозии перед нанесением защитных покрытий (антикоррозионных) и главной задачей очистки становится удаление разрушающих образований.
Способы удаления ржавчины с металлических изделий
Существует три способа очистки металла от ржавчины:
- Обработка с помощью ручных инструментов.
- Механическая чистка.
- Обработка абразивными вещества.
Обработка с помощью ручных инструментов
Суть метода заключается в том, что для применяемых инструментов не требуется электропитание. Ручную чистку обычно применяют как подготовительный этап перед основной обработкой поверхности. С ее помощью легко производится зачистка металла от ржавчины.
Основными инструментами для такой очистки выступают проволочные щетки, обрубочные молотки для скалывания, шпатели, крупная наждачная бумага, абразивные шкурки, скребки и т.п.
Молотки хорошо скалывают продукты коррозийных процессов, это помогает другим методам обработки быстрее и глубже очистить внутренние слои металлоконструкции.
Механическая обработка
При таком удалении коррозии используются механические установки и оборудования, но более простые, нежели пескоструйные (абразивоструйные).
Для механической очистки используются все те же шкурки, скребки, наждачная бумага и т.д. как и для ручной очистки, однако они усовершенствованы электрическим механизмом, который ускоряет процесс работы засчет вращающихся элементов. Яркими примерами таких устройств являются: шлифовальные круги, молотки с пневмо- и электроприводом, абразивные точильные камни и другое.
Механическая чистка не всегда эффективна в местах, куда затруднен доступ оборудования, поэтому некоторые участки обрабатывают ручным способом.

Механическая чистка от коррозии
Пескоструйная обработка
Чистка металлических поверхностей абразивными веществами – самый эффективный способ очистки. Суть метода заключается в том, что в специальной установке создается давление, абразивные частицы смешиваются с воздухом в специальном отсеке, а потом по шлангу (сопло) подается на очищаемую поверхность. Твердые абразивные частицы бьются о верх изделия, тем самым скалывая загрязнения и пораженные участки.

Существует несколько видов такого рода установок:
- Пескоструйная очистка металлических поверхностей от ржавчины с помощью сжатого воздуха – здесь все просто: частицы абразива смешиваются с воздухом и выводятся через сопла.
- Пескоструйная очистка с впрыскиванием влаги – принцип действия такой же как и при использовании сжатого воздуха, различие в том, что в абразив добавляется немного жидкости (например, воды). В этом случае вокруг места обработки не образуется слишком много пыли.
- Очистка с помощью жидкости, находящейся под давлением. В таком случае главным является жидкость (чаще, простая вода), в нее добавляют абразивные частицы, и вода под давлением с абразивом выпрыскивается на место, которому необходима очистка. При таком способе легко контролировать давление и подачу жидкости, также она глубоко проникает и очищает материал.
Пескоструйная обработка хорошо обезжиривает поверхность, что не требует дополнительного применения обезжиривающих средств.
Химические способы удаления ржавчины
У каждого из вышеперечисленных способов есть свои достоинства и недостатки. Но современный мир дал возможность получать специальные составы, которые отвечают на вопрос как просто убрать коррозию с металла. Они борются с разрушающими реакциями в любых, даже самых труднодоступных местах, не требуют громоздких установок и электрооборудования, а также не требуют приложения серьезной физической силы.
Химические средства удаления коррозии при нанесении на очищаемую поверхность, проникают в участки с ржавлением и разрушают их изнутри. После разрушения необходимо только убрать остатки прошедшей реакции.
Не всегда химические вещества справляют идеально с ржавчиной с первого раза, иногда требуется повторное применение.
Перед тем, как рассмотреть специальные составы для чистки металлических поверхностей, воспроизведем порядок действий при данном способе чистки:
- Если пескоструйные установки очищают материал и обезжиривание происходит само при этом процессе, то при химической обработке в первую очередь необходимо самостоятельно обезжирить поверхность специальными составами.
- Далее наносится непосредственно выбранное вещество
При нанесении важно соблюдать технику безопасности, так как такого рода вещества очень агрессивны и могут нанести вред здоровью человека. Наносить средство необходимо в перчатках.
- Для появления эффекта, необходимо дать средству «поработать» определенное время (это время у каждого раствора свое), обычно около 20 минут. За это время ржавчина и растворитель вступают в реакции и в итоге, при распадении ржавчины она становится серого цвета (образуется так называемый ортофосфат).
- Далее необходимо очистить материал от продуктов реакции. Это делается с помощью большого количества воды.

