
- Волочение металлов: характеристика, область применения, способы проведения работ и процессы обработки
- Заготовки для волочения
- Суть процесса
- Выполнение процедуры
- Виды операции волочения
- Дополнительные способы
- Безоправочный метод обработки
- Другие способы протягивания
- Специальные станы для протяжки
- Варианты протяжки проволоки
- Что можно изготовить на стане
- Особые виды протяжки
- Какие бывают способы волочения
- Волочение
- Способы волочения
- Волочение без скольжения
- Бухтовое волочение труб
- Гидродинамическое волочение
- Длиннооправочное волочение
- Короткооправочное волочение
- Мокрое волочение
- Волочение на деформируемой оправке
- Волочение на закреплённой оправке
- Волочение на самоустанавливающейся оправке
- Волочение проволоки
- Волочение профилей
- Профилировочное волочение
- Волочение прутков
Волочение металлов: характеристика, область применения, способы проведения работ и процессы обработки

Инструмент, деформирующий металл при волочении, называется волоком. Сама процедура обработки используется уже достаточно давно. Применяется она в том случае, когда необходимо уменьшить поперечные параметры заготовки, а также ее диаметр.
Заготовки для волочения
Чаще всего волочение применяется для того, чтобы изготовить разнообразные металлические заготовки. Это могут быть профили с большим или же средним сечением, а также разной формы. Использовать такую процедуру обработки рекомендуется лишь в том случае, если ширина и толщина изначальной заготовки имеют соотношение не более 20.
Кроме этого, волочение металлов также используется и в той ситуации, когда необходимо, чтобы поверхность металла была гладкой и чистой. Чаще всего такие металлические изделия, как профили с большим или же средним сечением, могут быть вытянуты максимум до 6 метров. Волочение металла актуально для изделий с малым сечением и длинной протяженностью заготовки, соотношение между которыми, составляет не более 12. Под такими изделиями обычно понимают проволоки из меди, стали, алюминия. Применение такой операции, как волочение, дает возможность изготавливать проволоку с диаметром до 8 миллиметров. Здесь важно добавить, что если речь идет об обработке проволоки, то после операции волочения обязательно проводится дополнительная обработка. Это может быть дополнительное растяжение на специальных приспособлениях или погружение в специальные составы.
Третий и последний вариант заготовок — это трубы с любой формой и сечением. Волочение металлов особенно эффективно в том случае, если нужно изготовить полые конструкции. Дело в том, что этот метод позволяет выпускать тонкостенные по диаметру (0,3-0,4 мм) трубные изделия.

Суть процесса
Суть данного метода заключается в следующем. Металлические заготовки в виде полос или же сталь полосового типа с одинаковым сечением подают на станок волочильного типа. Оборудование имеет определенный канал, после прохождения которого, изделие приобретает нужную геометрическую форму и размер.
Каналы либо достаточно близки по диаметру, либо точно такие же по диаметру, как заготовки. Здесь важно отметить, что во время обработки металлов волочением, изделие не сужается сразу до нужных параметров. На протяжении всего канала от его входа к выходу диаметр постепенно уменьшается и только на самом выходе он равен тому показателю, который требуется получить в итоге. Здесь важно отметить, что поперечное сечение материала, которое и подвергается протягиванию, всегда будет больше, чем поперечное сечение канала самого оборудования. Именно за счет этой разницы и осуществляется эффективное изменение параметров.

Выполнение процедуры
Здесь нужно обратить внимание на несколько нюансов. Для начала важно знать, что обработка металлов давлением (волочением) осуществляется на специальной установке, которая называется волочильным станом. Прежде чем приступить к процедуре протягивания, необходимо заострить торец заготовки. Процедура должна выполняться таким образом, чтобы изделие без каких-либо проблем могло проникать в канал станка и при этом выходить на небольшое расстояние в том месте, где оно заканчивается. Конец, который «выглядывает», фиксируется прибором, входящим в состав волочильного стана. После этого и стартует сам процесс.

