
Обработка наружных цилиндрических поверхностей




![]()
![]()
Методы механической обработки поверхностей деталей
Обтачивание на токарных станках. На рис. 5.1 показаны характерные способы установки и закрепления деталей при обработке наружных цилиндрических поверхностей: а — в центрах; б — в самоцентрирующем патроне (общего назначения или специальном); в — в патроне с поддержкой конца детали задним центром; г — в четырехкулачковом патроне общего назначения;- д — в каком-либо специальном приспособлении.
|
|
|
|
|
Рис. 5.1. Способы установки деталей при обработке наружных поверхностей
В зависимости от качества и точности обрабатываемых цилиндрических поверхностей обтачивание заготовок делится на:
черновое (или обдирочное) – с точностью обработки по 13-12 квалитету и с шероховатостью поверхности Rz80;
чистовое с точностью обработки до 10 квалитета и с шероховатостью поверхности до Rа 2.5;
тонкое с точностью обработки до 5-6 квалитета и с шероховатостью поверхности до Rа 0.32
Заточенный качественный резец в состоянии снимать припуск в пределах около сотой доли миллиметра. Наибольшую величину припуска ограничивает лишь прочность резца и мощность станка (иногда — жесткость или прочность самой обрабатываемой детали). Таким образом, в отношении допустимого припуска на обработку метод широко универсален.
Точность зависит не только от метода обработки, но и от точности установки детали. Например, при установке в центрах (рис. 5.1а) соосность обработанного и необработанного участков валика будет зависеть от качества предшествующей зацентровки валика. При установке по схеме рис. 5.1 б, в она будет зависеть от точности патрона и т. п. Взаимная соосность группы поверхностей, обработанных при одной установке (ступенчатый валик) получается наивысшей.
Ступенчатые поверхности с малой разницей диаметров ступеней (малая высота уступов) обтачивают резцом с главным углом в плане j = 90°. При высоких уступах, когда возможен сильный отжим резца, торец уступа обрабатывают в отдельном переходе. Длинные валы при обтачивании в центрах прогибаются и получаются бочкообразными. Некоторое уменьшение прогиба (примерно в 2,5 раза) получается, если вместо установки в центрах применить установку в патроне с поддержкой конца детали задним центром (рис. 5.1в). Но при последующей обработке поверхности, занятой патроном, соосность ее с поверхностью обработанной ранее, будет худшей (другие установочные базы). В связи с этим применяют люнеты.
Люнет должен лишь поддерживать деталь, но не устанавливать ее (она уже установлена центрами станка), поэтому его кулачки устанавливают по поверхности детали. Эта поверхность должна быть соосна центровым гнездам, иначе деталь будет искривляться при вращении, а люнет перегружаться. Обеспечивая нормальную работу подвижного люнета (закрепляемого на суппорте станка), располагают его кулачки позади резца (рис 5.2а). Для кулачков неподвижного люнета (закрепляемого на станине станка) протачивают (а иногда еще и шлифуют «шейку под люнет» (рис. 5.2б).

Рис. 5.2. Применение люнетов
а—подвижный люнет; б—неподвижный
На грубых черновых операциях основным путем повышения производительности служит увеличение глубины резания (уменьшение числа проходов), а затем—подачи. На чистовых—увеличение скорости резания. С этой целью широко применяют резцы, оснащенные пластинками из твердого сплава и керамики.
Применение токарных многорезцовых полуавтоматов позволяет повысить производительность путем совмещения переходов операции и автоматического получения всех операционных размеров при соответственном снижении квалификации работы.
Наладка многорезцового станка трудоемка, поэтому применение его оправдывается в серийном и массовом производствах. Каждый цилиндрический участок детали можно обрабатывать одним или несколькими резцами, поэтому потребуется разный ход переднего суппорта, и будет получаться разная производительность. При расположении резцов по схеме, показанной на рис. 5.3а (наладка по наибольшей ступени), ход суппорта определяется длиной наибольшей ступени l1. Как видно на схеме, резцы 2 и 3 будут иметь холостой пробег. По схеме, показанной на рис. 5.3б (наладка по наименьшей ступени), потребный ход суппорта определяется длиной наименьшей ступени l3. Для обтачивания ступеней l1 и l2 поставлено по два резца (число резцов зависит от соотношений l1 : l3 и l2 : l3)

|
|
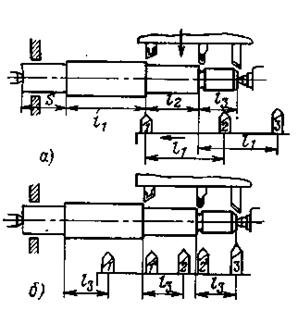
Рис. 5.3. Два варианта наладки: а—наладка по наибольшей ступени; б—наладка по наименьшей ступени
Поперечное врезание на глубину припуска обеспечивается одновременно с продольной подачей («косое врезание»).