Химическая обработка коррозии
Методы предотвращения коррозии в промышленности
В промышленности чрезвычайно важно охранять конструкции и изделия от появления коррозии и ржавчины. Необходима постоянная чистка металла.
В промышленных масштабах остро стоит вопрос о том, как удалить коррозию с металла, так как не всегда экономично использовать пескоструйную обработку или химические методы защиты, поэтому на стадии изготовления конструкции материал обрабатывают специальными веществами – ингибиторами.

Результат коррозии на металле
Чаще всего применяются средства, которые создают защитную пленку на поверхности металла. Эта пленка не дает агрессивным воздействиям среды и веществ проникать вглубь металлической структуры и разрушать ее.
Ингибиторы для очистки металла от коррозии помогают значительно увеличить срок службы конструкций и изделий, таким образом уменьшая затраты новые конструкции и остановку производства.
Важно, чтобы ингибиторами выступали нетоксичные вещества. Так как может пострадать содержимое металлических емкостей и конструкций, а также человек, постоянно находящийся рядом.
Как и чем очистить ржавчину с металла — доступные способы
Рассмотрим основные химические вещества, способные бороться с ржавчиной.
Преобразователи ржавчины
Преобразователь превращает это вещество в покрытие рыжего цвета. Для такой реакции необходим пульверизатор, в нем смешивается 30% водный раствор фосфорной кислоты и распыляется на поврежденное место. После этого веществу дают высохнуть.
Существует несколько видов преобразователей для устранения коррозии, но в каждом из них, главным веществом является фосфорная кислота.
Раствор соляной кислоты и ингибитора или серной кислоты и ингибитора
Соляной и серный раствор являются очень сильными кислотами, которые разрушают даже сам металл, поэтому для борьбы с ржавлением их используют только в сочетании с ингибиторами. В качестве ингибитора обычно выступает уротропин.
Состав: 5% раствор соляной (серной) кислоты и 0,5 грамма уротропина на один литр.
На крупногабаритные конструкции такое средство наносят обычно кисточкой, а мелкие детали можно опускать в сам раствор.
Другие кислоты
Хорошо борется с коррозией смесь из вазелинового масла (можно взять жидкий парафин) и молочной кислоты. Кислота превращает ржавчину в соль, а соль растворяется в парафине.

Обработка с помощью кислот
Еще одним проверенным средством является раствор хлористого цинка и винного камня, растворенного в воде. Хлористый цинк создает среду с повышенной кислотностью и в ней продукты реакции легко растворяется.
Как убрать ржавчину с металла в домашних условиях
Ржавчина и другие стойкие загрязнения существуют не только в стенах промышленных предприятий или на специальных конструкциях, но и в домашних условиях и возникает вопрос: как удалить коррозию. Чтобы произвести очистку металла от коррозии в домашних условиях, применяют средства не слишком агрессивные, но эффективные.
Сок лимона и уксус
Смешиваются два эти вещества в одинаковых пропорциях и наносятся на поврежденный участок. Чтобы ржавчина ушла, необходимо оставить раствор на несколько часов. После того, как раствор достаточно впитается, необходимо потереть поверхность щеткой и очистить водой.
Пищевая сода
Соду смешивают с водой для консистенции сметаны, наносят на пораженное место, оставляют на час. Потом вычищают щеткой или металлическим скребком.
Щавелевая кислота
При использовании щавелевой кислоты необходимо пользоваться перчатками и респиратором.
Перед нанесением необходимо подготовить поверхность: ее чистят обычным моющим средством. Далее небольшое количество кислоты смешивается с водой и наносится на предмет, требующих очистки. Через 30 минут нужное место трут щеткой и остатки смывают водой.
Лайм и соль
Такой набор пригодится не только для застолья, но им можно избавиться от рыжих пятен. Необходимо только посыпать поврежденное место, а сверху залить соком лайма (выжать). После того, как изделие постоит так несколько часов, можно промыть водой и наслаждаться очищенной поверхностью.
Картофель
С помощью обычного картофеля, можно избавиться от незначительных ржавых пятен. Для этого посыпьте пораженное место солью, картофель очистите, и разрежьте на две части, после потрите место с солью, пока ржавчина не исчезнет.
Оригинальные средства борьбы с коррозией
Сегодня существуют вещества, который прочно закрепились в обиходе человека, могут применяться каждый день, но даже они в правильных дозировках, могут помочь избавиться от ржавчины, если Вы захотели поэкспериментировать.
