
- Какие способы применяют при восстановлении зубьев ведущих колес гусеничных тракторов
- Способ восстановления зубьев ведущих колес гусеничных машин
- Ремонт ходовой части гусеничных машин
- Опорные катки, поддерживающие ролики и натяжные колеса
- Ведущие колеса
- Детали гусеничной цепи
- Сварка и обкатка агрегатов ходовой части
Какие способы применяют при восстановлении зубьев ведущих колес гусеничных тракторов
Основные дефекты направляющих колес, изготовляемых из стали 45Л-1: износ наружной поверхности обода, посадочных мест под подшипники, трещины в спицах и ободе, излом бурта обода.
Направляющее колесо выбраковывают при изломе бурта обода на длине более 200 мм, при трещинах в двух и более спицах, а также при трещинах на одной спице и в двух и более местах на ободе.
В ведущем колесе изнашиваются зубья по толщине и высоте, отверстия под установочные шпильки и болты крепления к ступице.
Рекламные предложения на основе ваших интересов:
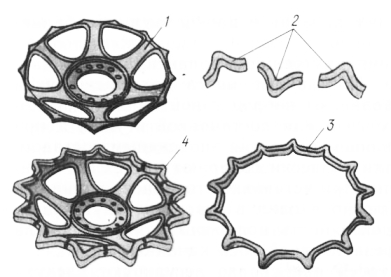
Рис. 1. Восстановление ведущих колес гусеничных тракторов тягового класса 3:
1 — колесо с обрезанными зубьями; 2 — секторы новых зубьев; 3
обрезанные изношенные зубья; 4 — восстановленное колесо.
Посадочные места под подшипники в ступице направляющих колес восстанавливают несколькими способами: наплавляют автоматической сваркой под слоем флюса АН-348А, применяя проволоку Св-0,8, растачивают под номинальный размер; формуют отверстия эпоксидным составом — таким же, как при восстановлении посадочных мест под подшипники в балансирах каретки, и по такому же режиму отверждают нанесенный состав.
Трещины на спицах зачищают до блеска, с кромок трещины снимают фаски под углом 45° на глубину 4 мм и заваривают электродом типа Э42.
Излом бурта на длине менее 200 мм восстанавливают постановкой стальной заплаты толщиной 5…6 мм и приваркой ее без разделки кромок электродом ОЗС -6.
Ведущие колеса при одностороннем износе зубьев по толщине переставляют с одной стороны трактора на другую. При дальнейшем неравномерном двустороннем износе зубьев изменяется шаг колеса, нарушается нормальное зацепление с полотном гусеницы, в результате повышается износ зубьев по толщине и высоте, а также износ звеньев гусеницы и других деталей ходовой части.
Восстановление изношенных зубьев ведущих колес — исключительно трудоемкая операция, так как при двустороннем износе масса потерянного металла достигает 10 кг и более. В небольших мастерских при крайней необходимости изношенные зубья колес наплавляют ручной сваркой электродами Т-590 по шаблону или приваривают к зубьям (также вручную) специально изготовленные накладки.
При централизованном восстановлении на специализированных предприятиях зубья ведущих колес восстанавливают заливкой жидким металлом. Изношенное колесо укладывают в специально подготовленную кокильную форму и заливают расплавленным металлом соответствующей марки. Предварительный подогрев кокиля и колеса, а также заливка перегретым металлом обеспечивают надежное сплавление. Перспективен для специализированных предприятий следующий способ*. Зубья колес, поступающих в ремонт, изношены неодинаково, поэтому для выравнивания износа их обрезают по специальному копиру на автомате газокислородной резки АСШ -70. Колесо с обрезанными изношенными зубьями укладывают в шаблон и вместо удаленных зубьев автоматической наплавкой под слоем флюса АН-348А по точно такому же копиру приваривают секторы, изготовленные штамповкой или литьем. Восстановленное таким способом колесо по качеству не уступает новому, а по стоимости в 2 раза с лишним дешевле. Производительность установки 35…40 ведущих колес в смену. Приваривают секторы только с одной стороны.