На заднем суппорте в обеих схемах показаны подрезной, канавочный и фасонный резцы.
При обработке одной ступени несколькими резцами на поверхности образуются уступы из-за погрешностей установки резцов на размер и разного протекания их износа. Поэтому более производительный способ — наладку по наименьшей ступени — применяют при обтачивании под шлифование. В случае, если наименьшая ступень мала, прибегают к комбинации первого и второго способов.
Установку резцов производят по эталонной детали. Практикуют также установку взаимного положения резцов в державке вне станка (съемные блоки резцов). По результатам обработки первых деталей вносят необходимые поправки в положение резцов.
Частоту вращения шпинделя устанавливают по резцу, работающему в наиболее тяжелых условиях. При большом количестве резцов проверяют соответствие намеченного режима мощности станка. Режимы обработки могут ограничиваться также жесткостью детали и надежностью ее закрепления.
Шлифование. Широкое применение различных методов шлифования обусловлено их высокой точностью. Кроме того, это единственный процесс, способный заменять чистовое точение в случаях, когда поверхность имеет высокую твердость.
Производительность шлифования зависит от величины припуска, поэтому обычно шлифование применяют после обтачивания поверхности. Величина необходимого припуска зависит от качества предшествующей обработки, т. е. в данном случае — от обтачивания под шлифование. Если за обтачиванием следует термообработка, в результате которой ожидают заметное искажение формы детали, припуск соответственно увеличивают.
Для обработки наружных цилиндрических поверхностей применяют предварительное, чистовое и тонкое шлифование. Наиболее распространенным является чистовое шлифование, при котором точность обработки поверхностей достигает 5-6 квалитета, шероховатость — Ra 0,63-0,32; точность по форме — 0,003 мм и хуже; чаще всего — в пределах половины допуска на диаметр.
Положение обработанной поверхности относительно необрабатываемых зависит от точности установки детали. При установке непосредственно в центрах станка особенно следят за состоянием центровых гнезд. После термообработки деталей гнезда тщательно зачищают. Наилучшая соосность обработанных поверхностей получается при шлифовании их в одну установку.
Скорость круга при шлифовании (скорость резания) ограничивается прочностью крута. Обыкновенно ее не допускают более 30—35 м/с. Шлифование особо прочными кругами с большими скоростями (до 75 м/с) называют «скоростным».
Скорость вращения детали, при прочих равных условиях, определяет объем металла, снимаемый в единицу времени. Однако чрезмерно большая скорость приводит к быстрому засаливанию круга, и шлифование становится невозможным. Оптимальную скорость (обычно в пределах 16—60 м/мин) выбирают после назначения глубины резания и подачи.
Различают два способа круглого шлифования: шлифование с продольной подачей, шлифование с поперечной подачей (врезанием).
Шлифование методом продольной подачи (рис. 5.4) ведут с малой глубиной резания (t=0,005-—0,02 мм), вследствие чего даже сравнительно небольшой припуск на сторону приходится снимать в несколько проходов. Малая глубина t позволяет применять большие подачи на оборот детали (S0=0,34-0,8 В).
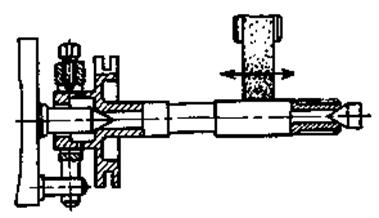
Рис. 5.4. Шлифование с продольной подачей
Шлифование методом врезания требует, чтобы ширина круга была несколько больше протяженности шлифуемой поверхности (рис. 5.5). Вследствие большой ширины шлифования допускают малую подачу на оборот детали (S0 = 0,001—0,005 мм). При этом путь круга в металле (расчетная длина обработки) равен величине припуска на сторону. Метод врезания оказывается более производительным, чем метод продольной подачи.