Кока-кола
Этот, полюбившийся многим напиток, разъедает ржавчину за несколько часов (зависит от степени повреждения).

Удаление коррозии с помощью кока-колы
Все просто: или опускаете нужный предмет в ванночку с колой, или с помощью губки наносите на поверхность. Ждете несколько часов и смываете водой.
Главный секрет колы – фосфорная кислота. В принципе, можно использовать любой напиток с содержанием этого вещества.
Томатные соусы
Как убрать коррозию металла таким способом? Берется испорченный или свежий кетчуп (они оба будут работать) или томатную пасту, необходимо продукт нанести на поверхность, которую требуется очистить от ржавчины и оставить на полчаса или больше, в зависимости от степени повреждения. После этого хорошо смыть водой и следов коррозии как не бывало.
Электролиз
Для авантюристов, можно произвести чистку металла от коррозии с помощью электролиза. Для этого способа понадобиться источник электричества – аккумулятор. Суть в том, что в воду добавляется соль или пищевая сода, аккумулятор (например, из автомобиля) устанавливается так, что к одной клемме присоединяется металлическая пластина, а другая клейма присоединяется к месту, где необходимо избавиться от коррозии. Два конца опускаются в полученный из воды и соли раствор, и пускается ток. Желательно, пускать ток в размере 5 ампер. Через полчаса можно прочистить место щеткой и промыть.
Такое средство от коррозии металла требует обязательного исполнения техники безопасности, так как может произойти удар током. Не вынимайте изделие из раствора, пока не будет отключено электричество.
Исходя из всех фактов, можно сделать вывод, что чистка металла — это неотъемлемая часть процесса эксплуатации изделия. После проведенной процедуры и нанесения защитного покрытия, он сможет прослужить еще многие годы.
Источник
Очистка металлических поверхностей
Прежде, чем обрабатывать металлическую поверхность антикоррозийными покрытиями или лакокрасочными материалами, необходимо провести подготовительные работы. Очистка металлических поверхностей помогает избавиться от верхних слоев различных покрытий, грязи, жировых пятен и прочих моментов, которые в дальнейшем могут повлиять на качество наносимых покрытий.
Методы очистки металла
Ручная очистка.
Данный метод подразумевает использование различных ручных инструментов. Это могут быть обрубочный молоток, проволочная щетка, шпатель или скребок и еще множество других приспособлений. Суть такой очистки заключается в том, что при помощи давления пользователь счищает верхний слой ручным инструментом. Использовать этот метод как отдельный не рекомендуется. Лучше проводить ручную чистку на подготовительных этапах для удаления верхнего слоя ржавчины. И будьте осторожны, при сильном давлении вы можете повредить металлическую поверхность.
Механизированные инструменты.
В этом случае очистка металлических поверхностей происходит при помощи механических инструментов, с системой электропитания. Это могут быть вращающиеся щетки, шлифовальные машины, затирочные машины и пр. такой метод более эффективен, нежели использование ручного инструмента. Но результат не может быть 100% положительным и остается все та же возможность повреждения поверхности.
Абразивоструйная очистка.
Абразивоструйная очистка может быть нескольких видов и подразумевает использование высокого давления для очистки поверхности. Она гораздо эффективнее, нежели предыдущие способы, дает положительный результат.
Источник
Очистка поверхности металлов перед сваркой
А.А. Кайдалов, д-р техн. наук, Институт электросварки им. Е. О. Патона НАН Украины
На нашем сайте вы можете купить инструменты и принадлежности для работы с трубами по выгодным ценам. Поставки оборудования возможны во все регионы России. Получить консультацию по ассортименту и оформить заказ можно по телефону (8452) 66-22-78.
Очистка поверхности конструкционных материалов необходима для осуществления различных технологических процессов их соединения (сварка, пайка, склеивание), обработки (нанесение покрытий, упрочнение или легирование поверхно стных слоев, создание рельефа поверхности методами расплавления, термическая обработка и др.), ремонта (переплав поверхностных слоев, наплавка, пайка), термической резки, термической строжки или термического сверления.