Источник
Способ восстановления зубьев ведущих колес гусеничных машин
Использование, ремонт колес типа звездочки . Сущность изобретенияизношенные зубья заформовывают полностью по всей рабочей поверхности. Сварочную ванну наводят с обратной стороны основания зубьев и проплавляют их насквозь. 3 ил
РЕСПУБЛИК (51)5 В 23 Р 6/00
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4737087/27 (22) 13.09.89 (46) 07.05,92. Бюл, N- 17 (71) Ленинградский институт инженеров железнодорожного транспорта им. акад.
B,Н.Образцова (72) В,С.Попов (53) 621.791 (088.8) (56) Патент ГДР
¹ 203262, кл, В 23 К 9/04, 1983.
Изобретение относится к сварочному производству, в частности к восстановлению деталей тракторов и других машин на гусеничном ходу с помощью дуговой наплавки изношенных зубьев ведущих колес типа «звездочка».
Известен способ автоматической наплавки зубьев шестерен типа «звездочка». при котором изношенные зубья восстанавливают последовательной электродуговой наплавкой с перемещением в пространстве сварочной головки с помощью специальных кап иров.
Однако данный способ достаточно сложен в реализации, а наплавленный профиль зубьев требует значительной последующей механической обработки для придания рабочей поверхности зубьев заданной геометрии и необходимой шероховатости.
Известен также способ восстановления зубчатых колес, при котором изношенные зубья заформовывают в огнеупорную форму и заливают расплавом, Аналогичным образом поступают и для изготовления биметаллических изделий. В этих способах уменьшена доля последующей механиче„„5U„„1731562 А1 (54) СПОСОБ ВОССТАНОВЛЕНИЯ ЗУБЬЕВ
ВЕДУЩИХ КОЛЕС ГУСЕНИЧНЫХ МАШИН (57) Использование: ремонт колес типа звездочки. Сущность изобретения: изношенные зубья заформовывают полностью llo всей рабочей поверхности. Сварочную ванну наводят с обратной стороны основания зубьев и проплавляют их насквозь, 3 ил. ской обработки, так как большая часть восстанавливаемой поверхности деталей зафор чована, Однако при этих способах необходима последующая механическая обработка деталей в зоне литника, выходящего на рабочую поверхность наплавляемого элемента.
Наиболее близким по технической сущности к предлагаемому является способ восстановления торцевой части зубьев, поврежденных или разрушенных зубьев на зубчатом колесе или венце, при котором изношенные или поврежденные зубья заформовывают со стороны профильной поверхности и одного из торцов зубьев, а со стороны другого, незаформованного, торца производят наплавку изношенной части детали, После окончания наплавочного процесса предусмотрена механическая обработка направленного металла торцевой. незаформованной, части зубчатого колеса. Заформованная часть детали воспроизводит рельеф формы, поэтому наплавленный слой в зоне соприкосновения с формой последующей механической обработке не подвергают.
Недостатком известного способа является необходимость последующей механической обработки наплавленного металла в незаформованной части зубчатого колеса.
Если учесть, что ведущие колеса гусеничных машин работают в абразивной среде (песок, гравий и т.д.), и, следовательно, требуют высокой износостойкости наплавленных слоев из труднообрабатываемых металлов, то механическая обработка после наплавки — это трудоемкая операция, которая приводит к быстрому разрушению и большому расходу остродефицитного режущего инструмента, Целью изобретения является снижение трудоемкости восстановления детали и экономия режущего инструмента.
Поставленная цель достигается тем, что при способе восстановления зубьев ведущих колес гусеничных машин (типа звездочек) исключают операцию последующей механической обработки. Это становится возможным благодаря тому, что изношенные или поврежденные зубья заформовывают полностью по всей рабочей поверхности зубьев, а сварочную ванну наводят с обратной стороны основания зубьев со сквозным их проплавлением. Полученный таким образом рабочий профиль зубьев не нуждается в последующей механической обработке.