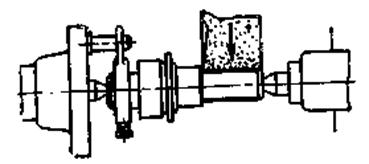
Рис. 5.5. Шлифование врезанием
Шлифование уступами представляет собой комбинацию метода врезания и метода продольной подачи. К нему прибегают, если ширина круга меньше длины шлифования. Вначале методом врезания шлифуют уступы, оставляя 0,01—0,02 мм на «зачистку», затем продольным шлифованием получают заданную точность.
Прилегающую к цилиндрической поверхности плоскую поверхность (терец ступени, бурт, фланец и т. п.) шлифуют боковой поверхностью круга. Для уменьшения площади контакта и достижения лучшей плоскостности поверхности применяют круг с конической боковой поверхностью или заправляют на конус («поднутряют») плоский круг.
На бесцентрово-шлифовальных станках применяют два основных метода шлифования. Методом сквозной (продольной) подачи шлифуют детали без уступов — гладкие валики, пальцы и т. п. Работа ведется непрерывно — детали закладываются с одной стороны и принимаются с другой. Число таких проходов (2—6) зависит от величины припуска и требуемой точности поверхности.

Рис 5.6. Бесцентровое шлифование
Методом врезания (с поперечной подачей) шлифуют детали с уступами (рис. 5.6). При этом ось подающего круга устанавливают почти параллельно оси режущего круга (под углом до 0,5°), а осевое перемещение детали не допускают с помощью упора.
Шлифование на бесцентровом станке представляет собой систему обработки с самоустанавливающейся конечной связью — взаимное положение детали и инструмента (режущего круга) определяется здесь самой обрабатываемой поверхностью. Подобные системы не позволяют влиять на точность обработки. Таким образом, этот процесс пригоден только для операций, в которых требуется улучшить лишь точность самой поверхности.
Нормативные припуски для бесцентрового шлифования на 20—30% меньше, чем для центрового. Уменьшение припуска и большая ширина шлифовального круга — основные причины большей производительности бесцентрово-шлифовальных станков.
В условиях крупносерийного и массового производств основным путем повышения производительности многопереходных операций шлифования является применение так называемого «совмещенного» шлифования. Совмещение переходов достигается с помощью соответственно заправленного широкого круга .или комплекта из нескольких кругов (рис. 314, а). Применение подобных методов требует кругов повышенного качества по всем параметрам (геометрия, уравновешенность, однородность твердости и т. д.) и соответствующих станков. Аналогичные методы доступны на обыкновенных бесцентрово-шлифовальных станках (рис. 314,6), так как их конструкция рассчитана на обработку небольших деталей сравнительно широкими кругами.
Источник
Тема урока: «Приемы установки и закрепления заготовок, чернового и чистового точения на токарном станке СТД-120
Далее: Центрование заготовок
Установка в патроне. Патрон, в котором крепят заготовку, закрепляют на шпинделе с помощью фланца или резьбовой втулки. Перед установкой патрона протирают посадочные конусные отверстия шпинделя ветошью, намотанной на медный стержень. Протерев посадочный конус, вставляют в отверстие шпинделя оправку, а в патрон зажимают направляющую втулку. Для крепления натрона необходимо совместить отверстие кольца с четырьмя отверстиями шпинделя, надеть патрон на оправку, двигая его по стрелке до плотного прилегания к посадочному отверстию.
Четыре шпильки планшайбы, прошедшие через четыре отверстия шпинделя, закрепить. Поддерживая патрон правой рукой, левой рукой повернуть кольцо против часовой стрелки так, чтобы проточки шпилек вошли в прорези отверстий во фланце, и в перекрестном порядке завернуть гайки. Оправку убрать из отверстия шпинделя.
Перед установкой патрона с резьбовым креплением на шпиндель необходимо на шпинделе протереть резьбу. Затем вставить в отверстие шпинделя оправку, а в патроне зажать направляющую втулку. При установке патрона диаметром более 320 мм надо взять его двумя руками, поставить на деревянную подставку, надеть на оправку и, перемещая по оправке к шпинделю, навернуть на шпиндель. Затем вставить ключ в гнездо патрона и повернуть его резким движением от себя до отказа. После установки патрона на шпиндель снять оправку и втулку.
