
- Классификация резцов для токарного станка по металлу — виды, назначение
- Конструкция токарного резца
- Классификация резцов для токарной обработки
- Виды токарных резцов по металлу
- Сборные резцы для токарных станков
- Какое назначение резцов для токарного станка?
- Конструктивные особенности
- Разновидности
- Прямые проходные
- Отогнутые проходные
- Упорные проходные
- Отогнутые подрезные
- Отрезные
- Резьбонарезные для внешней резьбы
- Резьбонарезные для внутренней резьбы
- Расточные для глухих отверстий
- Расточные для сквозных отверстий
- Сборные
- Токарные резцы по металлу
- Типы резцов
- Резец для токарного станка по металлу: классификация, виды, назначение :
- Для чего нужны токарные станки?
- Что такое резец для токарного станка по металлу?
- Категории резцов
- Классификация по способу изготовления
- Конструкция
- Размеры державок
- Особенности проходных и отрезных резцов
- Направления резцов
- Типы инструментов в зависимости от их назначения
- Что следует учесть новичку при покупке?
- Продукция чешского изготовителя
- Наборы резцов с другими параметрами
- Резцы токарные — виды, типы, классификация, где купить
- Особенности конструкции
- Классификация инструмента
- Какие резцы выбрать, где купить?
Классификация резцов для токарного станка по металлу — виды, назначение
Специалисты, которые часто пользуются резцами для токарного станка при выполнении работ по металлу, а также те, кто занимается продажей этих изделий или снабжением машиностроительных предприятий, прекрасно осведомлены о том, каких видов бывают эти инструменты. Тем же, кто нечасто сталкивается в своей практике с токарными резцами, достаточно сложно разобраться в их видах, представленных на современном рынке в большом разнообразии.
Виды токарных резцов для обработки металла
Конструкция токарного резца
В конструкции любого резца, используемого для токарной обработки, можно выделить два основных элемента:
- державка, при помощи которой инструмент фиксируется на станке;
- рабочая головка, посредством которой выполняется обработка металла.
Рабочую головку инструмента формируют несколько плоскостей, а также режущих кромок, угол заточки которых зависит от характеристик материала изготовления заготовки и типа обработки. Державка резца может быть выполнена в двух вариантах своего поперечного сечения: квадрат и прямоугольник.

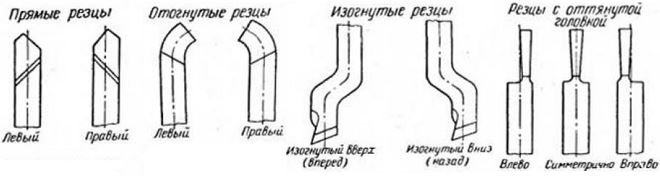
По своей конструкции, резцы для токарной обработки подразделяются на следующие виды:
- прямые — инструменты, у которых державка вместе с их рабочей головкой располагаются на одной оси, либо на двух, но параллельных друг другу;
- изогнутые резцы — если посмотреть на такой инструмент сбоку, то явно видно, что его державка изогнута;
- отогнутые — отгиб рабочей головки таких инструментов по отношению к оси державки заметен, если посмотреть на них сверху;
- оттянутые — у таких резцов ширина рабочей головки меньше, чем ширина державки. Ось рабочей головки такого резца может совпадать с осью державки либо быть относительно нее смещенной.
Разновидности резцов по конструкции
Классификация резцов для токарной обработки
Классификация токарных резцов регламентируется требованиями соответствующего ГОСТ. Согласно положениям данного документа, резцы причисляется к одной из следующих категорий:
- цельный инструмент, полностью изготовленный из легированной стали. Существуют также резцы, которые изготавливаются целиком из инструментальной стали, но используются они крайне редко;
- резцы, на рабочую часть которых напаивается пластина, выполненная из твердого сплава. Инструменты данного типа получили наибольшее распространение;
- резцы со сьемными твердосплавными пластинами, которые крепятся к их рабочей головке при помощи специальных винтов или прижимов. Используются резцы данного типа значительно реже по сравнению с инструментами других категорий.
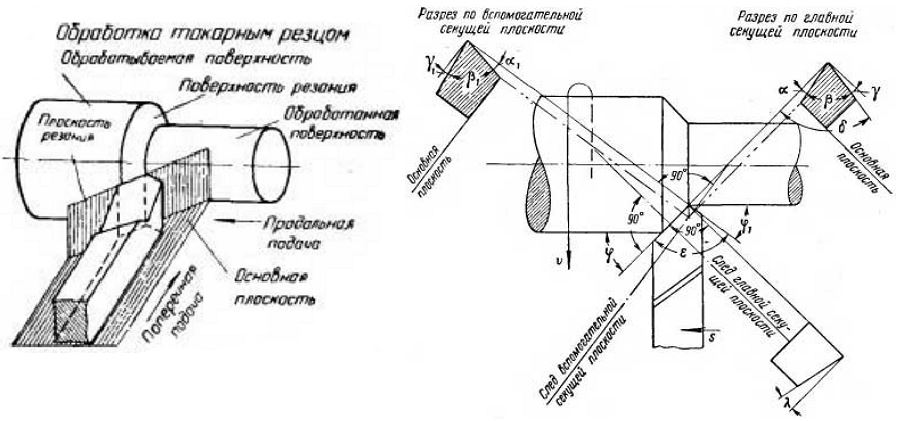
Основные понятия, касающиеся работы токарного резца, и его главные углы
(нажмите, чтобы увеличить)
Различаются резцы и по направлению, в котором совершается подающее движение. Так, бывают:
- токарные инструменты левого типа — в процессе обработки они подаются слева направо. Если положить сверху на такой резец левую руку, то его режущая кромка будет располагаться со стороны отогнутого большого пальца;
- правые резцы — тип инструмента, получившего наибольшее распространение, подача которого осуществляется справа налево. Для идентификации такого резца, на него необходимо положить правую руку — его режущая кромка будет располагаться, соответственно, со стороны отогнутого большого пальца.
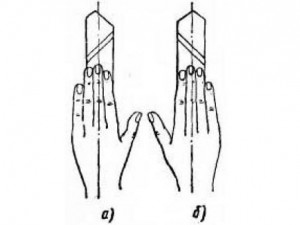
Отличие левых и правых резцов
В зависимости от того, какие работы выполняются на токарном оборудовании, резцы подразделяются на следующие типы:
- для выполнения чистовых работ по металлу;
- для черновых работ, которые также называются обдирочными;
- для получистовых работ;
- для выполнения тонких технологических операций.
Виды токарных резцов по металлу
В статье мы рассмотрим весь спектр токарных резцов по металлу и определим назначение и особенности каждого из них. Важное уточнение: к какому бы типу ни относились резцы, в качестве материала их режущих пластин используются определенные марки твердых сплавов: ВК8, Т5К10, Т15К6, значительно реже Т30К4 и др.
Проходные прямые резцы
Используют инструмент с прямой рабочей частью для решения тех же задач, что и резцы отогнутого типа, но он менее удобен для снятия фасок. В основном таким инструментом для токарного станка по металлу (к слову, не получившим широкого распространения) обрабатывают внешние поверхности цилиндрических заготовок.

