
- Технологические виды и формы сборки
- Тесты по технологии .9 кл.
- Дистанционное обучение как современный формат преподавания
- Технология: теория и методика преподавания в образовательной организации
- Специфика преподавания технологии с учетом реализации ФГОС
- Оставьте свой комментарий
- Безлимитный доступ к занятиям с онлайн-репетиторами
- Подарочные сертификаты
Технологические виды и формы сборки




![]()
![]()
Значение сборки в производственном процессе
План лекции
Лекция 9. Основы технологии сборки
1. Значение сборки в производственном процессе
2. Технологические виды и формы сборки
3. Построение схемы сборки
4. Пригоночные работы при сборке
Сборочные работы являются заключительным этапом в производственном процессе, на котором из отдельных узлов и деталей собираются готовые изделия. Собранное изделие при недостаточно точном соединении отдельных деталей, даже если они изготовлены с заданной точностью, не будет обладать необходимыми эксплутационными качествами и надежно работать. Поэтому в производстве сборочные работы имеют первостепенное значение. Кроме того, в зависимости от вида и типа производства объем сборочных работ составляет от 10 до 50% общей трудоемкости. На сборочном конвейере отражается весь ход производства на предприятии, в том числе вопросы снабжения, внутризаводская и цеховая организация производства, а также уровень инженерной проработки изделия и технологии его изготовления.
Рассматривая технологичность изделия с точки зрения сборки, выделяют следующие критерии:
1. Степень взаимозаменяемости деталей и узлов машин. Изделие будет технологичным, если применяется принцип полой или неполной взаимозаменяемости, т.е. при сборке отсутствую дополнительные работы по подбору пар деталей в изделии и по пригонке или регулировке.
2. Наличие продуманной системы компенсаторов в случае необходимости пригонки или регулировки.
3. Удобство подходов для монтажа и демонтажа узлов и деталей изделия.
4. Возможность расчленения изделия на отдельные узлы, которые могут собираться и проверяться отдельно.
Организация выполнения сборочных работ определяется конструкцией изделия, масштабом выпуска и специфическими особенностями конкретного производства. Различаю три вида сборки:
а) по принципу индивидуальной пригонки;
б) по принципу полной взаимозаменяемости;
в) по принципу неполной взаимозаменяемости путем индивидуального или группового подбора.
Сборка по принципу индивидуальной пригонки применяется в единичном и мелкосерийном производстве. В этом случае, прежде чем направить детали на общую сборку, их подвергают ручной обработке и отделке, после чего пригоняют по месту опиливанием, пришабриванием, притиркой, шлифованием и т.д. Таким образом, осуществляется сборка по принципу индивидуальной пригонки.
Сборка по принципу полной взаимозаменяемости применяется в крупносерийном и массовом производстве. В этом случае деталь ставится на место к другой детали без предварительной сортировки и пригонки, обеспечивая соединение с необходимой посадкой. При такой сборке возможна организация поточного производства.
Сборка, при которой надлежащая посадка соединяемых деталей осуществляется путем предварительного подбора их по размерам, называется сборкой с неполной взаимозаменяемостью
Подбор таких деталей по размерам производится из любых деталей, изготовленных в пределах допуска. Это может быть индивидуальный подбор или, что применяется чаще, сортировка деталей на размерные группы – групповой подбор. Такая сборка также применяется в крупносерийном и массовом производстве.
По формам организации работы сборка подразделяется на два вида: стационарную и неподвижную.
Стационарная сборка характеризуется тем, что она выполняется группой рабочих на одном неподвижном месте, к которому подаются все детали и узлы.
Подвижная сборка характеризуется тем, что изделие в процессе сборки перемещается от одного рабочего места к другому, на которых выполняются закрепленные за ними операции. К этим рабочим местам подаются необходимые детали и узлы.
Выполнение процесса сборки может осуществляться следующими методами (рис. 9.1).
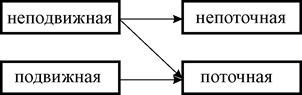
Рис. 9.1. Методы сборки.
Первый метод заключается в том, что машина полностью собирается из отдельных деталей одной бригадой сборщиков на одном сборочном месте с начала до конца. Этот метод применяется при стационарной сборке и присущ единичному производству.
Второй метод сборки заключается в том, что машина собирается одной бригадой рабочих из отдельных деталей и узлов, предварительно собранных другими рабочими вне стенда общей сборки. Этот метод является более производительным и применяется при стационарной сборке в серийном производстве.

