- Слесарно-механическая обработка
- Механическая обработка деталей и изделий (мехобработка, обработка металла, металлообработка). Слесарно-механическое восстановление
- Сфера применения
- Типы слесарно-механического восстановления изделий и деталей
- Простая механическая обработка деталей и изделий из металла, металлообработка изделий и деталей
- 1. Опиливание металла
- 2. Шабрение
- 3. Притирка пастами
- 4. Развертывание
- 5. Хонингование
- Сводная таблица видов простой механичекой обработки металлических изделий и деталей, металлообработки, мехобработки
- Комбинированная механическая обработка деталей и изделий из металла, металлообработка изделий и деталей
- 1. Штифтовка
- 2. Восстановление резьбовой поверхности
- 3. Постановка заплат
- 4. Метод ремонтных размеров
- 5. Метод дополнительной детали
- Сводная таблица видов комбинированной механической обработки деталей и изделий (мехобработки), обработки металла, металлообработки
Слесарно-механическая обработка
Сущность слесарно-механической обработки заключается в восстановлении правильной геометрической формы и поверхностных свойств деталей, а также обеспечении их первоначальной посадки.
Слесарно-механическую обработку, как способ восстановления деталей, можно разделить на следующие виды:
- штифтовка,
- постановка заплат,
- шлифование и притирка,
- восстановление деталей под ремонтный размер,
- постановка дополнительной детали.
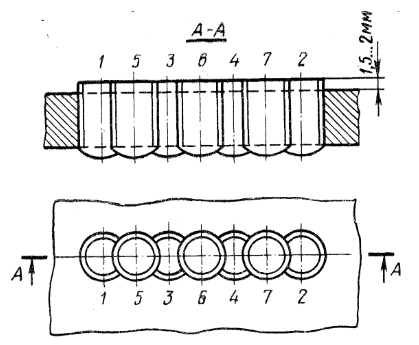
А) Штифтовка (длина трещины менее 30 мм) Ремонт деталей штифтовкой заключается в заделке трещин в неответственных местах путем постановки на всей длине трещины штифтов из красной меди с последующей их расчеканкой и поверхностным лужением. Работы при этом выполняются в следующей последовательности:
- определить границы трещины (мел и керосин),
- засверлить концы трещины, нарезать резьбу и ввернуть штифты из красной меди 0,6 мм,
- просверлить отверстие на расстоянии 9-10 мм от оси первого отверстия, просверленного в конце тещины и ввернуть штифт,
- просверлить отверстие между штифтами так, чтобы оно захватило 1/3 части одного и другого штифта и так же поставить штифты вдоль всей трещины. Высота штифтов должна быть больше (выше) поверхности блока на 0,1 — 0,2 мм,
- расчеканить выступающие концы штифтов и пропаять мягким припоем. Проверить качество.
Б) Постановка заплат
Постановкой заплат восстанавливаются картера агрегатов автомобилей, имеющих пробоины и трещины. Заплаты устанавливаются следующими способами:
- на винтах,
- на заклепках,
- приваркой,
- приклеиванием.
В) Шлифование и притирка
Этот способ наиболее часто применяется при ремонте сопряжения седло-клапан.
Для седел выпускного клапана применяют конусные абразивы под углом 30° (относительно горизонтальной оси), для выпускного клапана — 45°. Ремонт рабочих фасок седел клапанов производят шлифованием специальными абразивными камнями.
- перед исправлением седла клапана следует проверить состояние направляющей клапана,
- ширина рабочей фаски клапана не менее 2,5-3,0 мм.
Притирка — является завершающей операцией при восстановлении герметичности клапанов.
Г) Восстановление деталей под ремонтный размер.
Это один из наиболее старых и доступных способов. Сущность способа в том, что одна из деталей (более дорого стоящая) обрабатывается под меньший (вал) или больший (отверстие) размер, а другая заменяется на новую.
Предельно допустимые размеры отдельных деталей определяются:
- прочностью деталей,
- глубиной закаленного слоя (поверхностного).
Ремонтные размеры получают путем:
- проточки,
- расточки,
- шлифования,
- хонингования и т.д.