Перед установкой заготовки в патроне развести кулачки патрона ключом, вращая его против часовой стрелки, на размер, несколько больший даиметра заготовки. Вставить правой рукой заготовку в патрон, левой рукой, вращая ключ по часовой стрелке, зажать заготовку кулачками патрона. Включить шпиндель и проверить правильность „установки заготовки. При соприкосновении мела с торцом и цилиндрической поверхностью вращающейся заготовки на ней должны образовываться сплошные линии. Если линии получаются прерывистые , то легкими ударами киянки заготовку центрируют. Если сплошная меловая линия не получается.

Рис. 159. Крепление резцов в резцедержателе
Рис. 160. Схема проверни совпадения вершины резца с осью центра станка
Рис. 161. Центровые отверстия
Рис. 162. Дефекты при центровании заготовок
Установка заготовки в центрах.
Перед установкой центров и поводкового патрона на станке необходимо ветошью протереть конические отверстия в шпинделе и пиноли задней бабки, хомутик, поводковый патрон и центры (рис. 166, а). Вставить в отверстие шпинделя центр (рис. 166,6), включить шпиндель и проверить биение центра индикатором (рис. 166, в). Если центр имеет биение, то его следует переустановить или проточить, повернув верхний суппорт под углом 60° (рис. 166, г). Для установки центра в пиноль задней бабки пи-ноль надо выдвинуть на 60—80 мм (рис. 166,(5) и левой рукой вставить центр в отверстие пиноли.
Для проверки правильности установки центра правой рукой, повернув ручку крепления задней бабки на себя, переместить ее. к передней бабке; линейкой проверить совпадение центров (рис. 166, е). Если центры не совпадают, сместить корпус задней бабки до совмещения (рис. 166, ж) и отвести заднюю бабку в исходное положение. Закрепить поводковый патрон на шпинделе аналогично креплению трехкулачкового патрона. Взять заготовку в левую руку, правой рукой установить на ней хомутик и закрепить его ключом (рис. 166, з). При работе с невраща-ющимся центром смазать центровое отверстие, обращенное к заднему центру. Установить левой рукой заготовку в передний центр (рис. 166, и), а правой рукой переместить заднюю бабку до соприкосновения заднего центра с центровым отверстием заготовки. Затем закрепить заднюю бабку рычагом. Вращая правой рукой маховик задней бабки, левой рукой слегка повернуть заготовку. Закрепить пиноль в том положении, при котором заготовка свободно поворачивается в центрах, но не имеет продольного перемещения (рис. 166, к).
Установка заготовки в оправках. Оправки на токарном станке устанавливают в шпиндель или в центры. Перед установкой необходимо ветошью протереть отверстия шпинделя и оправки (рис. 167, а). Правой рукой взять оправку и вставить ее в отверстие шпинделя. Установить на станине индикатор и проверить биение оправки (рис. 167,6). Установить заготовку на оправку и закрепить ее гайкой (рис. 167,в).
Затем, держа оправку левой рукой, правой взять заготовку и установить ее на оправку. Взять оправку левой рукой (рис. 168, а) и установить ее в передний центр. Правой рукой совместить центры оправки и задней бабки. Закрепить заднюю бабку правой рукой, поворачивая рукоятку от себя (рис. 168,6). Поворачивая левой рукой оправку, правой переместить пиноль до устранения зазора между центрами (рис. 168, в). После этого закрепить пиноль задней бабки (рис. 168, г).
Установка заготовки в четырех-кулачковом патроне. Несимметричные заготовки часто закрепляют в четырехкулачковом патроне. Перед установкой патрона на станок необходимо протереть резьбу и отверстия шпинделя и патрона ветошью (рис. 169, а). Вставляя ключ в гнездо патрона (рис. 169,6), развести кулачки 1—4 на размер заготовки. Взять заготовку правой рукой, вставить ее в патрон и несильно закрепить. Установить на станине стойку с индикатором или рейсмус (рис. 169, в). Заготовку центрируют, поочередно ослабляя один кулачок и подтягивая противоположный (рис. 169, г). После центрирования заготовки в одном сечении переходят к центрированию заготовки, закрепленной другой парой кулачков. После достижения требуемой точности установки кулачки поочередно повторно зажимают. При обработке однотипных заготовок (рис. 169, 6) после обработки одной заготовки ее разжимают, поворачивая кулачки 1 и 2 на величину зазора а1 и а2. Следующую заготовку зажимают теми же кулачками, не трогая два других кулачка 3 и 4. При креплении заготовки больших размеров кулачки из патрона вынимают и устанавливают внутренней стороной (рис. 169, е).