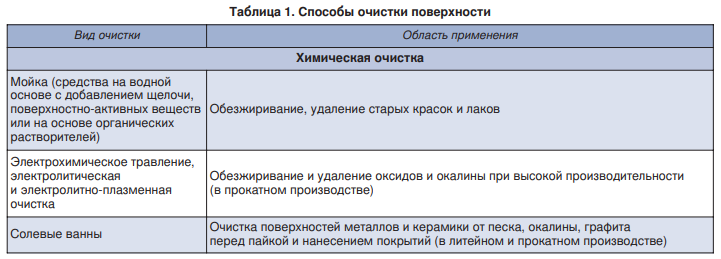
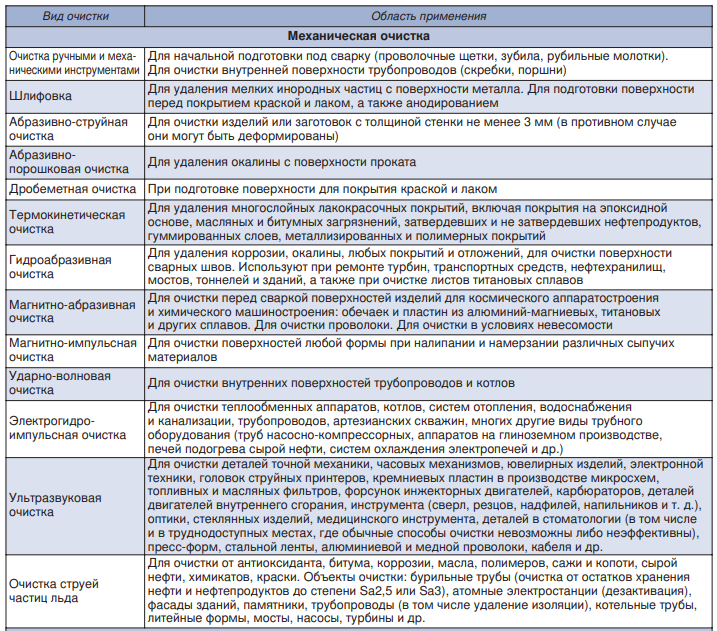
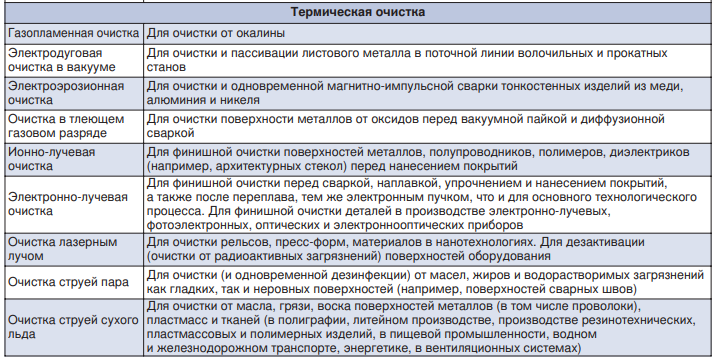
Существует три основных класса способов очистки: химический, механический и термический (табл. 1). При выборе способа очистки поверхности необходимо учитывать физические и химические свойства загрязнения, материал очищаемого изделия, его габарит и конфигурацию; экологические условия, связанные с наличием очистных сооружений, возможные выбросы в атмосферу и безопасность труда.
Способы химической очистки имеют наибольшее применение в металлургии и как финишные процессы перед сваркой. Способы механической очистки поверхностей конструкционных материалов являются одними из самых распространенных и дешевых. Их можно совмещать с другими операциями механической обработки заготовок или деталей. Способы термической очистки наиболее совершенны, универсальны, высокопроизводительны, их легко совмещать с последующими технологическими процессами.
Требования к очистке поверхности металлов и сплавов перед сваркой
Для обеспечения высокого качества сварного шва очистке от средств консервации, загрязнений, ржавчины и оксидных пленок, а также от слоев металла с нарушенными свойствами, подвергают стыкуемые поверхности, внешние и внутренние (в случае сквозного проплавления) поверхности деталей на расстоянии в обе стороны от будущего шва шириной:
- не менее 5 мм — для стыковых соедине ний, выполняемых дуговой, электроннолучевой и лазерной сваркой, контактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине свариваемых деталей до 5 мм включительно;
- не менее номинальной толщины стенки детали — для стыковых соединений, выполняемых дуговой, электронно-лучевой и лазерной сваркой, контактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине свариваемых деталей от 5 до 20 мм;
- не менее 20 мм — для стыковых соединений, выполняемых дуговой и электронно-лучевой сваркой, контактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине свариваемых деталей свыше 20 мм, а также для стыковых и угловых соединений, выполненных газовой сваркой, независимо от толщины стенки свариваемых деталей и при ремонте дефектных участков в сварных соединениях;
- не менее 5 мм (независимо от толщины свариваемых деталей) — для угловых, тавровых и нахлесточных сварных соединений и участков для вварки труб в трубные доски, выполняемых дуговой, электронно-лучевой и лазерной сваркой;
- не менее 50 мм (независимо от толщины свариваемых деталей) для сварных соединений, выполняемых электрошлаковой сваркой.