Проходные прямые резцы
Державки таких резцов для токарного станка выполняются в двух основных типоразмерах:
- прямоугольная форма – 25х16 мм;
- квадратная форма – 25х25 мм (изделия с такими державками используются для выполнения специальных работ).
Проходные отогнутые резцы
Такие типы резцов, рабочая часть которых может быть отогнута в правую или левую сторону, используют для обработки на токарном станке торцевой части заготовки. С их помощью также снимают фаски.

Проходные отогнутые резцы
Державки инструментов данного вида могут быть выполнены в различных размерах (в мм):
- 16х10 (для учебных станков);
- 20х12 (этот размер считается нестандартным);
- 25х16 (наиболее распространенный типоразмер);
- 32х20;
- 40х25 (изделия с державкой такого размера изготавливаются преимущественно под заказ, их практически невозможно найти в свободной продаже).
Все требования к резцам по металлу данного назначения оговорены в ГОСТ 18877-73.
Проходные упорные отогнутые резцы
Такие инструменты для токарного станка по металлу могут изготавливаться с прямой или отогнутой рабочей частью, но на этой конструктивной особенности не акцентируют внимание, а просто называют их проходными упорными.

Проходные упорные отогнутые резцы
Проходной упорный резец, с помощью которого на токарном станке выполняется обработка поверхности цилиндрических заготовок из металла, является наиболее востребованным видом режущего инструмента. Конструктивные особенности такого резца, который выполняет обработку заготовки вдоль оси ее вращения, позволяют даже за один проход снимать с ее поверхности значительное количество лишнего металла.
Державки изделий данного вида также могут быть выполнены в различных размерах (в мм):
Данный инструмент для токарного станка по металлу также может быть выполнен с правым или левым отгибом рабочей части.
Подрезные отогнутые резцы
Внешне такой подрезной резец очень напоминает проходной, но у него другая форма режущей пластины – треугольная. При помощи таких инструментов для токарного станка по металлу заготовки обрабатывают по направлению, перпендикулярному оси их вращения. Кроме отогнутых, есть и упорные виды таких токарных резцов, но область их применения очень ограничена.

Подрезные отогнутые резцы
Резцы данного типа могут быть изготовлены со следующими размерами державок (в мм):
Отрезной резец считается наиболее распространенным типом инструмента для токарного станка по металлу. В полном соответствии со своим названием используется такой резец для отрезки заготовок под прямым углом. С его помощью также прорезают канавки различной глубины на поверхности детали из металла. Определить, что перед вами именно отрезной резец для токарного станка, достаточно просто. Его характерной чертой является тонкая ножка, на которую и напаяна пластина из твердого сплава.

В зависимости от конструктивного исполнения выделяют право- и левосторонние виды отрезных резцов для токарного станка по металлу. Отличить их друг от друга очень просто. Для этого необходимо перевернуть резец режущей пластиной вниз и посмотреть, с какой стороны располагается его ножка. Если с правой, то он правосторонний, а если слева, то, соответственно, левосторонний.
Различаются такие инструменты для токарного станка по металлу еще и по размерам державки (в мм):
- 16х10 (для небольших учебных станков);
- 20х12;
- 20х16 (самый распространенный типоразмер);
- 40х25 (такие массивные токарные резцы сложно найти в свободной продаже, в основном их изготавливают под заказ).
Резьбонарезные резцы для наружной резьбы
Назначение таких резцов для токарного станка по металлу – нарезание резьбы на наружной поверхности заготовки. Данными серийными инструментами нарезают метрическую резьбу, но можно изменить их заточку и нарезать с их помощью резьбу другого вида.

Резцы для нарезания наружной резьбы
Режущая пластина, устанавливаемая на таких токарных резцах, имеет копьевидную форму, изготавливается она из сплавов, которые были указаны выше.
Такие резцы делают в следующих типоразмерах (в мм):
- 16х10;
- 25х16;
- 32х20 (используются очень редко).
Такими резцами для токарного станка можно нарезать резьбу только в отверстии большого диаметра, что объясняется их конструктивными особенностями. Внешне они напоминают расточные резцы для обработки глухих отверстий, но не стоит их путать, так как они принципиально отличаются друг от друга.