На фиг, 1 приведено ведущее колесо гусеничной машины типа «звездочка»: на фиг. 2 — сечение А-А на фиг. 1: на фиг. 3— сечение Б-Б на фиг, 2, Устройство для осуществления способа состоит из восстанавливаемого ведущего колеса 1 типа «звездочка». формирующего элемента 2, сварочного электрода 3, сварочной ванны 4 и воздушной полости 5, соответствующей восстанавливаемой (наплавляемой) части зуба.
Способ восстановления зубьев ведущих колес осуществляется следующим образом.
Зубья ведущего колеса 1 заформовывают полностью по всей изношенной поверхности с помощью охлаждаемого формирующего элемента 2 (на фиг, 2 и 3). Затем к обратной стороне основания одного из зубьев подводят электрод 3 и возбуждают дугу. Под действием тепла дуги основание зуба и электрод расплавляются и образуют сварочную ванну 4, которая заглубляется в тепло зуба по мере горения дуги, При этом металл расплавляется быстрее в той части
55 зуба, которая не контактирует с охлаждаемым формирующим элементом, т.е. в зоне износа. Проплавление вероятнее в той части зуба, где износ наибольший. После сквозного проплавления тела зуба расплавленный металл заполняет полость 5, соответствующую конфигурации восстанавливаемой части зуба, и формирует полный рабочий профиль зуба, Пример, Проведено восстановление изношенных зубьев ведущего колеса гусеничного трактора типа ДТ вЂ” 75, Из латуни изготовлен формирующий элемент, внутренняя полость которого соответствует геометрии детали. Изношенный зуб заформован по всей рабочей поверхности. С обратной стороны основания зуба с помощью сварочной головки подводят электрод и возбуждают дугу. Режим наплавки: сварочный ток обратной полярности 1000 — 1200 А, напряжение на дуге 36 — 40 В, длительность горения дуги 50 с. Для защиты ванны расплавленного металла использован сварочный флюс, Предложенный способ восстановления зубьев ведущих колес гусеничных машин исключает трудоемкий процесс последующей механической обработки наплавленного металла позволяет экономить остродефицитный режущий инструмент и не требует сложных систем и приспособлений для своего осуществления, Изобретение может быть использовано на любом ремонтном предприятии для восстановления деталей тракторов и других машин на гусеничном ходу.
Способ восстановления зубьев ведущих колес гусеничных машин, при котором изношенные или поврежденные зубья заформовывают со стороны профильной поверхности и осуществляют наплавку изношенной части детали электродуговым методом с использованием для формирования зубьев расплавленного металла детали и электрода. отличающийся тем, что, с целью снижения трудоемкости восстановления и экономии режущего инструмента за счет исключения операции механической обработки, изношенные зубья заформовывают полностью по всей рабочей поверхности. а сварочную ванну наводят с обратной стороны основания зубьев со сквозным их проплавлением.
Техред М.Моргентал Корректор Н,Король
Производственно-издательский комбинат «Патент», r. Ужгород, ул.Гагарина, 101
Заказ 1544 Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
Источник
Ремонт ходовой части гусеничных машин
Многие детали ходовой части гусеничных машин в процессе работы испытывают большие контактные нагрузки и подвергаются абразивному изнашиванию. В результате некоторые из них изнашиваются на значительную величину, а потеря металла для одной детали доходит до 30-40%, что необходимо учитывать при выборе способа восстановления.
Опорные катки, поддерживающие ролики и натяжные колеса
Основные дефекты деталей:
- износ рабочих поверхностей
- трещины обода и спиц
- износ поверхности посадочных мест под наружные кольца подшипников
У поддерживающих роликов с резиновыми бандажами происходит износ или разрушение бандажей, которые заменяют новыми.