Рис.164. Установка патрона с резьбовым креплением на шпинделе
Рис.165. Установка заготовни в патроне
Установка заготовки на планшайбе. Перед установкой планшайбы на станок необходимо протереть резьбу и коническое отверстие шпинделя, посадочные поверхности планшайбы, оправки и подготовить груз (противовес), опорные подкладки, прижимные планки, установочные угольники, болты, шайбы с гайками (рис. 170, а). Вставить оправку в шпиндель (рис. 170,6). Положить на станину деревянную подставку. Взять двумя руками планшайбу и навернуть ее на шпиндель. Вынуть оправку из шпинделя и снять со станка деревянную подставку.
На рис. 170, в показана установка шатуна на планшайбе и его крепление. Установить шатун на планшайбе, зажав его двумя прижимными планками с подкладками. Установить и закрепить три кулачка с регулировочными болтами. Установить противовес. Проверить индикатором правильность установки. Иногда приходится обрабатывать заготовки, форма которых не позволяет установить их на планшайбе. В этих случаях используют угольник. На рис. 170,г показана установка патрубка на угольнике. На планшайбе угольник закрепляют болтами, установленными в прорезях планшайбы. Патрубок устанавливают на угольнике и закрепляют прижимными планками и болтами. Для устранения дисбаланса планшайбы устанавливают груз. Правильность установки проверяют индикатором или рейсмусом (рис. 170, д).
Рис.166. Установив заготовон в центрах
На рис. 170, е—о показаны способы крепления сборных несимметричных деталей на планшайбе с применением угольника, прижимных планок, упорных стоек и болтов. На рис. 170, е—к показана последовательность установки, крепления и контроля корпуса подшипника: закрепить угольник на планшайбе (рис. 170, е), предварительно закрепив корпус подшипника прижимными планками (рис. 170, яе), проверить рейсмусом правильность установки (рис. 170,з), проверить правильность установки детали (рис. 170, и), окончательно закрепить деталь на угольнике (рис. 170, к).
На рис. 170, л—о показана последовательная установка и крепление на планшайбе детали типа плиты с уступами. Закрепить плиту на планшайбе с помощью прижимных планок, упорных стоек и болтов (рис. 170, л), проверить правильность установки плиты по отверстию (рис. 170, л) и точность установки детали (рис. 170, н), окончательно закрепить плиту на планшайбе (рис. 170, о).
Установка заготовки в люнете. Перед установкой заготовки в люнет необходимо проточить шейку под кулачки люнета (рис. 171, а). Протереть ветошью посадочные места люнета (рис. 171, б). Кулачки 1 винтами 2 развести на размер, равный диаметру проточенной шейки заготовки и откинуть крышку. Установить корпус люнета (рис. 171, в) на станину против шейки А заготовки и закрепить люнет планкой и гайкой.
При обтачивании длинных заготовок применяют подвижные люнеты, имеющие только два кулачка (рис. 171,d). В этом случае люнет устанавливают и закрепляют на поперечном суппорте станка. Установка подвижного люнета и обработка вала с помощью люнета показана на рис. 171, г. Обработку длинных тонких деталей иногда производят с использованием люнетных втулок, установленных в кронштейнах и закрепляемых в резцедержателе. При обработке нежестких длинных заготовок перед проходным резцом устанавливают планку с втулкой, закрепленной в резцедержателе (рис. 172).
Крепление эксцентриковых заготовок. Заготовку устанавливают в самоцентрирующем патроне (рис. 173), закрепленном на поворотном диске, по окружности которого нанесено 360 делений. Установка требуемого эксцентриситета осуществляется винтом по нониусу линейки. Точность эксцентриситета настраивают лимбом. Зазор между направляющими и фланцем устанавливают клином. В рабочем положении фланец крепят винтом. При обработке нескольких эксцентрических поверхностей, равноудаленных от центра заготовки, используют поворотный диск.
Рис. 167. Установна заготовон в оправках
Рис. 168. Установивоправнисзаготовнойв центрах
Рис. 169. Установка заготовнив четырехнупачновом патроне
На рис. 174 показана установка коленчатого вала на токарном станке. Сначала устанавливают вал с отверстиями, расположенными на оси А—А, и обтачивают шейки. После этого на этих шейках закрепляют фланцы с центровыми отверстиями, расположенными по оси Б—Б и совпадающими с осями шатунных шеек. Сделав такую же установку по оси В—В, обтачивают вторую шейку. Для устранения прогиба вала применяют распорные стержни. Для уравновешивания вала при обтачивании шатунных шеек прикрепляют на планшайбе груз. Для обтачивания коленчатых валов, у которых выработаны центровочные отверстия, применяют центросместители. Концы вала предварительно зажимают плашкой и винтом. Вал устанавливают в центрах станка и скобой и плашкой, используя винты, устанавливают эксцентриситет.