Резцы для нарезания внутренней резьбы
Выпускаются такие резцы по металлу в следующих типоразмерах (в мм):
Державка этих инструментов для токарного станка по металлу имеет квадратное сечение, размеры сторон которого можно определить по двум первым цифрам в обозначении. Третья цифра – это длина державки. От данного параметра зависит глубина, на которую можно нарезать резьбу во внутреннем отверстии заготовки из металла.
Такие резцы можно использовать только на тех токарных станках, которые оснащены приспособлением, называемым гитарой.
Расточные резцы для обработки глухих отверстий
Расточными резцами, режущая пластина которых имеет треугольную форму (как и у подрезных), выполняют обработку глухих отверстий. Рабочая часть инструментов этого типа выполнена с изгибом.

Расточные резцы для глухих отверстий
Державки таких резцов могут иметь следующие размеры (в мм):
Максимальный диаметр отверстия, которое можно обработать при помощи такого токарного резца, зависит от размера его державки.
Расточные резцы для обработки сквозных отверстий
Такими резцами, рабочая часть которых выполнена с изгибом, обрабатываются сквозные отверстия, предварительно полученные при помощи сверления. Глубина отверстия, которое можно обработать на станке при помощи инструмента данного вида, зависит от длины его державки. Слой металла, который снимается при этом, приблизительно равен величине отгиба его рабочей части.

Расточные резцы для сквозных отверстий
На современном рынке представлены расточные резцы следующих типоразмеров, требования к которым оговариваются в ГОСТ 18882-73 (в мм):
Сборные резцы для токарных станков
Рассматривая основные типы токарных резцов, нельзя не упомянуть инструменты со сборной конструкцией, которые относятся к универсальным, так как могут быть оснащены режущими пластинами различного назначения. Например, закрепляя на одной державке режущие пластины различного типа, можно получить резцы для обработки на токарном станке заготовок из металла под различными углами.

Как правило, такие резцы применяются на станках с ЧПУ или же на специальных станках и служат для контурного точения, расточки глухих и сквозных отверстий и прочих специализированных работ.
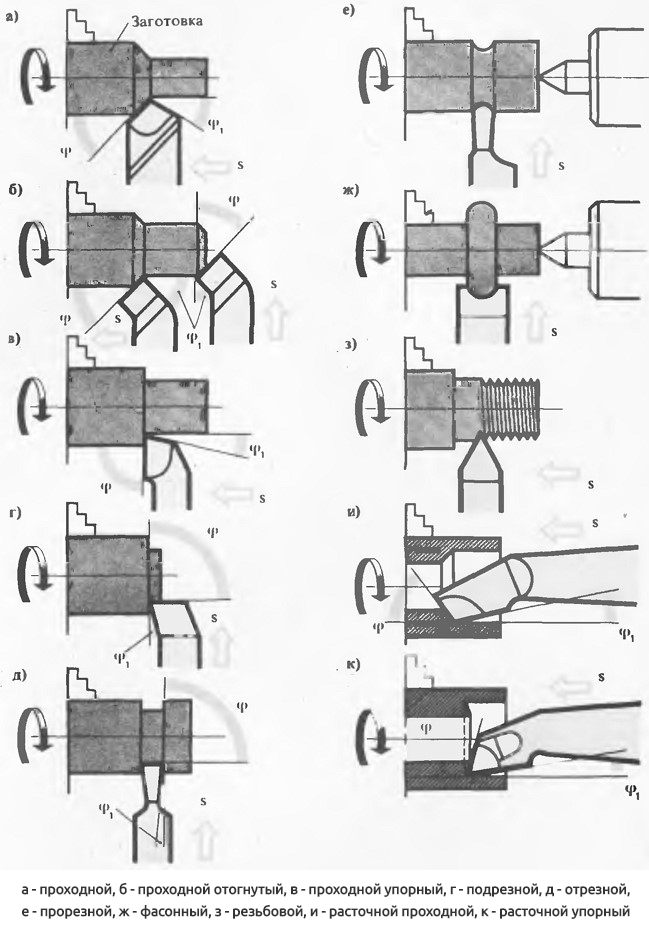
Классификация резцов для токарной обработки включает в себя также прорезные, фасонные и некоторые другие типы. Понять принцип работы таких инструментов можно, ознакомившись с таблицей в начале статьи.
Источник
Какое назначение резцов для токарного станка?
Люди, осуществляющие обрабатывание металлических деталей с помощью резцов для токарного станка по металлу, продавцы инструментов отлично знают, на какие виды они делятся.
Те же, кто изредка применяет токарные резцы по металлу, часто испытывают сложности в выборе подходящего варианта. Изучив представленную ниже информацию, вы сможете без особого труда выбрать подходящее для ваших нужд металлорежущее приспособление.
Конструктивные особенности

Каждый токарный резец по металлу состоит из следующих основных частей:
- державка. Предназначается для фиксирования на токарном устройстве;
- рабочая головка. Применяется для обрабатывания детали.
Рабочая головка металлорежущего приспособления заключает в себе различные плоскости, кромки. Их угол затачивания зависим от показателей стали, из которой изготовлена деталь, типа обрабатывания. Державка резца для токарного станка по металлу обычно располагает квадратным либо прямоугольным сечением.
Конструктивно возможно выделить следующие типы резцов:
- Прямые. Державка и головка находятся либо на одной оси, либо на двух осях, которые лежат параллельно.
- Изогнутые. Державка обладает изогнутой формой.
- Отогнутые. Если взглянуть на верхнюю часть подобного инструмента, можно заметить, что его головка отогнута.
- Оттянутые. Головка имеет ширину поменьше, чем державка. Оси либо совпадают, или сдвинуты относительно друг друга.
Разновидности