Опорные катки и направляющие колеса выбраковывают при изломе более двух спиц и одновременном износе обода до толщины менее 10 мм, а также при наличии двух трещин на ободе.
При восстановлении опорных катков и направляющих колес трещины заваривают электродуговой сваркой электродом Э-42.
Изношенные рабочие поверхности поддерживающих роликов, ободьев опорных катков и направляющих колес тракторов класса тяги 3 восстанавливают автоматической наплавкой проволокой Св-08 под флюсом АНК-18, проволокой Нп-65Г под флюсом АН-348А, порошковой проволокой ПП-АН122 или порошковой лентой без последующей механической обработки.
В условиях мелкосерийного производства для восстановления опорных катков и поддерживающих роликов этих тракторов применяют бандажирование. Рабочую поверхность детали протачивают до выведения следов износа. Из полосовой стали толщиной 8-10 мм изготавливают кольцо, напрессовывают после нагрева на обод натягом 0,15—0,25 мм и приваривают по торцу. Долговечность катков, восстановленных бандажированием, составляет 50—60% от уровня новых. На специализированных ремонтных предприятиях опорные катки восстанавливают зкектрошпаковой наплавкой. Опорные катки, восстановленные этим способом, по износостойкости не уступают новым.
Для восстановления опорных катков и поддерживающих роликов в условиях специализированных предприятий может быть использована заливка жидким металлом (чугуном или сталью).
Изношенное отверстие под ось в ступице катка трактора класса тяги 3 восстанавливают холодным обжатием ступицы в специальном приспособлении на прессе.
При восстановлении опорных катков, поддерживающих роликов и направляющих колес тракторов Т-4А и Т-130 требуется обработка наплавленных поверхностей. В зависимости от твердости наплавленного металла применяют электроконтактную (разновидность анодно-механической обработки) или токарную обработку поверхностей. Наплавленные под слоем флюса проволокой Нп-50, Нп-65Г беговые дорожки роликов, опорных катков и направляющих колес после обработки на токарных станках до нормального размера закаливают с нагрева НВЧ на глубину 5 мм до твердости НКС 45.
Ведущие колеса
При текущем ремонте ведущие колеса гусеничных машин с односторонним и?носом переставляют с одной стороны на другую. Если зубья изношены с двух сторон, в условиях мелкосерийного производства их наплавляют ручной электродуговой сваркой. При ручной наплавке на ступице колеса закрепляют шаблон (используют новое зубчатое колесо). Вначале зуб наплавляют по кромкам с обеих сторон электродами УОНИ- 15/35, а затем по всему профилю электродами ОМЧ-1.
На специализированных предприятиях ведущие колеса восстанавливают приваркой накладок.
Детали гусеничной цепи
У звена гусеничной цепи изнашиваются отверстия проушин, беговые дорожки, почвозацепы, цевки в местах соприкосновения с зубьями ведущего колеса. Деформированные звенья правят на гидравлическом прессе, небольшие трещины заваривают.
Износ проушин допускается до толщины стенки 3 мм, а износ цевки — до 7 мм. Изношенные пальцы заменяют новыми.
При восстановлении звеньев гусениц тракторов класса тяги 3 наибольшее распространение получили способы пластического деформирования (обжатие), заливка жидким металлом, элекгро-дуговая наплавка. Наилучшие показатели качества обеспечивает способ пластического деформирования многосекционными пуансонами на специализированных линиях.
С помощью электрической дуги угольным электродом в стенке проушины со стороны наибольшего износа прожигают технологическое отверстие, в проушину вставляют технологический стержень и закупоривают ее с обеих сторон огнеупорной глиной. Металл расплавляют в тиглях или с помощью ТВЧ и заливают в проушины через технологические отверстия. Он заполняет полость проушины и, кристаллизуясь, образует вкладыш, удерживаемый за счет неравномерно изношенной поверхности проушины и металлом, застывшим в технологическом отверстии.
