
Какие способы измерений применяют при измерении угловых размеров
Раздел 4 Методы и средства измерения геометрических величин
4.1 Измерение линейных размеров
К методам измерения линейных размеров, нашедшим наибольшее применение на практике, относятся следующие:
1. Метод непосредственной оценки.
2. Методы сравнения с мерой — дифференциальный и совпадения.
Несмотря на то, что методы сравнения с мерой потенциально могут иметь меньшую погрешность измерения, все же метод непосредственной оценки более удобен для восприятия, поэтому он имеет большее распространение на практике. Следует отметить, что современные измерительные преобразователи (ИП) совмещают в себе оба метода (имеют в своем составе встроенные эквиваленты эталонов, а также используют дифференциальное, уравновешивающее преобразование), выдают информацию в цифровом виде на табло, дисплеи, т. е. обеспечивают высокую точность измерений, и наглядную форму представления информации (удобный пользовательский интерфейс).
Особое место среди методов измерений занимают бесконтактные прецизионные методы, в частности, поверка концевых мер.
Среди множества способов и устрой ств дл я поверки концевых мер длины интерференционные лазерные методы занимают самое значительное место, так как наряду с высочайшей точностью (порядка 10 -2 мкм) обеспечивают оптический контакт с рабочими поверхностями мер, что существенно продлевает их ресурс работы и не вносит дополнительной погрешности измерений благодаря отсутствию механического контакта.
Наиболее эффективен двусторонний способ измерения (аналогичен действию измерительной скобы), при котором снимаются жесткие требования к базированию поверяемой меры на измеряемой позиции. Для защиты интерферирующих пучков от влияния изменений условий окружающей среды (турбулентность воздушных потоков, рефракция воздуха от тепловых потоков и др.) в плечах интерферометра применяют волоконно-оптические световоды .
Методы измерения геометрических величин не отделимы от СИ, которые используют в процессе изготовления и испытаниях различных ИП. При этом наиболее используемым на практике является штангенинструмент (рис. 4.1 — 4.3).
Их отличительной чертой является наличие двух шкал: основной и дополнительной ( нониусной ), сдвинутой по отношению к основной на величину от 0,05 до 0,1 мм деление. Итоговый результат измерения является сочетанием показаний обеих шкал. Следует отметить, что нониусный метод измерения используется довольно широко не только в СИ геометрических параметров, но и в других датчиках, например в датчиках угловых и линейных перемещений.
Пример отсчета по основной и дополнительной ( нониусной ) шкале микрометра: суммарный размер=37,0 (основная шкала) + 0,05(дополнительная нониусная шкала) =37,05.
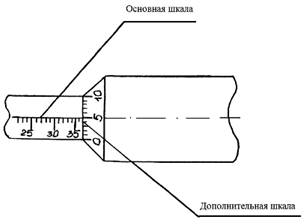
Рисунок 4.1–Отсчеты линейных размеров с использованием нониусных шкал
Типичными представителями таких СИ являются различные штангенциркули, штангенглубиномеры , микрометры, часовые индикаторы и головки, толщиномеры , нутромеры. Они выпускаются различных типов, диапазонов измерения, точности, вида измерения (наружных и внутренних размеров, глубин, отклонения формы и пр.).
Результаты измерения размеров микрометрическими инструментами получают путем суммирования показаний основной и дополнительной ( нониусной ) шкал.