Классификация токарных резцов регламентирована правилами определенного стандарта. Соответственно с его требованиями, данные приспособления делятся на такие группы:
- Цельные. Сделаны целиком из легированной стали. Бывают приспособления, которые делаются из инструментальной стали, однако они нечасто применяются.
- Приспособления, на рабочий элемент которых напаяны твердосплавные пластины для токарных резцов. Наиболее распространены в настоящее время.
- Токарные резцы со сменными пластинами из твердых сплавов. Пластинки крепятся на головке особыми винтами, прижимными приспособлениями. Применяются они не так часто, как модели иных видов.
Кроме того, приспособления отличаются по направлению подачи. Они могут быть:
- Левыми. Подача идет вправо. Если положить наверх инструмента левую руку, режущая кромка окажется около большого пальца, который отогнут.
- Правыми. Применяются чаще всего, подача идет влево.
Виды и назначение токарных резцов образуют следующую классификацию:
- проведение чистового обрабатывания изделия;
- черновая обработка (обдирка);
- получистовая обработка;
- исполнение операций, которые требуют высокой точности.
Из какой бы категории ни был металлорежущий инструмент, его пластины делаются из твердосплавных материалов: ВК8, Т5К10, Т15К6. Изредка используется Т30К4. Сейчас существует множество видов токарных резцов.
Прямые проходные

Резцы токарные проходные обладают тем же назначением, что и у отогнутого варианта, но срезать фаски лучше иным приспособлением. Обычно ими осуществляют обрабатывание наружных поверхностей деталей из стали.
Размеры, точнее, их державки, могут быть такими:
- 25×16 мм – прямоугольник;
- 25×25 – квадрат (данные модели применяются для проведения особых операций).
Отогнутые проходные

Эти виды токарных резцов, рабочая головка которых может являться отогнутой влево/вправо, применяют для обрабатывания торцов деталей. Кроме того, посредством их возможно срезать фаски. Державки обладают типоразмерами:
- 16×10 – учебные устройства;
- 20×12 – нестандартный типоразмер;
- 25×16 – самый часто используемый размер;
- 32×20;
- 40×25 – с державкой этого типоразмера производятся обыкновенно под заказ, их почти нереально купить в магазине.
Все требования к токарным механическим резцам прописаны в государственном стандарте 18877-73.
Упорные проходные

Данные типы токарных резцов могут располагать прямой либо отогнутой головкой, однако эта особенность конструкции не учитывается в маркировке. Их называют просто упорными проходными.
Это приспособление, с помощью которого на станке проводится обрабатывание поверхности цилиндрических металлических деталей, является самым популярным видом режущего оснащения.
Конструкция дает возможность за 1 проход убирать с заготовки большое количество металлических излишков. Обрабатывание осуществляется вдоль оси вращения детали. Державки упорных токарных проходных резцов располагают типоразмерами:
Отогнутые подрезные

По виду похож на проходной, однако имеет иную форму режущей пластинки (треугольник). Посредством подобных инструментов выполняют обработку деталей по направлению, которое является перпендикулярным оси вращения. Кроме отогнутых, существуют упорные подрезные приспособления, но они применяются редко.
Отрезные

Резец токарный отрезной весьма распространен в настоящее время. Соответственно с собственным наименованием, он применяется для того, чтобы отрезать детали под углом в 90 градусов.
Также посредством его делают канавки разной глубины. Понять, что перед вами отрезной инструмент, довольно легко. Он имеет тонкую ножку с напаянной на нее твердосплавной пластинкой.
В зависимости от конструкции, выделяют лево- и правосторонние отрезные приспособления. Различать их несложно. Нужно перевернуть инструмент режущей пластинкой вниз и взглянуть, с какой стороны находится ножка.
Типоразмеры державки следующие:
- 16×10 – учебное оборудование;
- 20×12;
- 20×16 – наиболее распространен;
- 40×25
Резьбонарезные для внешней резьбы

Предназначение этих приспособлений – нарезать резьбу на внешней стороне детали. Обычно делают метрическую резьбу, однако если поменять заточку, возможно создать резьбу иного типа. Режущая пластинка, которая устанавливается на данном инструменте, обладает формой копья. Материалы токарных резцов – твердые сплавы.
Резьбонарезные для внутренней резьбы

Данным инструментом возможно сделать резьбу лишь в крупном отверстии. Связано это с особенностями конструкции. По виду он похож на расточное приспособление для обрабатывания глухих отверстий. Однако путать эти инструменты нельзя. Они значительно различаются.
Державка обладает сечением в форме квадрата. Типоразмеры возможно установить по первым двум числам в маркировке. 3 число – величина державки. От нее зависима глубина, на которую возможно выполнить нарезку резьбы во внутреннем отверстии.
Эти инструменты возможно применять лишь на устройствах, оборудованных гитарой (специальное приспособление).
Расточные для глухих отверстий
Пластинка обладает формой треугольника. Предназначение – обрабатывание глухих отверстий. Рабочая головка отогнута.
Наибольший радиус отверстия, которое возможно обработать посредством расточного резца, зависим от величины державки.
Расточные для сквозных отверстий
Инструменты предназначаются для обрабатывания сквозных отверстий, которые созданы при просверливании. Глубина отверстия, которое возможно создать на устройстве, зависит от величины державки. Слой материала, снимаемый во время проведения операции, примерно равняется отгибу головки.
Сегодня в магазинах есть расточные инструменты таких размеров:
Сборные
Когда речь идет об основных видах токарных инструментов, нужно обязательно упомянуть о сборных. Они считаются универсальными, потому как могут быть оборудованы режущими пластинками разного предназначения.
К примеру, фиксируя на одной державке режущие пластинки разного вида, возможно получить инструменты для обрабатывания на устройстве металлических деталей под разнообразными углами.
Обычно сборные резцы используются на устройствах с числовым программным управлением либо на особом оборудовании. Они предназначаются для точения контуров, растачивания глухих и сквозных отверстий, иных токарных работ.
Выбирая инструмент, с помощью которого будет осуществляться обработка металлических деталей на специальном устройстве, нужно особое внимание обращать на элементы токарного резца. Державка и рабочая головка – важнейшие части режущего приспособления.
От них зависит, насколько качественно будет выполнено обрабатывание стальной заготовки, отверстия какого размера получится сделать. Если неправильно выбрать рабочий инструмент, можно столкнуться с различными сложностями при обработке металлической детали.
Рекомендуется изучить классификацию, понять, для чего предназначается то или иное изделие. На основе полученных знаний вы сможете сделать правильный выбор металлорежущего приспособления.
Токарные резцы по металлу