Проушины звеньев восстанавливают также кузнечно-сварочным способом. Изношенные проушины нагревают в горне до температуры 800-900°С, разрубают и обжимают на оправке молотком. Место стыка заваривают электродуговой сваркой и наплавляют слой металла для получения нормальной толщины стенки.
При ремонте гусеничной цепи трактора Т-130 изношенные втулки и пальцы не восстанавливают. Втулки и пальцы, имеющие односторонний износ, поворачивают на 180°, а при двустороннем — выбраковывают. При значительном износе отверстий под втулки и пальцы звенья заменяют. Беговую дорожку звена восстанавливают наплавкой. Изношенные почвозацепы башмаков наплавляют под слоем флюса в специальных приспособлениях. Разбирают и собирают гусеничную цепь с помощью гидравлического пресса.
У звеньев гусеничных цепей экскаваторов изнашиваются боковые дорожки, гребни и отверстия в проушинах.
Беговые дорожки, изношенные более чем на 6 мм, восстанавливают автоматической наплавкой под слоем флюса. Изношенные поверхности гребней звеньев наплавляют вручную по шаблонам электродами ОЗН-250У или ОЗН-ЗООУ. После наплавки зачищают гребни шлифовальным кругом. Звенья, имеющие значительный износ отверстий в проушинах, выбраковывают.
Сварка и обкатка агрегатов ходовой части
Для сборки применяют специальные стенды и приспособления. Каретки тракторов класса тяги 3 собирают на том же стенде, на котором их разбирали (ОПР-1402М). Конические подшипники осей регулируют изменением толщины набора прокладок. При правильно отрегулированном зазоре в подшипниках ось туго вращается от руки. Опорные катки устанавливают попарно с учетом их фактических размеров. Это объясняется тем, что по диаметру катков установлены широкие отклонения. Установка их попарно с минимальной разницей в диаметре повышает ресурс ходовой части, поскольку дает возможность равномерно распределить нагрузку на опорные катки и тем самым уменьшить износ беговых дорожек опорных катков и звеньев гусениц.
После сборки и заправки смазкой каретки обкатывают для выявления дефектов сборки и приработки уплотнительных колец и других деталей в течение 15 мин при частоте вращения катков 150 мин-1. Во время обкатки проверяют отсутствие течи масла, надежность креплений деталей.
Тележки гусениц тракторов Т-4, Т-100М и Т-130 собирают на специальной подставке или стенде. Сборку начинают со сборки рамы, установки амортизатора рессоры и опорных катков. У тележек тракторов Т-100М и Т-130 однобортные катки устанавливают по краям и в середине, между ними — двубортные. У тележек трактора Т-4 первым, третьим и пятым по ходу трактора должны быть установлены двубортные катки, а вторым, четвертым и шестым — однобортные. После монтажа опорных катков на их беговые дорожки накладывают линейку (рейку). Зазор между линейкой и минимальным по диаметру катком не должен превышать 1,5 мм. Допускается установка прокладок под ось катка в местах ее крепления. Смещение катков относительно продольной оси тележки не должно превышать 1,5 мм. После сборки тележки обкатывают на специальном стенде. Гусеницы тракторов класса тяги 3 в условиях мастерских хозяйств собирают вручную на специальных подставках. Соединительные пальцы устанавливают головками на наружную сторону звеньев. С противоположной стороны — шайбы и шплинты. На специализированных предприятиях для сборки гусеничных цепей используют гидрофицированный стенд ОР-7748, обеспечивающий запрессовку (выпрессовку) пальцев и дискретное перемещение гусеницы на один шаг.
При сборке гусениц тракторов Т-4, Т-100М и Т-130 используют пресс ПБ-002 и специальное приспособление. Втулки пальцев гусениц после напрессовки звеньев должны выступать на 6 мм. Втулки замыкающих пальцев выступают над наружными торцами звеньев на 0,5 мм. Моменты затяжки болтов гаек башмаков должны быть 140-150 Нм.
Источник