Ремонтные размеры имеют:
- шейки коленчатого вала,
- гильзы цилиндров,
- поршни,
- поршневые кольца,
- поршневые пальцы,
- стержни клапанов,
- тормозные барабаны,
- нажимные диски сцепления и др. детали.
Д) Восстановление деталей способом дополнительных деталей.
Этот способ применяется в том случае, когда необходимо восстановить и характер посадки, и первоначальные размеры деталей. Сущность состоит в том, что изношенная поверхность обрабатывается под больший или меньший размер и в основную деталь устанавливается дополнительная деталь (ввертыш, втулка и т.д.).
Этим способом восстанавливаются как круглые так и плоские детали. Для восстановления плоских поверхностей:
Для восстановления резьбовых отверстий применяются — ввертыши.
Крепление дополнительных деталей:
- за счет насадок с натягом,
- приварок в нескольких точках,
- применение стопорных винтов, шпилек, штифтов.
- отверстия под свечу,
- отверстия под подшипники заднего моста,
- отверстия под шкворни и т.д.
| Классификация способов восстановления деталейЭлектроды и режимы сварки, типы и маркировка электродов |
|---|
Доступные цены на материалы и монтаж кровли.
Источник
Механическая обработка деталей и изделий (мехобработка, обработка металла, металлообработка). Слесарно-механическое восстановление
Московский литейно-механический завод ООО «НТЦ-БУЛАТ» производит механическую обработку металлических изделий и деталей (мехобработку, обработку металла, металлообработку) из любых сплавов на заказ в Москве. Читать подробнее.
Производитель алюминиевых деталей методом литья под давлением с механической обработкой — компания ООО «НТЦ- БУЛАТ». Читать подробнее.
Определение
Сфера применения
Типы слесарно-механического восстановления изделий и деталей
Слесарно-механическое восстановление изделий и деталей – комплекс процедур той или иной сложности, направленный на восстановление правильной геометрической формы изделия и детали или её поверхностных свойств, а также на обеспечение их первоначальной посадки. При этом, указанные процедуры не требуют дорогостоящего оборудования. Экономическая сообразность метода заключается в низкой себестоимости ремонта, по сравнению с покупкой нового изделия или детали.
Сфера применения
Механической обработкой деталей и изделий и их слесарной обработкой (мехобработкой, обработкой металла, металлообработкой), как правило, восстанавливают изделия и детали с сопрягаемыми плоскими или с цилиндрическими поверхностями. Также восстанавливается функциональность различных технологических отверстий. Применяется, преимущественно, при ремонте деталей автомобилей и станков. Наиболее распространенные проблемы, решаемые при помощи этого метода:

- обрыв детали при скручивании;
- трещины и пробоины;
- изломы;
- износ режущих и прочих поверхностей;
- повреждение резьбы;
- износ лысок (плоских срезов на цилиндрических, конических или сферических участках детали, как правило, параллельных оси) и отверстий под штифты, пазы и т.д.
Типы слесарно-механического восстановления изделий и деталей
Восстановление изделий и деталей, в зависимости от типа повреждений, может происходить как методом простой слесарной или механической обработки, так и более сложными типами комбинированных слесарно-механических работ. Ниже представлены и описаны сначала разновидности простой обработки. Затем — комбинированной.
Простая механическая обработка деталей и изделий из металла, металлообработка изделий и деталей
(слесарная или механическая)
1. Опиливание металла
 Снятие слоя металла напильником.
Снятие слоя металла напильником.
Слесарный метод. Обеспечивает шероховатость поверхности 20 микрометров (0,001 мм, далее – мкм). Применяется в качестве черновой металлообработки, не требующей высокой точности. Основной инструмент – напильник, представляющий собой брусок из стали определенной длины и профиля, у которого на поверхности стоит нарезка.
2. Шабрение

Обработка поверхности специальным инструментом – шабером.
Слесарный метод обработки металла. Суть метода в соскабливании поверхностного слоя металла толщиной в 0,01 мм. Шабрением возможно достичь шероховатости поверхности 0,32 мкм. Операция считается одной из самых сложных и трудоемких, так как она практически не поддается механизации, а ее выполнение требует от исполнителя соответствующих навыков и достаточного опыта работы. Чаще всего, шабрение применяется при ремонте подшипников скольжения и некоторых других деталей компрессора.