Токарные резцы по металлу предназначены для резания металлических, синтетических и др. материалов. Они отличаются между собой по назначению, конструкции, направлению.
Рабочая часть резца – головка, оснащается режущими пластинами, которые припаиваются к головке. Имеются конструкции, где используются накладные – сменные — они закрепляются механически к головке резца. Крепление на станке осуществляется путем зажима державки в резцедержателе. По конструкции головки подразделяются на прямые, отогнутые и оттянутые.

По конструкции режущей части головки токарные резцы могут быть с напайными и сменными пластинами, а также цельными. По виду обработки токарные резцы классифицируются для:
- черновой обработки;
- получистовой обработки;
- чистовой обработки.
Типы резцов
По технологическому назначению токарные резцы делятся на:
- Отрезные. Без них не обходится изготовление не одной детали. Эта группа может использоваться не только по своему прямому назначению – обработки торцевых элементов детали и отрезания готовой от заготовки, из куска которой она изготавливалась. Чаще всего в продаже можно встретить отрезные резцы классической формы. Каждый токарь применяет для себя наиболее удобные отрезные резцы на собственном токарном станке с применением накладных пластин.
- Проходной используются для обработки вращающихся цилиндрических заготовок. Углы заточки инструмента могут варьироваться в зависимости от удобства токаря при обработки детали.
- Подрезной применяется в обработке торцевых частей заготовки и создания уступов на внешней стороне изготавливаемой детали. При подрезке торцов подрезной резец удобнее вести от центра по направлению к наружной части заготовки. При этом способе подачи подрезной инструмент располагается к обрабатываемой поверхности так, что резку обеспечивают пластины длинной кромки. Когда подрезной инструмент подаётся от внешней части к оси вращения детали – работают режущие пластины короткой кромки. Результат обработки получается менее точным и чистым. Подрезной инструмент при использовании для подрезки торцов детали, закреплённой в центрах, используется только в случае, если задний центр будет заменён на полуцентр. Это необходимо для сохранения пластин. В противном случае, избежать их повреждений не удастся из-за контакта с полным задним центром.
- Канавочный резец имеет меньшую толщину режущей кромки, чем отрезные. При вытачивания широкой, но неглубокой канавки канавочный могут заменить отрезные резцы. Канавочный инструмент изготавливается двух видов – прямой и отогнутый. Режущая их кромка подбирается в соответствии с необходимой шириной канавки. Особенность канавочного состоит в том, что высота головки значительно превышает высоту режущей кромки. Эта особенность конструкции повышает прочность, благодаря чему канавочный токарный резец с тонкой режущей кромкой способен выдерживать большие нагрузки.
- Расточные применяются для проделывания глухих и сквозных отверстий без применения сверлильного оборудования. Отверстия, выполненные при помощи резцов, имеют большую точность. Для выполнения закрытых и сквозных отверстий используются различные виды.
- Резьбовые. Для нарезания резьбы на внутренней и внешней поверхности детали применяются инструменты, отличающиеся по ширине и виду рабочей головки. Для работы на токарном станке не всегда достаточно использовать резцы классической формы и правильно установить деталь. Виды резьбы, выполняемой на токарном оборудовании, имеют различные углы, что подразумевает большой спектр пластин, которые затачиваются под разным углом. Виды внутренних и внешних резьб производятся по разной технологии. Чтобы работа была наименее трудоёмкой, лучше использовать правильно выбранный для конкретной операции инструмент. Более удобно выполнять резку, если углы режущей кромки и необходимого угла наклона резьбы совпадают. Для этого необходимо самостоятельно заточить режущие пластины. Углы заточки большинства резцов соответствуют 60⁰. При необходимости изменить углы головки, если она не относятся к разряду неперетачиваемых, можно на заточном станке.
Резец состоит из головки и державки (круглого или прямоугольного стержня). Головка имеет несколько поверхностей: переднюю, заднюю, режущие кромки и вершину.

По передней плоскости сходит стружка во время точения детали. Задняя делится на 2 поверхности: основную и вспомогательную, а пересечения этих поверхностей дает 2 режущие кромки: главную и вспомогательную.
Место соединения вспомогательной и главной кромки называется вершиной резца.
По направлению подачу резцы классифицируют на правые и левые.Чтобы определить к какому типу относится инструмент, необходимо положить его на правую руку головкой в сторону пальцев. Если главная режущая кромка находится со стороны большого пальца, то резец является правым, иначе – левым.
Резец для токарного станка по металлу: классификация, виды, назначение :

Работа на токарных станках с заготовками из металла является самой распространенной технологической операцией, имеющей свои нюансы. О них осведомлены преимущественно специалисты и лица, занимающиеся продажей токарного оборудования.
Тот, кто далек от этих сфер, но хочет освоить технику работы с металлообрабатывающим оборудованием, кроме самого принципа работы, должен знать, для чего предназначаются и какими бывают резцы для токарного станка по металлу.
Для чего нужны токарные станки?