Третий метод заключается в том, что процесс сборки дифференцируется на отдельные операции. Каждая операция выполняется на отдельном рабочем месте (подвижном или неподвижном) определенным рабочим или группой рабочих в определенный промежуток времени с соблюдением определенного такта сборки, что создает непрерывность (поточность) процессу сборки. Этот метод применяется в массовом и крупносерийном производстве, когда сборка ведется по принципу потока.
Подвижная поточная сборка производится на транспортных устройствах различного вида. При этом подача изделия может быть непрерывной или периодической. Это принимается в зависимости от размера производственной программы, характера выпускаемых изделий и т.д. Например, в автомобилестроении и тракторостроении применяется непрерывное движение конвейера, а в станкостроении – периодическое.
Сборочный процесс должен быть расчленен на простейшие операции, близкие (или кратные) по времени их выполнения. Достичь синхронизации сборочных операций, т.е. привести операционное время в соответствие с величиной такта сборки, можно различными мероприятиями:
увеличением количества рабочих на данной операции, если это возможно;
предварительным соединением деталей в сборочные единицы;
применением специальных приспособлений и инструментов;
объединением или расчленением операций;
организацией работы на параллельных рабочих местах линии сборочного потока.
Такт выпуска изделий t определяется исходя из годового выпуска по формуле:
 ,
,
где  — годовой действительный фонд времени работы конвейера;
— годовой действительный фонд времени работы конвейера;
h — коэффициент использования конвейера;
 — годовая программа выпуска изделий.
— годовая программа выпуска изделий.
Общая продолжительность сборки изделия определяется:
 ,
,
где n – число постов на сборочном конвейере, включая контрольные.
На конвейере не допускается применение пригоночных работ, т.к. они трудно нормируются и продолжительность пригонки каждого изделия различна. Если необходимость в таких работах неизбежна, то их выполняют рядом с конвейером.
Неподвижная поточная сборка применяется в основном для изделий большого веса, нетранспортабельных или требующих для перемещения сложных транспортных устройств. Весь процесс сборки также расчленяется на примерно одинаковые по времени операции, выполняемые определенными группами рабочих. Основания машин устанавливаются на неподвижных стендах в порядке последовательности сборочных операций. Рабочие, переходя от одного стенда к другому, выполняют только определенную операцию в установленный промежуток времени, соответствующий татку сборки. Готовые машины снимаются со стендов через определенный промежуток времени.
Источник
Тесты по технологии .9 кл.

Тесты по технологии (девочки)
для учащихся 9 классов
1.Какими по происхождению являются синтетические ткани.
2.Как называется построение чертежей деталей одежды?
3.Специальные машины – это машины, предназначенные:
1)Для выполнения только одной операции.
2)Выполнение нескольких операций.
3)Выполнение зигзагообразной строчки.
4. Подготовка швейной машины к шитью заключается:
1) в проверке наличия иглы и шпульного колпачка;
2) в соблюдении техники безопасности;
3) в организации ручного рабочего места.
5. Для выполнения влажно-тепловой обработки необходимы:
1) швейная машина;
3) электрический утюг.
6. С помощью чего снимают мерки?
3) сантиметровой лентой.
7. Почему машины петляет сверху?
1)Слабое натяжение нижней нити.
3)Слабое натяжение верхней нити.
8. Какие швы применяют при пошиве наволочки?
1) шов в подгибку с закрытым срезом;
3) шов в подгибку с открытым срезом.
9.Что относится к постельному белью?
10.Какими не могут быть сборки по способу изготовления ?
1 1 . Длительное отсутствие смазки механизмов швейной машины может способствовать:
а) тяжёлому ходу машины;
б) загрязнению сшиваемой ткани.
12 . Основным инструментом при выполнении вышивки свободной гладью является:
в) вязальные спицы;
13 . Результаты измерения нужно поделить пополам при записи мерки:
14 . Расширение прямой юбки по линии низа может быть выполнено:
а) дополнительными разрезами;
б) увеличением ширины заднего полотнища;
в) увеличением ширины переднего полотнища.
1 5 . Украшения из ткани в верхней части дверных и оконных проёмов называются:
16. Выбери и подчеркни правильный ответ:
1. Перед началом работы:
а) надеть спецодежду
б) подготовить рабочее место
в) выбрать инструменты.
2. При подготовке рабочего места:
а) выставить весь инструмент
б) выставить необходимый инструмент
в) взять новый инструмент
3. Работу необходимо начинать:
а) с разрешения учителя
б) по своему желанию
4. Работа выполняется:
а) на закрепленном учителем месте
б) самому выбрать место для работы
5. Во время работы нужно:
а) ходить по мастерской
б) находиться на рабочем месте
в) беседовать с товарищами
6. По окончании работы нужно:
а) убрать рабочее место
б) оставить инструмент на рабочем месте
в) снять спецодежду.
17. Свободный ход на швейной машине устанавливается при помощи:
1. винта – разъединителя;
2. махового колеса;
3. прижимной лапки.
18. Для построения чертежа юбки необходимы следующие мерки ( расшифруй обозначения ) 
19. Какой шов используют при пошиве носового платка:
шов в подгибку с закрытым срезом;
шов в подгибку с открытым срезом.
20. Рассмотрите рисунок и впишите в пустые кружки цифры от 1 до 7 в соответствии с правильным порядком выполнения работы по пошиву фартука. 