Устройства автоматической смены обрабатываемых заготовок
Продолжаем публикацию материалов из учебного пособия «Металлорежущие станки с ЧПУ» под редакцией В.Б. Мещерякова. На этот раз разберем устройства автоматической смены обрабатываемых заготовок.
Дальнейшее повышение степени автоматизации станков с ЧПУ позволило освободить оператора от функции загрузки обрабатываемой заготовки и съема готовой детали (на токарных станках с ЧПУ) или производить установку заготовки на многоцелевых станках во время обработки предыдущей заготовки. Это позволяет сократить простои станка.
Первоначально эту задачу решали на основе применения промышленных роботов (рис. 3.34). Однако это получило применение в основном на токарных станках с ЧПУ, где имеется относительно определенная форма заготовки (вал), удобная для захвата роботом.
Рис. 3.34. Схемы автоматизации загрузки-разгрузки заготовок и деталей на станках с ЧПУ: а — с напольным роботом для фрезерного станка (1 — робот, 2 — захват с заготовкой, 3 — стол станка); б — с приставным роботом на токарном станке с ЧПУ (1 — конвейер с заготовками и обработанными деталями, 2 — робот, 3 — патрон токарного станка); в — с портальным роботом на токарном станке с ЧПУ (1 — кассета-магазин с заготовками и обработанными деталями, 2 — станок, 3 — робот с двумя захватами)
При обработке заготовок типа плит и корпусных деталей возникают большие проблемы с конструкцией захватов роботов. Токарные станки с ЧПУ с промышленными роботами получили название роботизированные технологические комплексы (РТК).
Для данных РТК относительно удобно производится предварительный ориентированный набор обрабатываемых заготовок. Заготовки-валы укладываются заранее в специальные кассеты-магазины. Заготовки-фланцы (втулки, диски) укладываются заранее в определенном порядке в магазине или на конвейере, который, как и кассеты-магазины, устанавливается около токарного станка с ЧПУ (рис. 3.34, б).
Промышленный робот снимает из патрона изготовленную деталь и устанавливает новую заготовку. Разжим и зажим патрона производятся автоматически.
В РТК оператор освобождается от монотонной и физически утомительной работы — разгрузки детали и загрузки заготовки. В этом случае токарный станок с ЧПУ — уже автомат. Простои станка значительно сокращаются, что повышает его производительность. Однако необходимо отметить и отрицательные стороны такой автоматизации. У каждого токарного станка с ЧПУ находится промышленный робот — достаточно сложное и дорогое устройство. В цикле обработки заготовки робот работает очень короткое время (разгрузка-загрузка), остальное время он простаивает. При применении робота увеличивается занимаемая производственная площадь (особенно при применении напольных роботов) (рис. 3.34, а). Зона работы такого РТК должна быть огорожена по требованиям техники безопасности.
Иногда применяют напольный промышленный робот для автоматизации работы двух или трех станков (например, токарный и фрезерный станки с ЧПУ и моечная машина). Это позволяет увеличить время непосредственной работы промышленного робота.
Необходимо также отметить, что применение РТК освободило оператора, но потребовало присутствия другого рабочего — оператора, который периодически укладывает заготовки в кассеты-магазины и на конвейер и убирает готовые детали, а также контролирует работу не только станка с ЧПУ, но и робота.
Промышленный робот при установке заготовки в патрон станка может поставить ее неточно, поэтому необходимо предусматривать контроль правильности зажима патроном заготовки. Он также не видит возможного наличия стружки на губках патрона, что может привести к такому же результату.
При обработке заготовок плоских и корпусных деталей на многоцелевых станках применяется другая система автоматизации их загрузки и съема готовых деталей. В этом случае на станке делается съемный стол — паллета, на которой закрепляется в приспособлении заготовка. Паллеты нормализованы, имеют разные размеры для разных многоцелевых станков (320 × 320, 320 × 400, 500 × 500 мм и др.). Паллеты могут иметь разные крепежные элементы на своей поверхности для крепления приспособлений. На станке используются две паллеты: на одной установлена обрабатываемая заготовка, и она находится на столе станка в рабочей зоне. В это время оператор снимает со второй паллеты, находящейся вне рабочей зоны станка, изготовленную деталь и устанавливает новую заготовку. Затем эта паллета с заготовкой автоматически устанавливается на стол станка в рабочую зону, а паллета с изготовленной деталью удаляется в зону разгрузки.