Виды операции волочения
Прессование и волочение металлов, как и любая другая операция, имеют несколько видов исполнения:
- Чистовое и черновое протягивание заготовки. Естественно, что если выполняется чистовая протяжка, то она же станет и финальной. Это значит, что на выходе изделие будет иметь необходимые параметры, сечение и так далее. Черновое протягивание еще называют заготовительным.
- Волочение может быть многониточным и однониточным. Здесь все довольно просто и понятно, при первом способе можно протягивать сразу несколько заготовок, а точнее, до восьми за один раз. Единственное, на что стоит обратить внимание, так это на то, что количество нитей всегда должно быть четным, то есть, 8, 4, 2.
- Есть процесс волочения металла, который именуется мокрым. В таком случае необходимо применять мыльную эмульсию. Может быть также и сухая обработка. В таком случае применяется емкость с раствором эмульсии.
- Сама процедура может быть многократной или однократной. Другими словами, здесь учитывается количество протягиваний, которое прошла одна и та же заготовка на стане.
Дополнительные способы
Отдельными вариантами выступают горячее и холодное протягивание. Отличие состоит в том, что эти две процедуры могут осуществляться на стане, у которого имеются волоки, продольно вращающиеся по отношению к своей оси, а также на неподвижном варианте оборудования.
Безоправочный метод обработки
Существует достаточно много способов волочения металлов и сплавов, а потому каждый стоит рассмотреть кратко.
Может применяться такой метод, как безоправочное протягивание. Данный метод подразумевает работу с заготовками из таких материалов, как цветные сплавы и металлы, а также различные трубные заготовки. Чаще всего этот метод выполняется при наличии двух волоков. Один применяется для того, чтобы осуществить обжатие по сечению, а второй — для центровки. Недостатком является то, что поверхность при такой процедуре сильно теряет в качестве, а потому метод используется лишь для уменьшения диаметра труб.

Другие способы протягивания
При выполнении операции нужно знать, какие величины характеризуют деформацию металла при волочении. В качестве таких параметров выступают обжатие по толщине заготовки, а также ее удлинение, по отношению к начальному размеру.
Достичь лучшего качества, чем при предыдущем методе обработки можно, если использовать другие варианты:
- Бухтовый. Данная процедура считается достаточно оптимальной, если необходимо обработать трубные заготовки из таких материалов, как медь, латунь, алюминий. Подразумевается протяжка смотанной в бухту заготовки. При использовании метода можно получить тонкостенные трубки с толщиной от 0,2 до 3 миллиметров и сечением от 1 до 70 миллиметров. Олифа, водная эмульсия, растительные или минеральные масла — это обязательные составы, без которых нельзя проводить такую операцию.
- Проведение операции на оправке, которая может быть деформируемая, зафиксированная.
- Один из распространенных методов называется стрежневым. Суть заключается в том, что внутрь заготовки вставляется стержень, выполненный из прочной марки стали. Операция протягивания выполняется вместе с этим стержнем, который удаляется после того, как вся заготовка прошла через волок. Чаще всего изготавливаются капиллярные трубки, сечение которых не более 1 мм.
Возможен также вариант протяжки труб на барабанах, относящихся к трубоволочильной группе, а также на траковых станах, которые снабжены цепями. Выбор способа основывается не только на том, какое оборудование имеется в наличии, а также и на свойствах и виде металла, из которого сделана обрабатываемая заготовка.

Специальные станы для протяжки
Может проходить обработка металла волочением в несколько проходов. Картинка будет представлена для наглядного примера.
Что касается заготовок, то они, чаще всего, из цветного металла и стали. Начальное сечение может быть равно 0,01 мм. Оборудование отличается типом волока, который на нем установлен. Допустим, станы с алмазными волоками применяются только для наиболее тонких изделий. Твердосплавный волок используется для средних и толстых заготовок. Стальное оборудование применяется только для работы с самыми крупными изделиями.
Само по себе устройство станов также может достаточно сильно отличаться. Некоторые из них могут развивать скорость обработки до 50 метров в секунду. Другие могут быть снабжены более чем двумя десятками волоков сразу. Определенные конструкции позволяют работать как со скольжением, так и без него. Барабаны для бухтовой обработки могут быть горизонтальными или вертикальными, может присутствовать электрический привод индивидуального типа или же группового типа.