21. Установите соответствие между видами материалов и номером иглы:
Б) Бельевые ткани
В) Тонкая шерстяная ткань
А — разложить припуски шва на две стороны и зафиксировать утюгом
Б — отогнуть припуски шва на одну сторону и зафиксировать их
В — удалить замины на тканях и деталях изделия
23. Укажите буквами соответствие назначения основных рабочих органов швейной машины.
1) Служит для прокола ткани и образования петли.
2) Захватывает и расширяет петлю, осуществляет переплетение нитей.
3) Подает нить игле, затягивает стежок.
4) Служит для перемещения ткани на длину стежка.
5) Прижимает ткань, способствует перемещению.
А — зубчатая рейка.
Б — прижимная лапка.
24. К какому виду относится окантовочный шов?
А — соединительные швы
В — отделочные швы
25. Какие требования определяются данными характеристиками?
Укажите буквами соответствие.
1) Белье должно быть удобно в носке, свободно, иметь минимальную отделку.
2) Белье должно иметь определенный срок носки.
3) Белье должно быть красивым по форме и отделке.
26. Укажите буквами правильные ответы на поставленные вопросы.
1) Как называются линии, которыми обводят контуры выкроек?
2) Каким швом обрабатывают боковые срезы в юбке?
3) Каким швом обрабатывают низ изделия из х/б ткани?
4) Как называется деталь, которую выкраивают по форме горловины изделия?
5) Как называют стежки, которые выполняют по контуру деталей?
Б — копировальные стежки.
В — контурные линии.
Д — шов вподгибку с закрытым срезом.
27. Напишите название шва

28. Назовите мерку, по которой определяют размер одежды:
а) порванный участок ткани;
б) загрязнение отдельных участков ткани;
в) неровность окраски;
г) маркировка завода-изготовителя.
30. Разгадай кроссворд:
Неосыпающийся край ткани
Перед построением чертежа необходимо снять
для обработки срезов.

Курс повышения квалификации
Дистанционное обучение как современный формат преподавания
- Сейчас обучается 807 человек из 76 регионов
Курс профессиональной переподготовки
Технология: теория и методика преподавания в образовательной организации
- Сейчас обучается 481 человек из 71 региона
Курс повышения квалификации
Специфика преподавания технологии с учетом реализации ФГОС
- Сейчас обучается 225 человек из 58 регионов
Ищем педагогов в команду «Инфоурок»

Номер материала: ДБ-1395085
Международная дистанционная олимпиада Осень 2021
Не нашли то что искали?
Вам будут интересны эти курсы:
Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.
Безлимитный доступ к занятиям с онлайн-репетиторами
Выгоднее, чем оплачивать каждое занятие отдельно


Спортивные и творческие кружки должны появиться в каждой школе до 2024 года
Время чтения: 1 минута
Российский совет олимпиад школьников намерен усилить требования к олимпиадам
Время чтения: 2 минуты
Минобрнауки учредит именные стипендии для студентов из малочисленных народов
Время чтения: 1 минута
Рособрнадзор откажется от ОС Windows при проведении ЕГЭ до конца 2024 года
Время чтения: 1 минута
Минпросвещения разрабатывает образовательный минимум для подготовки педагогов
Время чтения: 2 минуты
В МГУ разрабатывают школьные учебники с дополненной реальностью
Время чтения: 2 минуты
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
Источник