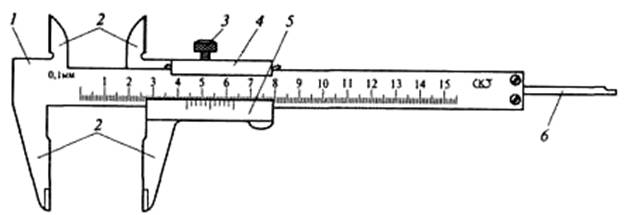
Рисунок 4.2–Штангенциркуль ШЦ-1): 1-штанга, 2- измерительные губки, 3- зажим рамки, 4— рамка, 5 – нониус, 6- линейка глубиномера
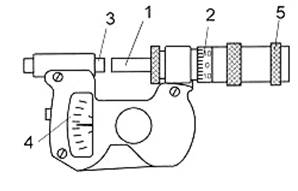
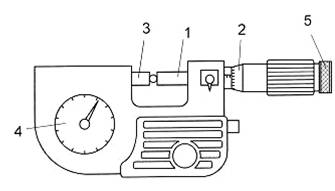
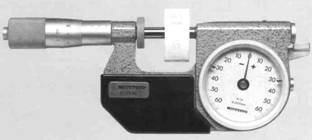
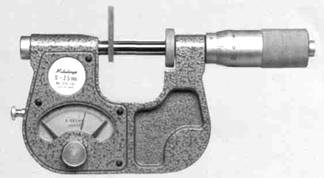
Рисунок 4.3 – Рычажные микрометры: а-устройство , б-внешний вид:
1-микрометрических винт, 2-микрометрическая головка, 3-подвижный упор,
4-индикатор, 5-колпачек
4.2 Методы и средства измерения угловых размеров.
При измерении угловых размеров используются три ранее рассмотренных метода:
сравнения с мерой;
В первом методе измерения в искомый угол вписывается или описывается круговая или линейная угломерная шкала (рис. 4.4).
Рисунок 4.4 – Измерение углов методом непосредственной оценки
( a х – измеряемый угол)
При втором методе измеряемый угол апроксимируется (заменяется) угловой мерой, при этом разницу стараются минимизировать.
Третий метод сочетает в себе первый и второй методы измерения, так как предполагает одновременное использование угловых мер и угломерных инструментов. Пример – измерение с помощью синусной линейки, которая представляет собой стальную измерительную плиту с роликами, дополненную концевыми мерками и квадратом. При этом измеряемый угол определяется через тригонометрические величины (синус или тангенс измеряемого угла). Отсюда и название – «синусная линейка».
В качестве основных СИ при угловых измерениях являются угловые концевые меры, которые также используются для поверки угломеров, координатно-измерительных машин и проч. СИ (рис. 4.5)
Угловые концевые меры выпускаются наборами из 24, 33 и 93 шт., содержащими меры с одним или с четырьмя рабочими углами.
Точность изготовления угловых мер варьируется в зависимости от класса мер и составляет:
Диапазон углов от 3″ до 90 о через 1 о и через 10″.
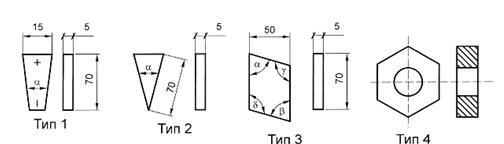
Рисунок 4.5– Угловые призматические меры (типа УМ):
1-с одним рабочим углом/со срезанной вершиной, 2- с одним рабочим углом остроугольные , 3- с четырьмя рабочими углами, 4-многогранные с равномерным угловым шагом, 5-с тремя рабочими углами
Угловые меры при угловых измерениях выполняют те же функции, что и плоско-параллельные меры при измерении длин. По измеряемому углу составляются блоки угловых мер. Проверку соответствия измеряемого угла и блока проводят методом световой щели (на просвет).
4.3 Универсальные методы измерения линейных и угловых размеров
Прогрессивными методами измерения линейных и угловых размеров являются бесконтактные оптические методы измерения. В качестве СИ при этом широко применяются большие и малые инструментальные микроскопы (рис. 4.6) и измерительные проекторы (рис. 4.7).


Рисунок 4.6 – а-малый инструментальный микроскоп, б — автоматизированный измерительный проектор
Источник
Метрология
Методы и средства контроля и измерения углов
Углы и измерение углов
Угловые размеры определяют положение плоскостей, осей, линий, центров отверстий и т. д. Угловые размеры бывают зависимые и назависимые.
Независимые углы не связаны с другими параметрами изделия; зависимые углы определяются основными параметрами изделий, к которым они относятся.
В качестве единицы измерения плоских углов Международной системой единиц (СИ) принят радиан — угол между двумя радиусами круга, вырезающими на его окружности дугу, длина которой равна радиусу данного круга.
Измерение углов в радианах на практике связано с значительными трудностями, так как ни один из современных угломерных приборов не имеет градуировки в радианах.