На рис. 3.35 показаны разные наиболее широко применяемые варианты смены паллет на многоцелевых станках.
Рис. 3.35. Схемы последовательности автоматической смены паллет на многоцелевых станках: а и б — при челночном перемещении паллет; в — с поворотным столом; г и д — с двумя стационарными загрузочно-разгрузочными позициями, расположенными соответственно с разных и с одной стороны станка
Хотя съем и загрузка паллет на стол многоцелевого станка производятся автоматически, здесь в отличие от ранее рассмотренных РТК оператор должен присутствовать около станка. Ему необходимо производить съем готовой детали с паллеты и установку новой заготовки на паллету. Делает он это во время работы станка, сокращая его простои, которые имели бы место при непосредственной загрузке-разгрузке заготовок на рабочий стол станка. Оператор может отсутствовать, когда на станке применяются магазины с паллетами (см. далее рис. 4.5).
Применяется другой вариант, когда установка заготовки на паллету и съем с паллеты готовой детали производятся в другом месте. В этом случае паллеты доставляются на станок и возвращаются от станка в зону разгрузки специальными автоматизированными транспортными тележками — робокарами.
Одной из проблем для данного способа автоматизации загрузки-разгрузки заготовок является необходимость иметь другую конструкцию стола многоцелевого станка для точной установки и зажима на нем паллеты. При этом необходимо иметь при одном варианте две, а при другом — несколько абсолютно одинаковых взаимозаменяемых паллет для их точной установки и зажима на одном и том же столе одного или нескольких станков.
Применяются также магазины (круглые, овальные, прямолинейные) для паллет с заготовками, устанавливаемые около станка с ЧПУ.
Способы закрепления заготовки и инструмента
ВВЕДЕНИЕ
В основных направлениях экономического и социального развития нашей страны на период 2008 года, перед машиностроением поставлена важнейшая задача повышения производительности труда на основе широкого внедрения новой техники и прогрессивной технологии – станков с числовым управлением, роторных, роторно-конвейерных и других автоматических линий, автоматизированных и роботизированных комплексов, гибких производственных систем.
В целях решения этой задачи необходимо совершенствовать ремонтное производство, обеспечивая надежную работу машин и оборудования во всех отраслях народного хозяйства. Эффективность реконструкции всех отраслей народного хозяйства в решающей мере зависит от машиностроения. Именно в нем материализуется научно – техническая идея, создаются новые системы машин, определяющие прогресс в других отраслях экономики.
Перед машиностроителями поставлена задача: резко повысить техника – экономический уровень и качество своей продукции, перейти на выпуск самых новейших машин, станков, приборов.
Первоочередное развитие получают такие отрасли машиностроения, как станкостроение, электротехническая промышленность, микроэлектроника, вычислительная техника и приборостроение, вся индустрия информатики – подлинные катализаторы научно технического прогресса. Темпы прироста выпуска продукции этих отраслей намечены в 1,3…1,6 раза выше по сравнению со средними темпами по машиностроению в целом.
В настоящее время создан и получает распространение принципиально новый класс машин, обеспечивающих высокую производительность — автоматизированных производственных системы (участки, цехи, заводы). Ускоренно нарастает производство промышленных роботов, обладающих искусственным зрением, воспринимающих речевые команды и быстро приспособляющихся к изменяющимся условиям работы.
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1 Технологические возможности станка
Универсальный горизонтально-расточной станок 2654 предназначен для индивидуальной или серийной обработки тяжелых корпусных деталей большого габарита, имеющих точные отверстия, связанные между собой точными расстояниями.
На станках может производиться: сверление, растачивание, зенкерование, развертывание отверстий, обтачивание торцов радиальным суппортом, фрезерование торцевыми фрезами и нарезание резьбы расточным шпинделем. Для растачивания отверстий большой длины, станки имеют задние стойки с люнетами для поддерживания борштанг.
Станок имеет продольно-подвижную переднюю стойку, несущую вертикально-подвижную шпиндельную бабку, поперечно-подвижный встроенный поворотный стол, радиальный суппорт на встроенной планшайбе, нормальный выдвижной расточной шпиндель диаметром 150 мм и продольно-устанавливаемую заднюю стойку с вертикально-устанавливаемым люнетом.