Варианты протяжки проволоки
На самом деле существует несколько вариантов исполнения даже такой простой операции, как протяжка проволоки.
- Есть вариант, при котором захват проволоки не нужен. Заготовка движется вперед за счет усилия, приложенного с обратной стороны. Называется метод беззабивочным.
- Есть способ, который получил название гидродинамического. В данном случае подразумевается использование оборудования комбинированного типа. В состав такой техники входит насадное кольцо, напорная, а также рабочая волока. Стан приводится в действие от работы насосов с высоким давлением. Проблема заключается в том, что установка, а также использование данного стана, в плане стоимости слишком дороги. По этим причинам используется он только в том случае, если применение других вариантов, более простых, невозможно.
Что можно изготовить на стане
На станах волочильного типа можно без проблем изготавливать прутья квадратной, круглой или шестигранной формы. При этом они будут холоднодеформированного типа. Тут важно отметить, что даже незначительные изменения в технологическом процессе протекания процедуры позволяют изготавливать разные заготовки. Крупные изделия — с сечением более 3 см, мелкие прутки — с сечением менее 2,5 см. наиболее стандартная схема обработки выглядит таким образом: изделие в бухте помещается на стан, а далее выполняется процедура волочения. При стандартной обработке это всегда однократное волочение. После этого конструкция отправляется на автоматическую линию, где обычно и проходит финальную стадию обработки.
Особые виды протяжки
Так как на сегодняшний день технологии развились достаточно сильно, то иногда волочение может быть выполнено по одной из двух инновационных технологий. Первая называется электропластической. Метод основан на принципе того, что если во время протяжки пропустить через заготовку электрический ток, то усилия, требуемые для волочения, значительно снижаются. Используется этот инновационный метод чаще всего при обработке сплавов, которые сами по себе достаточно плохо поддаются любой деформации.
Ультразвуковой метод используется в частности для тех конструкций, которые изначально по своим характеристикам склонны к таким недостаткам, как деформационное старение, а также снижение пластических свойств при нагреве.
Источник
Какие бывают способы волочения
Автор: редакционная статья
Определение. Классификация видов. Способы волочения. Конструкция волочильного стана.

Волочение

Волочение — обработка металлов давлением, при которой изделия (заготовки) круглого или фасонного профиля (поперечного сечения) протягиваются через отверстие, сечение которого меньше сечения заготовки.
В результате поперечные размеры изделия уменьшаются, а длина увеличивается. Волочение широко применяется в производстве пруткового металла, проволоки, труб и другого. Производится на волочильных станах, основными частями которых являются волоки и устройство, тянущее через них металл.
По типу волочения
- сухое (волочение через ванночку с мыльным порошком)
- мокрое (через мыльную эмульсию)
По чистоте обработки:
- черновое (заготовительное)
- чистовое (заключительная операция, для придания готовому изделию требуемых формы, размеров и качества);
По кратности переходов:
- однократное
- многократное (с несколькими последовательными переходами волочения одной заготовки);
По параллельности обработки:
- однониточное
- многониточное (с количеством одновременно протягиваемых заготовок 2, 4, 8);
По подвижности волоки:
- через неподвижную волоку
- через вращающуюся относительно продольной оси волоку;
По нагреву заготовки:
- холодное волочение
- горячее волочение