Из всех имеющихся в оборудовании видов оснастки чаще всего используются резцы для токарного станка по металлу. Эти изделия применяются в тех случаях, когда необходимо нарезать резьбу или обработать цилиндрические, плоские и фасонные поверхности.
Что такое резец для токарного станка по металлу?
Данный инструмент представляет собой изделие, элементы которого осуществляют токарную обработку металлических заготовок на металлообрабатывающем оборудовании. Конструкция резца содержит:
- Державку. Данный элемент необходим для фиксации изделия. Поперечное сечение может быть квадратным и прямоугольным.
- Рабочую головку. Она осуществляет обработку металлической заготовки на станке. Изготавливается форма данного элемента резака из нескольких плоскостей. Работу выполняют режущие кромки, заточенные под определенным углом. Заточка резцов для токарного станка по металлу зависит от того, какими характеристиками обладает материал заготовки и какой производится тип обработки.
Категории резцов
Из всех имеющихся параметров, по которым классифицируют резаки, основным считается тип обработки заготовки. В зависимости от своего технологического назначения, сменные резцы для токарного станка по металлу бывают:
- Проходными. Используя данное изделие, токарь обрабатывает цилиндрические и конические наружные поверхности металлических заготовок. Обработка осуществляется вдоль оси вращения заготовки.
- Отрезными. Применяются для разрезания заготовок и их торцевания.
- Фасонными. Используя данный резец для токарного станка по металлу, можно обтачивать фасонные поверхности заготовок. Инструмент также используется для формировки фасонных выступов и канавок.
- Расточными. Изделие используется для растачивания как сквозного, так и глухого отверстия. Расточные резаки могут быть упорными и проходными.
- Прорезными или канавочными. Внутренние и наружные канавки в цилиндрических заготовках из металла протачиваются данными резаками. Также этот тип резцов используется в тех случаях, когда необходимо разрезать заготовку под прямым углом.
- Резьбовыми. Используются в тех случаях, когда нужно оснастить заготовку внутренней или наружной резьбой.
- Гальтельными. Применяя резаки данной категории, токарь может обрабатывать переходные поверхности заготовок.
- Фасочными. Используются данные резаки для снятия фасок.
Классификация по способу изготовления

В зависимости от того, каким образом изготавливаются резаки, они делятся на три группы:
- Цельные. Резец для токарного станка по металлу изготавливается из монолитного материала. Преимущественно это инструментальная сталь.
- Универсальные, или сборные. Резаки со съемными пластинами, которые монтируются на рабочих частях изделия. Для установки пластин применяются специальные винты, или прижимы. Универсальными данные резаки называются потому, что содержат режущие пластины, которые могут иметь различное назначение. В результате, оснастив при помощи винтов одну державку различными пластинами, можно обработать заготовку под любым углом. Преимущественно универсальными резаками выполняются такие специализированные операции, как контурное точение и расточка отверстий.
- Изделия с несъемными (приваренными) к рабочей части пластинами. Данные изделия являются самыми распространенными.
Конструкция
В зависимости от конструкции, резаки могут быть:
- Прямыми. В таких инструментах державки и рабочие головки расположены на одной оси или на двух параллельных.
- Изогнутыми. Резцы с изогнутой державкой.
- Отогнутыми. При взгляде сверху на такой резец заметно, что его рабочая головка отогнута от оси.
- Оттянутыми. У данных резцов ширина рабочих головок больше ширины державок. Оси этих двух элементов резака могут соответствовать друг другу. Также не исключается их смещение.
Размеры державок
Использование проходных прямых резцов осуществляется для обработки внешних поверхностей заготовок, имеющих цилиндрическую форму. Эти резцы оснащаются державками прямоугольной (0,25 х 0,16 см) и квадратной (0,25 х 0,25см) формы.
Рабочие части проходных резцов могут быть отогнуты в сторону. Применяются для работы с торцевыми частями заготовок из металла. Державки к данным резцам имеют различные размеры:
- 0,16 х 1 см. Державки данного размера применяются в работе учебных токарных станков.
- 0,2 х 0,12 см. Державки резцов данного размера являются нестандартными.
- 0,25 х 0,16 см. Данный размер державок считается самым распространенным для проходных отогнутых резцов.
- 0,4 х 0,25 см. В свободной продаже резцов, оснащенных державками такого размера, не имеется. Их можно приобрести по индивидуальному заказу у производителя.
Особенности проходных и отрезных резцов

Рабочие части проходных упорных резцов могут быть прямыми или отогнутыми. Вне зависимости от наличия данных конструктивных особенностей, резец называется просто – упорный проходной.
Этот вид резца является наиболее востребованным, поскольку позволяет как обработать заготовки вдоль оси вращения, так и за один проход снять с поверхности большую массу излишка стали.
Резцы, которые относятся к проходному упорному виду, оснащаются державками следующих размеров: 0,16 х 0,1 см, 0,2 х 0,12 см, 0,25 х 0,16 см, 0,32 х 0,2см, 0,4 х 0,25 см. В процессе изготовления резцы бывают с правыми и левыми отгибами их рабочих частей.
Внешне проходной резец для токарного станка по металлу очень похож на отрезной. Отличаются они между собой формой режущих пластин: у подрезных резцов рабочие части треугольные. Державки у данного типа инструментов имеют размеры: 0,16 х 0,1 см, 0,25 х 0,16 см и 0,32 х 0,2 см.
Характерной для отрезных резцов особенностью является припаянная на тонкую ножку твердосплавная пластинка. Чтобы определить, к какому виду (правостороннему или левостороннему) относится резец, необходимо его режущую пластинку повернуть вниз.
В правосторонних резцах ножка инструмента расположена справа, в левосторонних – слева.
Направления резцов