3. Притирка пастами

Механическая обработка деталей абразивной пастой.
Механический метод мехобработки. С помощью абразивной пасты снимается очень тонкий слой поверхности металла. В состав такой пасты входит вещество для связки и абразивный порошок, натурального или искусственного происхождения. Метод позволяет получить шероховатость обработанной поверхности 0,01-0,05 мкм. Пастой обрабатывают парные детали, которые необходимо подогнать друг под друга (например, клапан и его седло), и обычные цилиндрические, конические, плоские и фасонные поверхности.
4. Развертывание

Механический метод металлообработки. Развёртка — специальный режущий инструмент для обработки отверстий. Сам процесс аналогичен процессу сверления, но развертка не пробивает отверстие, а снимает очень небольшой слой металла с его краев. Развертывание – это чистовой метод обработки поверхности металла, он обеспечивает точность в 7-9 квалитетов и шероховатость 0,16 мкм. Такая высокая точность достигается благодаря большому количеством кромок режущего инструмента.
Квалитет (степень точности) – совокупность допусков, соответствующих одинаковой степени точности (одному квалитету) для всех номинальных размеров. Квалитет – ступень градации значений допусков системы. Квалитеты 7 и 8 – наиболее используемые для размеров деталей точных ответственных соединений деталей в машиностроении, приборостроении и др. отраслях.
5. Хонингование

Хонингование цилиндров двигателя.
Механический метод обработки металла. Метод, способный дать наибольшую точность при обработке внутренней поверхности. При хонинговании бруски с нанесенной на них алмазной крошкой закрепляют в головке, которая совершает вращательное и возвратно-поступательное движение. Применяется для мехобработки поверхности гильз и цилиндров, нижней головки шатуна и т. д.
Сводная таблица видов простой механичекой обработки металлических изделий и деталей, металлообработки, мехобработки
| Тип работы | Сущность метода | Применяемость | Преимущества/недостатки | ||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Опиливание металла | В качестве черновой обработки, металла, не требующей высокой точности. | ||||||||||||||||||||||||
| Шабрение | Соскабливание поверхностного слоя металла специальным инструментом – шабером. | Обеспечение шероховатости поверхности в 0,32 мкм. Чаще всего, применяется при ремонте подшипников скольжения и некоторых других деталей компрессора. | |||||||||||||||||||||||
| Притирка пастами | С помощью абразивной пасты снимается очень тонкий слой поверхности металла. | Снятие тончайшего слоя металла со стенок отверстий. Чистовая металлообработка. | • можно в домашних условиях; Бруски с нанесенной на них алмазной крошкой закрепляют в головке, которая совершает вращательное и возвратно-поступательное движение. | Мехобработка поверхности гильз и цилиндров, нижней головки шатуна и т. д. | • наибольшая точность при обработке внутренней поверхности; Комбинированная механическая обработка деталей и изделий из металла, металлообработка изделий и деталей1. ШтифтовкаМетод механической обработки деталей и изделий (металлообработки изделий и деталей) применяется для заделки трещин длиной до 30 см в неответственных (ненагружаемых) частях деталей. Например, в корпусах редукторов или стенах охлаждающей полости блока. Ремонт детали штифтовкой осуществляется, как правило, в случаях, когда по каким-то технологическим причинам невозможно применить сварку, пайку или эпоксидные пасты. Порядок действий
I. Определение границ трещины. II. Просверливание сквозных отверстий по её концам, нарезание в них резьбы и вворачивание туда штифтов (гужонов) №1 и 2. Резьба у штифта должна быть несколько полнее, чем у отверстия, чтобы он вворачивался с некоторым усилием. Рекомендуемая толщина гужона – 5-10 мм, в зависимости от толщины трещины. III. Вставка штифтов №3 и №4 таким же образом на расстоянии 9-10 мм от крайних. IV. Просверливание отверстия между установленными штифтами так, чтобы оно захватило 1/3 части соседних штифтов, и установка гужонов вдоль всей трещины. Они должны выступать над поверхностью металла не более, чем на 1,5-2 мм. V. Расчеканка выступающих концов штифтов и пропайка мягким припоем. Порядок вкручивания штифтов в трещину (нижний рисунок) 2. Восстановление резьбовой поверхностиВосстановить резьбу можно с сохранением исходных размеров отверстия или с его увеличением. Оба метода мехобработки имеют свои достоинства и недостатки. B для обоих методов актуальным является не прорезание новой резьбы, а установка в отверстие спиралевидной вставки. Разновидности метода металлообработки