Способы волочения
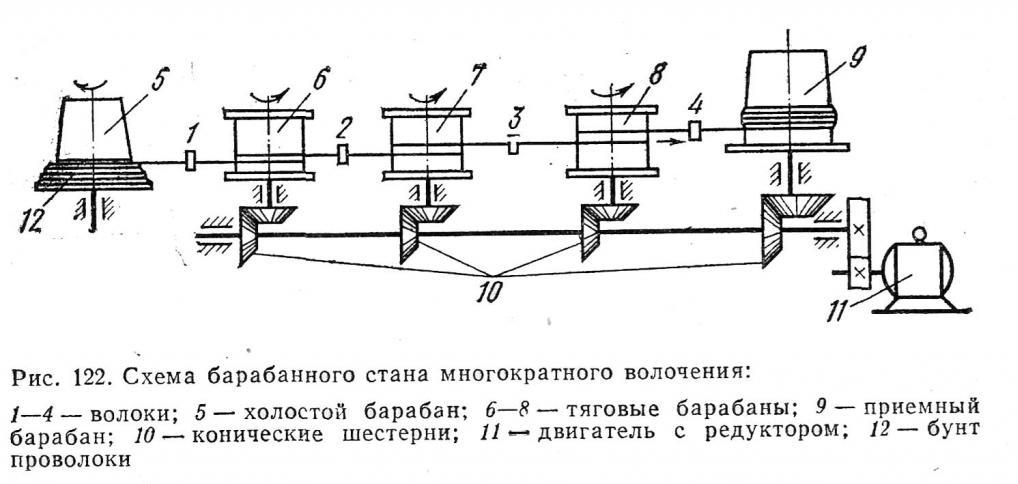
Барабанное волочение
Волочение проволоки, труб или профилей на волочильном стане барабанного типа
Беззабивочное волочение
Беззабивочное волочение — волочение с проталкиванием переднего конца заготовки через волоку без предварительного изготовления захватки.
Безоправочное волочение

Безоправочное волочение — волочение труб из сталей, цветных металлов и сплавов, при котором внутренняя поверхность заготовки при протягивании не контактирует с технологическим инструментом. Безоправочное волочение обычно осуществляют в две волоки, первая из которых служит для центровки трубы, а во второй осуществляется основное обжатие трубы по диаметру. Безоправочное волочение применяют чаще для промежуточных проходов с целью уменьшения диаметра протягиваемых труб. В ряде случаев (трубки малого диаметра) его используют и как отделочную операцию. Недостатки безоправочного волочения — низкое качество внутренней поверхности труб и большие различия в толщине стенки трубы после волочения
Волочение без скольжения
Производство проволоки на стане многократного волочения, с накоплением её запаса между соседними волоками, благодаря чему исключается проскальзывание проволоки относительно поверхностей барабанов.
Бухтовое волочение труб
Волочение трубы из заготовки, смотанной в бухту и (или) со сматыванием протянутой трубы в бухту; получило промышленное применение с 1930-х гг., широко используется при получении труб из цветных металлов и сплавов (меди, латуни и др.). При бухтовом способе применяются как оправочное, так и безоправочное волочение на трубоволочильных бухтовых станах и барабанах. Данным способом получают трубы (трубки) диаметром от 1 до 70 мм с толщиной стенки от 0,2—0,3 мм до 3 мм соответственно. Скорости волочения до 25—30 м/с, длина обрабатываемых труб до 5—6 км. В качестве технологических смазок при бухтовом волочении применяют растительные, и минеральные масла, водные эмульсии, олеиновую кислоту, натуральную и синтетическую олифу. При волочении алюминиевых труб используются более густые смазки, напр, масло Вапор с добавками веретенного. Внутрь трубы смазка заливается (впрыскивается) автоматически со стороны заковываемой части трубной заготовки.
Гидродинамическое волочение
Волочение проволоки с использованием комбинированных волочильных устройств, включая напорную волоку, кольцо-насадку и рабочую волоку. Смазка перед напорной волокой захватывается движущейся проволокой и вовлекается в микрозазор в кольцах-насадках. Микрозазор от кольца к кольцу уменьшается, давление смазки всё больше повышается, и у входа в деформационную зону рабочей волоки создаются условия жидкостного трения. Поэтому гидродинамическое волочение позволяет использовать не только эмульсии или лёгкие масла, но и достаточно густые смазки, например натриевое мыло. Создаваемые условия жидкостного трения позволяют проводить гидродинамическое волочение с повышенными скоростями при высоком качестве поверхности и точности протягиваемых изделий и существенно повышают стойкость волочильного инструмента.
Из-за необходимости использования насосов высокого давления и сложности заправки проволоки в волоки гидродинамическое волочение используют только в случаях, когда исключается возможность применения других, более простых способов волочения.
Длиннооправочное волочение
Волочение труб с протягиванием заготовки через волоку с длинной подвижной недеформируемой оправкой, которую затем извлекают из трубы.
Короткооправочное волочение
Волочение труб с обработкой внутренней поверхности заготовки короткой цилиндрической оправкой, удерживаемой в очаге деформации стержнем, закреплённым на станине волочильного стана
Мокрое волочение
Волочение с погружением волоки в жидкую смазку
Волочение на деформируемой оправке
Волочение труб с протягиванием заготовки через волоку на длинной подвижной оправке, деформируемой с заготовкой;
Волочение на закреплённой оправке
Один из наиболее, распространённых, методов волочения труб с середины XIX в. Закреплённая (короткая) оправка чаще всего цилиндрическая, иногда ей придают цилиндроконическую форму, что улучшает её центровку в очаге деформации. Закреплённые оправки выполняются полыми для труб большого диаметра и сплошными для тонкостенных труб меньшего диаметра;
Волочение на самоустанавливающейся оправке