В зависимости от того, в каком направлении начинает осуществляться движение инструмента, резцы делятся на два типа:
- Левый тип. Начало обработки начинается слева направо. Определить данный тип можно, положив левую руку на изделие. Большой отогнутый палец будет расположен со стороны режущей кромки резца.
- Правый тип. Подача выполняется справа налево. Для определения данного типа резца на него следует положить правую руку. Большой палец окажется на стороне режущей кромки инструмента.
Типы инструментов в зависимости от их назначения
В зависимости от того, какая работа выполняется на металлообрабатывающем токарном оборудовании, применяются резаки различных типов:
- Инструмент для чистовой обработки заготовок из металла.
- Обдирочный тип резака. Используется для работы в качестве чернового инструмента.
- Резаки для получистовой обработки.
- Изделия, при помощи которых на станках проводятся тонкие технологические операции.
Что следует учесть новичку при покупке?
Выбирая резаки для металлообрабатывающих токарных станков, новичкам рекомендуется обратить внимание на следующие параметры оборудования:
- Геометрию режущей части.
- Материал, из которого изготовлен резак. Желательно, чтобы это были твердые сплавы марок ВК8, Т5К10, Т15К6 или Т30К4.
- Уровень прочности и устойчивости к вибрациям кромки и державки.
- Геометрию, конструкцию и шероховатость гнезда для съемных пластин, достаточные для обеспечения заданной шероховатости обрабатываемой заготовки.
Продукция чешского изготовителя
Широкой популярностью среди потребителей токарной продукции пользуются резцы, изготовленные чешской компанией Proma.
Желающие могут приобрести любой набор резцов для токарного станка по металлу данного бренда, которые представлены на рынке в большом разнообразии. В каждом из них имеется определенное количество обрабатывающих инструментов.
Судя по положительным отзывам, в среде токарей наибольший спрос имеют резцы для токарного станка по металлу 10х10 мм. Набор состоит из шести изделий:
- проходного – упорного (подрезного);
- проходного – отогнутого;
- проходного – отогнутого левого;
- отрезного;
- резьбового;
- упорного расточного.
Наборы резцов с другими параметрами
Резцы для токарного станка по металлу 8х8 мм чешской компании Proma представлены одиннадцатью инструментами. При помощи пайки они оснащаются твердосплавными пластинами. Размеры резцов в данном наборе составляют 80 мм и 125 мм.
Те, кому для работы необходим инструмент, сечение хвостовой части которого составляет 0,12 см, могут использовать резцы для токарного станка по металлу 12х12 мм. Выполнение широкого спектра работ возможно за счет следующих резцов:
- проходного отогнутого;
- упорного;
- резьбового;
- расточного;
- отрезного;
- прорезного и других типов резцов.
На современном рынке инструментов вниманию потребителя предоставлен широкий ассортимент различных изделий для металлообрабатывающего оборудования.
Новичку, решившему приобрести набор резцов для токарного станка по металлу, специалисты рекомендуют детально ознакомиться с классификацией этих инструментов, внимательно изучить их конструктивные особенности и характеристики, чтобы в дальнейшем не пришлось сожалеть о сделанной покупке.
Резцы токарные — виды, типы, классификация, где купить

Токарные резцы — основной рабочий инструмент дерево и металлообрабатывающих станков, посредством которого обрабатываемым заготовкам придается требуемая форма и размеры.
Классификация токарных резцов выполняется по таким факторам как назначение, тип обработки, способ подачи и крепления, о чем мы детальнее поговорим в данной статье.
В публикации рассмотрены виды токарных резцов и их конструкция, приведены рекомендации по выбору инструмента и технологии его установки, а также представлена инструкция, следуя которой вы сможете правильно заточить резец своими руками.
Особенности конструкции
Токарные резцы состоят из двух конструктивных частей: режущей головки и державки, посредством которой инструмент крепится в посадочном гнезде (резцедержателе) станка. Держатель является основной частью резца, она может выполняться к квадратной либо прямоугольной форме.
Положениями действующих ГОСТ установлены основные размеры резцов:
- прямоугольной формы: 63*50, 50*40, 50*32, 40*32, 50*25, 25*20, 25*16, 20*12, 16*10 см;
- квадратной формы: 40*40, 32*32, 25*25, 20*20, 16*16, 12*12, 10*10, 8*8, 6*6, 4*4 см.
Головка выступает в качество основной рабочей части резца. Она состоит из заточенных под заданным углом кромок, именно от угла заточки зависит то, как именно резец будет срезать металл с обрабатываемой заготовки.