Очищенные поверхности листового проката не должны иметь следов ржавчины, окалины, масла и прочих загрязнений. Не допускаются расслоения, закаты, трещины, а для двухслойной стали — и отслоения коррозионностойкого слоя. Чистоту поверхности проверяют прежде всего визуально для выявления дефектов металла. При толщине листового проката более 36 мм зону, прилегающую к очищенным поверхностям, дополнительно следует проконтролировать ультразвуком на ширине не менее 50 мм для выявления трещин, расслоений и т. д. Не допускаются дефекты площадью более 1000 мм⊂2 при чувствительности контроля Д5Э. На 1 м длины контролируемой поверхности проката допускается не более трех зафиксированных дефектов при минимальном расстоянии между ними 100 мм.
На поверхностях разделки кромок не должно быть следов резки и разметки, нанесенной на наружной поверхности деталей. Для получения высокого качества сварного шва со стыкуемых поверхностей, полученных термической резкой, как правило, необходимо снять слой металла толщиной 2–3 мм. Предварительную очистку выполняют химическими и/или механическими способами, а окончательную — в зависимости от свариваемого металла и степени начальной и требуемой финишной шероховатости очищаемой поверхности — различными физико-химическими способами (травление, электрополировка, воздействие тлеющим разрядом и др.), а также шабрением. Непосредственно перед сваркой внешнюю поверхность свариваемых деталей в области стыка и стыкуемые поверхности (насколько возможно через зазор в стыке) очищают маломощным источником сварочного нагрева, не заплавляя при этом стык.
Шероховатость очищенных поверхностей соприкасающихся кромок деталей, подготовленных под дуговую, плазменную и светолучевую сварку, должна быть не более Ra=12,5 мкм (Rz=80 мкм), под электроннолучевую и лазерную сварку — Rz ≤ 30 мкм. Для определения шероховатости и волнистости поверхности применяют профилографы-профилометры, аттестованные образцы шероховатости (сравнения) и другие средства измерения.
Для определения чистоты поверхности применяют прямые и косвенные способы. Прямые способы позволяют определять загрязнения непосредственно на поверхности контролируемых деталей. Среди них большое распространение получил микроскопический способ, основанный на смачиваемости, и способ, основанный на разности потенциалов. Высокую чувствительность обеспечивает способ, основанный на применении радиоактивных изотопов. Косвенные способы основаны на удалении с поверхности загрязнений растворителями или травлением загрязненного слоя в травильных смесях. Их применяют, главным образом, в лабораторных условиях. Из косвенных способов на производстве используют лишь способ измерения удельного сопротивления моющих растворов.
Очистка поверхностей металлов и сплавов перед нанесением покрытий
Нанесенное покрытие может быстро разрушиться, если на поверхности металла или сплава есть загрязняющие вещества: ржавчина, окалина, масло и жир, пыль и грязь, вода, растворимые соли, краска.
Для подготовки поверхностей перед нанесением антикоррозионных покрытий применяют различные виды очистки: ручную механическую; абразивно-струйную, в том числе дробеструйную и гидроабразивную; гидродинамическую струей высокого и сверхвысокого давления, а также обезжиривание специальными моющими средствами (например, «ТМ-Унилан», «ТМ-Унилан К2», «Пентамаш ОФ1»). Выбор вида очистки имеет большое значение, поскольку от качества подготовки поверхности зависит срок службы антикоррозионного покрытия.
Между долговечностью покрытий и степенью очистки поверхности существует четкая зависимость. Для механических способов подготовки поверхности ориентировочные коэффициенты сроков службы покрытий в зависимости от подготовки поверхности могут быть представлены следующим образом:
- неподготовленная поверхность — 1,0;
- ручная механическая очистка — 1,5–2,0;
- абразивно-струйная очистка — 3,5–4,0.
Абразивно-струйные способы очистки обеспечивают шероховатость и степень очистки поверхности в соответствии со стандартами ISO 12944 и ГОСТ 9.402–80. Шероховатость очищенных поверхностей перед нанесением покрытий должна быть в пределах Ra = 12,5. 15 мкм.