По этой причине в машиностроении для угловых измерений в основном применяются внесистемные единицы: градус, минута и секунда. Эти единицы связаны между собой следующими соотношениями:
- 1 рад = 57°17׳45״ = 206 265″
- 1° = π/180 рад = 1,745329 × 10 -2 рад;
- 1‘ = π /10800 рад = 2,908882 × 10 -1 рад;
- 1” = π/648000 рад = 4,848137 × 10 -6 рад.
Значение угла при измерении определяют сравнением его с известным углом. Известный угол может быть задан так называемыми жесткими (с постоянным значением угла) мерами — аналогами формы элементов детали: угловыми мерами, угольниками, угловыми шаблонами, коническими калибрами, многогранными призмами.
Измеряемый угол можно сравнивать также с многозначными угломерными штриховыми мерами и различными видами круговых и секторных шкал. Еще одним методом получения известного угла является его расчет по значениям линейных размеров на основании тригонометрических зависимостей.

В соответствии с этим классификацию методов измерений углов производят в первую очередь по виду создания известного угла: сравнением с жесткой мерой, сравнением с штриховой мерой (гониометрические методы) и тригонометрическими методами (по значениям линейных размеров).
При сравнении углов с жесткой мерой отклонение измеряемого угла от угла меры определяют по просвету между соответствующими сторонами углов детали и меры, по отклонению показаний прибора линейных размеров, измеряющих несовпадение этих сторон или при контроле «по краске», т.е. по характеру тонкого, слоя краски, перенесенного с одной поверхности на другую.
В приборах для гониометрических измерений имеются штриховая угломерная шкала, указатель и устройство для определения положения сторон угла. Это устройство связано с указателем или шкалой, а измеряемая деталь — соответственно со шкалой или указателем. Определение положения сторон угла можно производить как контактным, так и бесконтактным (оптическим) способом. При соответствующих измеряемому углу положениях узлов прибора определяют угол относительного поворота шкалы и указателя.
При косвенных тригонометрических методах определяют линейные размеры сторон прямоугольного треугольника, соответствующего измеряемому углу, и по ним находят синус или тангенс этого угла (координатные измерения). В других случаях (измерение с помощью синусных или тангенсных линеек) воспроизводят прямоугольный треугольник с углом, номинально равным измеряемому, и устанавливая его как накрест лежащий с измеряемым углом, определяют линейные отклонения от параллельности стороны измеряемого угла основанию прямоугольного треугольника.

При всех методах измерений углов должно быть обеспечено измерение угла в плоскости, перпендикулярной к ребру двугранного угла. Перекосы приводят к погрешности измерения.
При наличии наклона плоскости измерения в двух направлениях погрешность измерения угла может быть и положительной и отрицательной. При измерениях малых углов эта погрешность не превысит 1% значения угла при углах наклона плоскости измерения до 8°. Такая же зависимость погрешности измерения угла от углов перекоса получается и в случаях неточного базирования деталей на синусной линейке, несовпадения направления ребра измеряемого угла или оси призмы с осью поворота на гониометрических приборах (при фиксации положения граней по автоколлиматору), при измерениях с помощью уровней и т.п.
Угол наклона плоскостей обычно определяется уклоном, численно равным тангенсу угла наклона.
Малые значения уклонов часто указывают в микрометрах на 100 мм длины, в промилле или миллиметрах на метр длины (мм/м).
Например, в мм/м указывается цена деления уровней. Пересчет уклонов в угол обычно производится по приближенной зависимости: уклон 0,01 мм/м (или 1 мкм/100 мм) соответствует углу наклона в 2″ (погрешность подсчета угла по этой зависимости составляет — 3%).
Как было показано выше в машиностроении в зависимости от используемых средств и методов различают три основных способа измерения углов :
Сравнительный метод измерения углов с помощью жестких угловых мер. При этом измерении определяется отклонение измеряемого угла от угла меры.
Абсолютный гониометрический метод измерения углов, при котором измеряемый угол определяется непосредственно по угломерной шкале прибора.
Косвенный тригонометрический метод: угол определяется расчетным путем по результатам измерения линейных размеров (катетов, гипотенузы), связанных с измеряемым углом тригонометрической функцией (синусом или тангенсом).
Сравнительный метод измерения углов обычно сочетается с косвенным тригонометрическим методом, последним определяется разница сравниваемых углов в линейных величинах на определенной длине стороны угла.