Волочение труб с обработкой внутренней поверхности заготовки незакреплённой самоустанавливающейся оправкой, удерживаемой в очаге деформации уравновешиванием действующих на неё втягивающих и выталкивающих сил.
Волочение проволоки
Один из древнейших технологических процессов обработки металлов давлением. Волочением получают проволоку из сталей широкого сортамента, цветных металлов и сплавов диаметром от 16 до 25, скорости волочения до 50 м/с. Для тяжёлого (грубого) волочения обычно используют стальные волоки, толстое и среднее волочение проводят через твёрдосплавные, тонкое и тончайшее — через алмазные волоки. В качестве смазок при волочении проволоки обычно используют жидкие смазки и эмульсии. Единичные обжатия по переходам снижаются от 30-35 % при тяжелом и толстом волочении до 6-12 % при наитончайшем.
Волочение профилей

От простых прямоугольных до самой сложной формы. Крупные профили волочат на линейных волочильных станах, профили меньшего сечения — на барабанах или комбинированных прокатно-волочильных агрегатах. Для построения рациональной системы переходов при волочении профилей сложной формы используются теоретический и графический методы: В. В. Зверева, Прайслера, ЭГДА, песчаной насыпи, «сходственных контуров» и др.
Профилировочное волочение
Волочение труб некруглой (фасонной) формы с использованием двух технологических схем. По первой готовую трубу получают из заготовки круглого сечения безоправочным волочением в волоке с каналом фасонного сечения. По второй волочат на оправках фасонную заготовку, сечение которой подобно сечению готовой трубы. Волочение фасонных труб из фасонной заготовки позволяет снизить трудоемкость процесса, повысить точность размеров и качество внутренней поверхности труб.
Волочение прутков
Волочение преимущественно холоднодеформированных (тянутых) прутков круглого, квадратного и шестигранного сечений из цв. металлов и сплавов. Прутки малых сечений волочат на барабанах в один или несколько переходов. Волочение крупных прутков (диаметром > 25—30 мм) осуществляется в отрезках на цепных станах. Единичные и суммарные вытяжки при волочении прутков (обычно 1,25—1,4) определяются пластичностью протягиваемого материала. В отделочных (калибровочных) проходах вытяжки снижаются до 1,10-1,15. Наиболее прогрессивна технологическая схема производства тянутых прутков из цветных металлов и сплавов: бухтовая заготовка — однократное волочение (калибровка) — отделка на автомат, линиях типа «Schumag».
Источник