Очистка поверхности металла перед резкой
От подготовки металла к термической резке в значительной мере зависит качество поверхности резов и точность размеров вырезаемых деталей. Очистка поверхности разрезаемого металла обязательна, так как при наличии загрязнений не только ухудшается качество поверхности резов, но и, например, затрудняется выполнение кислородной резки, поскольку плотные слои прокатной окалины или ржавчины останавливают процесс резки. Поверхность разрезаемого металла очищают, как правило, механическими или термическими методами до степени Sa2.
При резке взрывом, водяной и водоабразивной струей, ультразвуковой резке предварительная очистка поверхности разрезаемого материала не обязательна.
В судостроении для резки с высокой точностью размеров заготовок длиной 16–20 м с последующей сваркой применяют машины термической резки с пролетом до 25 м. Эти машины используют не только для подготовки кромок перед сваркой, но и для разметки участков последующей установки ребер жесткости.
Судостроительные предприятия применяют заготовки с нанесенным грунтом или с защитными покрытиями на основе цинка. Если не удалить покрытие, то цинковые включения уменьшат скорость сварки и в некоторых случаях могут вызвать нежелательную пористость, требующую последующего ремонта.
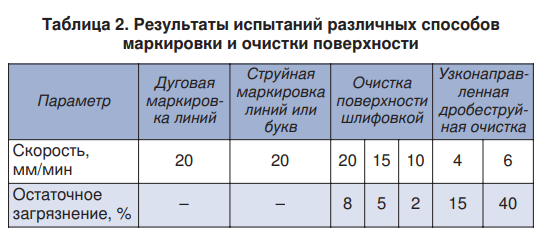
С целью одновременного удаления покрытий в зоне будущей сварки в состав резательной машины вводят дробеструйный аппарат или шлифовальное устройство. При очистке поверхности узконаправленной струей дроби можно достигнуть удаления 85% защитного покрытия при скорости очистки 4 м/мин (табл. 2). Для современного производства — это небольшая скорость. Лучше подходит шлифовка, которая к тому же обеспечивает лучшее качество очистки поверхности.
Подготовка поверхностей сталей после термической резки к сварке
После терми ческой резки кромок необходима очистка поверхностей реза до металлического блеска перед последующей сваркой. При этом обязателен контроль слоя снятого металла. Для получения нужного качества кромок необходимо снять слой металла толщиной 2–3 мм.
Кислородная резка не позволяет производить разделку кромок на металле толщиной менее 5–6 мм. При плазменной и кислородной резке листов с небольшой толщиной и большой протяженностью в результате термического воздействия имеет место коробление. Поэтому более прогрессивным способом разделки кромок является, например, раскрой с помощью ножниц с последующей очисткой и выравниванием кромки кромкообрабатывающим инструментом. Холодный способ разделки кромок позволит сформировать чистые (без оксидов) кромки, выдержать все геометрические параметры кромок: углы, величину притупления на всей длине стыка согласно нормативам.
Для подготовки кромок в листовых конструкциях можно применять, например, переносной кромкообрабатывающий инструмент.
Как правило, кромкорезы не могут обрабатывать изделия сразу после кислородной резки. Сначала изделия необходимо торцевать, затем снять окалину, удалить вырывы, наплывы и брызги.
Предотвращение налипания брызг расплава на поверхность
Ряд технологических процессов, связанных с плавлением материалов (сварка, наплавка, термическое сверление, резка), сопровождается разбрызгиванием части расплава. Немалая доля брызг налипает на поверхность обрабатываемого материала, что после окончания технологического процесса вызывает необходимость дополнительной очистки поверхности от налипших брызг. Для предотвращения налипания брызг расплава на защищаемую поверхность обрабатываемого материала перед началом технологического процесса наносят специальные химические средства. Такие средства, как правило, имеют основой растительное или вакуумное масло и их производят в виде аэрозолей (Antispatter, UFO-1; Antiperl 1000 P/B, Antiperl 1000 CO2, Antiperl EMU №1), жидкостей (Protec®, Metallotion Protec CE15L, Protec CE16M, Protec WLS04) или паст (Dusofix, Antiperl 3000).