3. Постановка заплат
Прикрепленная сваркой заплата. Способ обработки металла позволяет избавиться от трещин и пробоин небольшого размера. Заплаты изготавливаются из того же материала, что и сама деталь. Крепиться они могут на винтах, на заклепках, сваркой или на клей. Чуть более сложная разновидность этого же метода – заделка трещин фигурными вставками. Применяется она, как правило, для корпусных деталей – в головках и блоках цилиндров двигателей, картерах коробок передач, задних мостах и т.д. Существует два типа фигурных вставок. Типы фигурных вставок Уплотняющие. Для заделки трещин длиной более 50 мм с обеспечением герметичности как толстостенных, так и тонкостенных деталей. Стягивающие. Для стягивания боковых кромок трещины на толстостенных деталях. 4. Метод ремонтных размеровДанный метод механической обработки (мехобработки) применяется для ремонта сложных узлов, сочетающих детали типа «вал» и какое-то технологическое отверстие. Суть метода в обработке поверхности таким образом, чтобы вернуть ей утраченную геометрическую форму и класс шероховатости. При этом исходный размер детали утрачивается за счет потери какого-то количества слоев металла. Если обрабатывалась деталь типа «вал» — то она уменьшается, если отверстие – его диаметр увеличивается. При этом вторая деталь подлежит замене (если диаметр отверстия увеличился, то потребуется вал большего размера). Поэтому металлообработке подвергается, как правило, более дорогая или уникальная часть пары «вал – отверстие». Получение ремонтного размера осуществляется каким-либо из описанных выше методов механической или слесарной обработки – шабрением, притиркой, развертыванием или хонингованием. Регламентируемые. Случай, когда завод-изготовитель предусмотрел возможность механической обработки (мехобработке) деталей до установленного размера и изготовил необходимые детали-напарники. Например, если диаметр цилиндра был увеличен до регламентируемого размера, не составит труда подобрать к нему новый заводской поршень. Нерегламентируемые. С нерегламентируемыми размерами вторая деталь изготавливается на заказ или самостоятельно. 5. Метод дополнительной детали
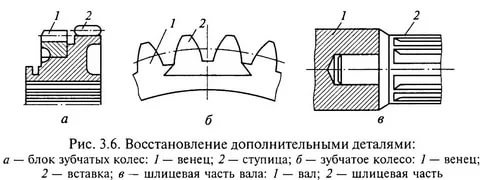
Пример схемы восстановления изделия дополнительными деталями. Метод обработки металла применяется для восстановления работоспособности деталей сложной формы с большим количеством рабочих поверхностей. Суть метода мехобработки в замене поврежденной части детали так называемым компенсатором, который должен восстановить её исходный размер и форму. На изображении выше представлены типичные примеры применения метода для блока зубчатых колес (восстановление венца и ступицы), зубчатого колеса (венец и вставка) и шлицевой части вала (восстановление самого вала и его шлицевой части). В целом можно выделить 2 разновидности метода металлообработки : с помощью компенсатора и пластинирование. Разновидности метода С помощью компенсатора. Компенсаторами, как правило, выступают втулки, гильзы, стаканы, кольца, диски, зубчатые вставки, резьбовые ввертыши и т.д. Как правило, их делают из того же материала, из которого изготовлена исходная деталь. Компенсатору придается исходный чертежный размер заменяемого участка, шероховатость его поверхности и прочие характеристики. Пластинирование. Облицовка рабочих поверхностей тонкими износостойкими легкосменяемыми пластинами. Применяется этот способ для ремонта деталей с интенсивно изнашивающимися поверхностями в виде гладких цилиндрических и конических отверстий, а также плоских поверхностей. Различают износостойкое (ресурсоувеличивающее), восстановительное и регулировочное пластинирование. Сводная таблица видов комбинированной механической обработки деталей и изделий (мехобработки), обработки металла, металлообработки
|