Угловые призматические меры и угольники
Угловые призматические меры служат для хранения и передачи единицы плоского угла. Их применяют для проверки шаблонов и угловых размеров различных изделий; для градиуровки угломерных приборов, а также для непосредственных измерений.
Угловые меры, предназначенные для проверки угломерных приборов и рабочих мер, называют образцовыми.
По точности аттестации образцовые угловые меры делят на четыре разряда (1,2,3 и 4). Предельные погрешности аттестации рабочих углов не должны превышать для угловых мер 1-го разряда — ±0,5”; 2-го разряда — ±1”; 3-го — ±3”; 4-го — ±6”.
Угловые меры собирают в блоки с помощью специальных державок.
Контроль углов угольниками осуществляют, оценивая просвет между угольником и контролируемой деталью на глаз, или сравнивают с образцовой щелью, созданной с помощью концевых мер длины и лекальной линейки.
При использовании крупных угольников просвет оценивают с помощью щупов.
Погрешность проверки углов угольником зависит от погрешности самого угольника, длины сторон угла, по которой производится проверка, и других факторов.
Угломеры с нониусами
Угломеры с нониусами применяют для измерения профиля угла на деталях контактным методом с отсчетом по угловому нониусу с точностью 2‘ и 5‘. Состоит угломер из круглого угломерного диска, скрепленного с корпусом зажимной гайкой. На основании смонтированы установочная планка и нониус с нанесенными 30 делениями с двух сторон от нулевого штриха; каждое деление соответствует 2 мин.
Линейка с лицевой стороны имеет продольный ласточкообразный паз, по которому перемешается (в процессе установки линейки на угол) хвостовик прижима.
При измерении угломер накладывают на проверяемую плоскость детали так, чтобы линейка и рабочая плоскость корпуса были совмещены со сторонами измеряемого угла. Целое число градусов отсчитывают по шкале диска до нулевого деления (штриха) нониуса. Затем определяют деление нониуса, совпадающего с делениями основной шкалы (диска).
После этого определяют по нониусу сколько минут и градусов совпадают с делениями нониуса.
Оптический угломер
В корпусе оптического угломера закреплен стеклянный диск со шкалой, имеющей деления в градусах и минутах. Цена малых делений 10 ‘. С корпусом жестко скреплена основная (неподвижная) линейка. На диске смонтированы лупа, рычаг и укреплена подвижная линейка.
 Под лупой параллельно стеклянному диску расположена небольшая стеклянная пластинка, на которой нанесен указатель, ясно видимый через окуляр. Линейку можно перемещать в продольном направлении и с помощью рычага закреплять в нужном положении.
Под лупой параллельно стеклянному диску расположена небольшая стеклянная пластинка, на которой нанесен указатель, ясно видимый через окуляр. Линейку можно перемещать в продольном направлении и с помощью рычага закреплять в нужном положении.
Во время поворота линейки в ту или другую сторону будет вращаться в том же направлении диск и лупа. Таким образом, определенному положению линейки будет соответствовать вполне определенное положение диска и лупы. После закрепления линеек зажимным кольцом через лупу отсчитывают показания угломера.
Оптическим угломером можно измерять углы от 0 до 180°. Допускаемые погрешности показания оптического угломера ±5‘.
Индикаторный угломер
В индикаторном угломере обычная шкала и нониус заменены индикаторным циферблатом. Отсчет угловых размеров производится по показаниям стрелки на большой шкале через 10°. Цена деления 5‘, предел измерения угломера 0…360°.
Портативный оптический угломер-шаблон
Портативный оптический угломер-шаблон предназначен для проверки профиля резцов. Он состоит из стандартной восьмикратной лупы, неподвижно закрепленной на прозрачном диске из органического стекла. Вокруг оси, запрессованной в этот диск, свободно поворачивается стальной диск, по периметру которого с высокой точностью выполнены шаблоны наиболее часто встречающихся в практике углов, радиусов и кривых. Нужный профиль шаблона накладывают на затачиваемый резец и под лупой проверяют точность доводки.
Прибор отличается точностью и удобством, так как им можно пользоваться непосредственно на рабочем месте.
Источник