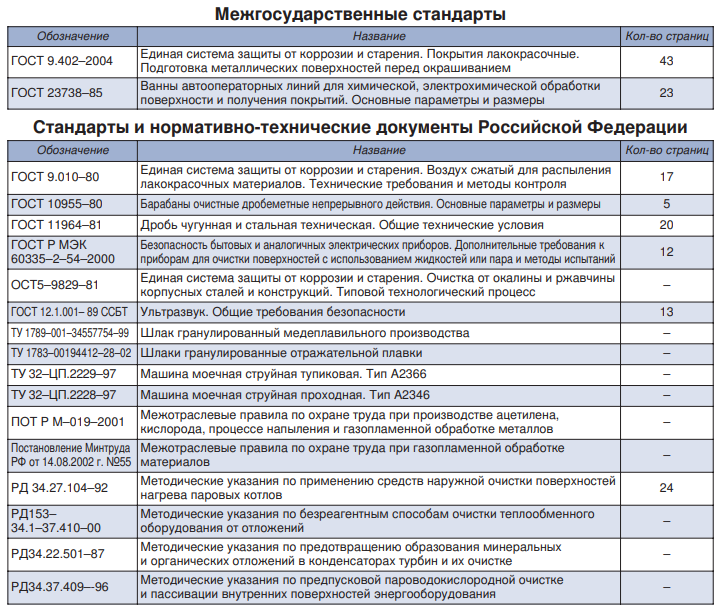
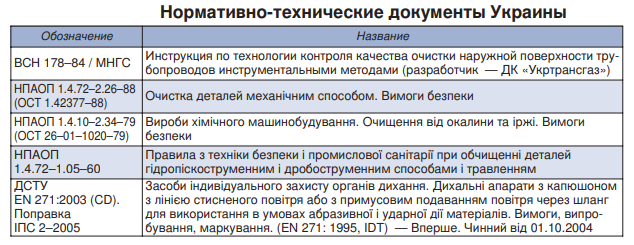
Стандарты в области очистки поверхностей конструкционных материалов
Международные стандарты
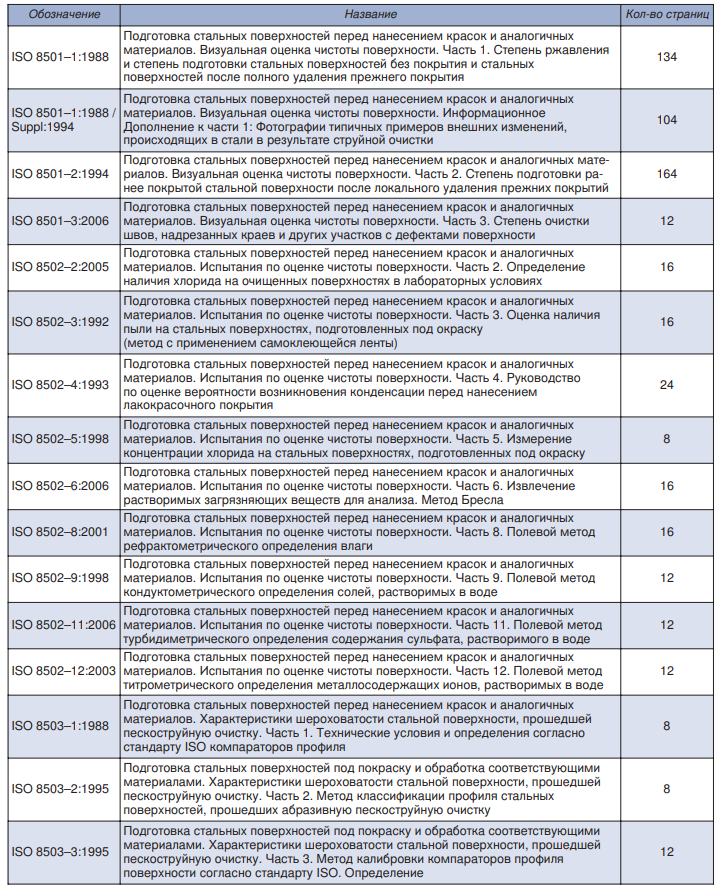