Выделяют следующие углы заточки:
- Основной задний (α) — образуется между задней плоскостью и плоскостью резания. От его значения зависит сила трения, образующаяся между деталью и инструментом. Конфигурация основного заднего угла оказывает ключевое влияния на качество обработки и скорость износа самого инструмента (чем угол больше, тем выше износ). Выбирается исходя из плотности обрабатываемой стали.
- Угол заострения (β) — формируется между задней и передней плоскостями, определяет остроту и механическую прочность инструмента.
- Основной передний (γ) — влияет на степень деформации срезаемого материала, также от него зависит необходимое для резания усилие и эффективность теплоотвода. Чем выше твердость обрабатываемой стали, тем меньшим должен быть передний угол.
- Угол резания (δ) — формируется между передними и задними плоскостями режущей головки.
- Основной угол в плане (φ ) — от данного угла зависит количество срезаемого материала при стандартной скорости подачи. В обратной пропорции по отношению к значению угла находится прочность инструмента и уровень вырабатываемых им вибраций, в прямой пропорции — качество обработки. Значение угла варьируется в пределах 10-900.
- Вторичный угол в плане (φ1 ) — чем он меньше, тем ниже шероховатость обрабатываемого металла.
- Угол вершины (ε) — формируется между режущей кромкой и задней вспомогательной плоскостью, значение в прямом соотношении с прочностью инструмента.
- Задний вспомогательный (а1) — при маленьких значениях угла достигается минимальная сила трения между обрабатываемой деталью и задней плоскостью резца;
- Наклон режущей кромки (λ) — от данного угла зависит геометрия контактирующей с деталью части резца. Именно этот угол определяет назначение инструмента: в резцах для чистовой обработки он отрицательный, для черновой — 13-150, для работы с закаленной сталью — 30-350, универсальные — 00.
Все элементы токарного резца по дереву или металлу (головка и державка) выполняются из одной марки стали, чаще всего это твердосплавные сплавы Т5К10 либо 16К20, классифицирующиеся как металлокерамические материалы повышенной износоустойчивости . к меню ↑
Классификация инструмента
Существует множество параметров классификации резцов в соответствии с действующими ГОСТ. Согласно конструктивным особенностям выделяют следующие типы токарных резцов:
- монолитные, в которых режущая головка и державка являются цельной конструкцией;
- сборные, в которых на головке выполнена напайка пластины из быстрорежущего сплава, обеспечивающая повышенную эффективность обработки — это один из наиболее распространенных разновидностей инструмента;
- сборные, с механически закрепленной пластиной — пластину на головке фиксирует болт, в такой конфигурации выполняются резцы с металлокерамическими пластинами;
- регулируемые.
В зависимости от качества обработки токарные резцы делятся на черновые и чистовые. Геометрия чернового инструмента обеспечивает возможность снятия материала большой толщины и сохранение твердости при сильном нагреве, возникающем при высокой скорости обработки. Чистовые аналоги имеют другое назначение, они нужны для работы на низких оборотах для снятия небольшой толщины материала.
Также выполняется классификация инструмента по направлению подачи, согласно которой выделяют правые и левые резцы. Под направлением подачи подразумевается сторона, с которой находится основная режущая кромка инструмента в момент, когда его головка обращена к лицевой части обрабатываемой детали.

Функциональное назначение — один основных параметров классификации данного инструмента. В соответствии с назначением токарные резцы делятся на:
- Отрезные (ГОСТ №18874-73) — используются на станках с поперечной подачей рабочего инстурмента, предназначены для обочки и обработки торцевый частей заготовок.
- Проходные (ГОСТ №18871-73) — могут устанавливать на станка как с поперечной, так и с продольной подачой. Применяются для подрезки торцов, обточки, формирования деталей конической и цилиндрической формы.
- Отрезные, они же канавочные (ГОСТ №18874-73) — монтируются на станки с поперечной подачей. Используются для резки монолитных кусков металла и протачивания канавок кольцевой формы.
- Расточные (ГОСТ №18872-73) — предназначены для растачивания отверстий (сквозных и глухих), формирования углублений и выемок.
- Фасонные (ГОСТ 18875-73) — используются с целью снятия наружных и внутренних фасок.
- Резьбовые (ГОСТ №18885-73) — позволяют нарезать резьбу метрического, дюймового и трапецеидального сечения (как внутреннюю, так и наружную).
Также токарные резцы делятся прямые, отогнутые и оттянутые в зависимости от положения режущей кромки по отношению к державке. В отогнутых кромка выполнена в виде прямой линии, в отогнутых — изогнутую, в оттянутых — кромка уже, чем ширина стержня. к меню ↑
Какие резцы выбрать, где купить?
Чтобы определить, какие резцы нужны именно в вашем случае, необходимо определиться со следующими моментами:
- какой металл вы будете обрабатывать и какие операции будут выполняться;
- расставить приоритеты между качеством, эффективностью обработки и износоустойчивостью инструмента.
В целом, начинающему токарю необходимо иметь в распоряжении три вида резцов: проходные (маркировка SDACR) — для обработки торцов, наружные нейтрального типа (SDNCN) и расточные (SDQCR). Это базовый комплект, позволяющие выполнять большую часть технологических операций.
Если вы заинтересованы в покупке инструмента на долгосрочную эксплуатацию, имеет смысл взять набор токарных резцов со сменными пластинами. В последствии вы сможете менять расходники, а не покупать новые державки после износа режущей головки.
Пару слов о производителях. Среди компаний, реализующих действительно качественную продукцию, которую стоит купить, выделим фирмы Hoffman Garant (Германия) и Proma (Чехия). В сегменте отечественных производителей внимания заслуживают фирмы СиТО (Гомельский инструментальный завод) и Калибр. Заказать с доставкой резцы можно по указанным ссылкам.
Также имеет смысл приобрести заточную машинку, которая позволит вам самостоятельно возвращать резцам работоспособность при износе, а не пользоваться услугами сторонних мастеров.
Тут необходимо заточно-шлифовальный агрегат оснащенный системой постоянного охлаждения с двумя абразивными кругами — из карбида кремния (для резцов из быстрорежущих сплавов) и электрокорунда (для твердосплавного инструмента).
При заточке первоначально необходимо обработать переднюю плоскость режущей головки, затем — дополнительную и заднюю, пока не сформируется ровная режущая кромка.
Источник