В станке отсутствует свешивание стола с направляющих в поперечном направлении, что значительно повышает точность обработки крупных корпусных деталей.
Станок отличается большой универсальностью и предназначен для обработки корпусных деталей весом до 8000 кг с габаритом, допускающим их установку на поворотном столе.
Техническая характеристика станка
Класс точности — Н
Наибольший диаметр выдвижного расточного шпинделя, мм — 150
Наибольший диаметр отв. растачиваемых шпинделем, мм — 1000
Наибольший диаметр растачиваемых суппортом планшайбы, мм —.1000
Наибольший диаметр торцовой поверхности обрабатываемой суппортом планшайбы, мм — 1000
Наибольший диаметр сверла, мм — 80
Размеры рабочей поверхности стола, мм — 2000×1600
Габариты станка, мм —.10700x5900x6000
Вес станка, кг — 41800
Способы закрепления заготовки и инструмента
Для правильной установки и закрепления заготовки на столе сверлильного станка применяют разнообразные прихваты, упоры, а также призмы, угольники, поворотные стойки, домкраты и др. Цилиндрические детали закрепляют с помощью универсальных настольных кулачков или цанговых патронов. При креплении заготовок необходимо придерживаться следующих правил:
1. Заготовки закреплять надежно и жестко во избежание смещения и перекоса их во время обработки.
2. Для закрепления заготовки непосредственно на столе применять не менее двух упоров и прихватов, устанавливая упоры по возможности на одинаковом расстоянии один от другого.
3. Крепежные болты размещать как можно ближе к закрепляемой заготовке.
4. При закреплении заготовки сложной конфигурации непосредственно на столе станка (без приспособления) выверять правильность ее установки штангенрейсмасом, индикатором, угольником.
5. Не употреблять для регулирования положения заготовки деревянные подкладки и клинья.
6. При обработке на сверлильном станке тонкостенных втулок, колец, тонких листов и др., обладающих малой жесткостью, применять способы крепления, гарантирующие их от деформации (рисунок 1)
Рисунок 1 — Пример правильного крепления заготовки из тонкого листа
Все режущие инструменты, применяемые на сверлильных станках, выпускаются с коническим или цилиндрическим хвостовиком. На сверлильных станках их крепят тремя способами: непосредственно в коническом отверстии шпинделя, с помощью переходных втулок, с помощью патронов. При креплении режущего инструмента следует руководствоваться следующими основными правилами и приемами:
1. Режущий инструмент с коническим хвостовиком вставлять в конусное отверстие так, чтобы лапка инструмента вошла в паз, имеющийся в дне отверстия (рисунок 2а)
2. Если номер конуса у инструмента не совпадает с номером конуса шпинделя, необходимо использовать переходные втулки соответствующего номера. С наружным конусом, соответствующим конусу отверстия шпинделя и с внутренним, соответствующим конусу хвостовика инструмента (рисунок 3б)
Рисунок 2 — Установка режущего инструмента в шпинделе станка:
а) непосредственно в отверстие шпинделя, б) с помощью переходной втулки, в) с помощью патрона
3.Удалять режущий инструмент, переходные втулки и патроны из отверстия шпинделя можно с помощью специальных клиньев (рисунок 3) или эксцентрикового ключа (рисунок 4).
Рисунок 3 — Клинья для удаления инструмента из шпинделя станка: а) — плоский, б) — радиусный
Рисунок 4 – Эксцентриковый ключ для удаления режущего инструмента из шпиндельного станка
Для удаления инструмента в паз шпинделя вставляют плоский клин (рисунок 3а) и легкими ударами молотка по торцу клина выбивают инструмент из шпинделя. Радиусным ключом (рисунок 3б) надо пользоваться как рычагом: вставив его изогнутый конец в паз шпинделя, нажимать сверху вниз на противоположный конец, постепенно продвигая клин глубже в паз, пока не выпадет инструмент. Эксцентриковый ключ (рисунок 4) также вставляют в паз шпинделя и поворотом рычага удаляют инструмент.
4. Правильно (по назначению) использовать различные патроны для зажима инструмента.
В самоцентрирующихся кулачковых патронах закрепляют режущий инструмент с цилиндрическим хвостовиком (рисунок 2в). Режущий инструмент в этом патроне прочно удерживается силами резания, и чем они будут больше, тем прочнее закреплен инструмент.
Источник