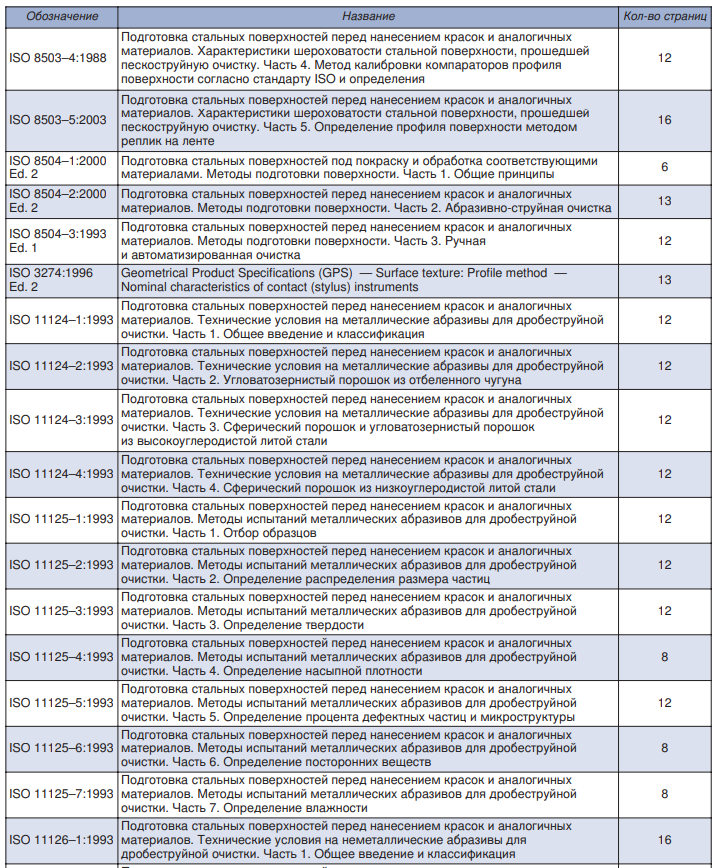

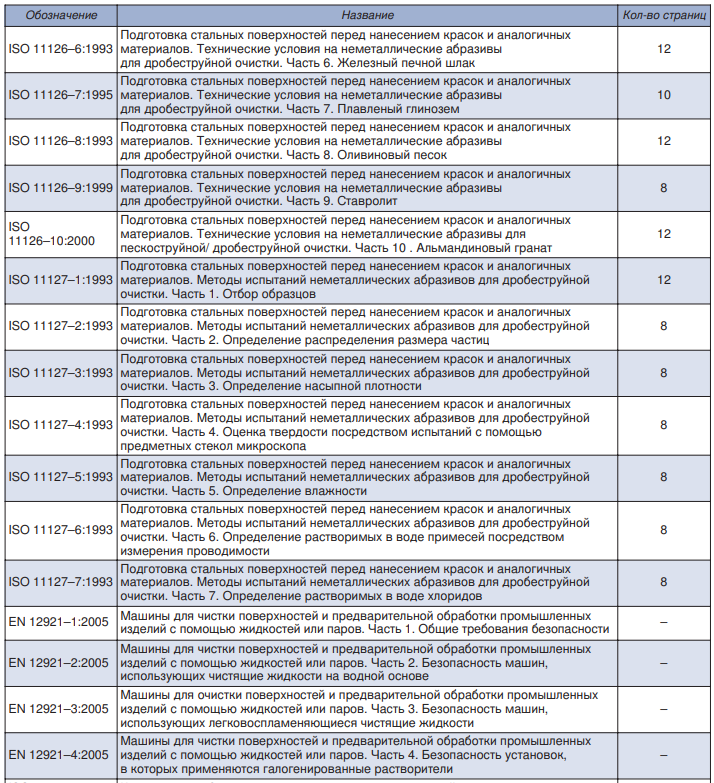
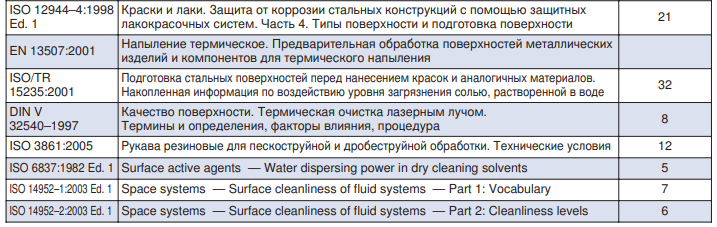
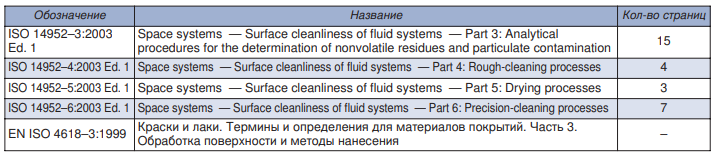
Источник: Информационно-технический журнал «Сварщик», 3 (67) 2009
Источник



