
- Обратноступенчатая сварка — шаг за шагом в обратном направлении. Классификация швов и способы их выполнения в зависимости от длины
- Обратноступенчатый способ сварки: суть и назначение
- Классификация швов в зависимости от длины
- Способы выполнения сварочных швов различной длины
- Особенности выполнения обратноступенчатого способа сварки швов
- Виды швов в зависимости от длины (протяженности)
- Напряжения и деформации
- Обратноступенчатый способ сварки длинных швов
- Особенности выполнения обратноступенчатого способа сварки швов
- Виды швов в зависимости от длины (протяженности)
- Напряжения и деформации
- Большая Энциклопедия Нефти и Газа
- Обратноступенчатый способ — сварка
- Обратноступенчатый способ сварки длинных швов
- § 32. Техника выполнения швов
- Технология выполнения швов различной протяженности.
- Приемы и режимы дуговой сварки
Обратноступенчатая сварка — шаг за шагом в обратном направлении. Классификация швов и способы их выполнения в зависимости от длины
ГОСТ 2601-84 «Сварка металлов. Термины и определения основных понятий» классифицирует: сварка обратноступенчатым методом – это сварка, при которой шов выполняется следующими друг за другом участками в направлении, противоположном общему приращению шва.
Обратноступенчатый способ сварки: суть и назначение
Производится несколькими сварщиками одновременно. Применяется для уменьшения деформаций при сварке большой протяжённости и для того, чтобы избежать коробления заготовок от перегрева.
Напряжения и деформации возникают от неравномерного охлаждения или в результате усадки сварочной ванны в процессе охлаждения. Усадка вызывает деформации в прилегающем к ванне металле.
При автоматическом техпроцессе – однослойных швов любой длины, а также при ручной сварке – коротких, до 300 мм, швы заваривают с начала до конца, способ называют – напроход. Обратноступенчатый метод, как правило, подразумевает разбивку на участки от 100 до 300 мм.
Классификация швов в зависимости от длины
Короткими считают участки до 300 мм.
Средними – от 300 до 1000 мм. Дистанцию делят на несколько зон, каждую сваривают в направлении, противоположном предыдущей. Протяжённость соединений выбирают так, чтобы на них уходило от 2 до 3 целых электродов.
Длинные – больше 1000 мм. Делают обратноступенчатым способом от середины к краям. Соединения такой протяжённости применяют в судостроении и при изготовлении резервуаров большого объёма.
 Сварка швов различной протяженности: а — от середины к краям шва; б — обратно-ступенчатым способом от одного конца шва к другому; в, г — обратно-ступенчатым способом от середины к краям шва; д — обратно-ступенчатым способом от середины к краям шва вразбивку
Сварка швов различной протяженности: а — от середины к краям шва; б — обратно-ступенчатым способом от одного конца шва к другому; в, г — обратно-ступенчатым способом от середины к краям шва; д — обратно-ступенчатым способом от середины к краям шва вразбивку
Способы выполнения сварочных швов различной длины
Размер каждого захвата определяют так, чтобы ушло целое число электродов. Делают это для того, чтобы сварочная ванна прогревалась равномерно. Если металл тонкий – швы короче, толстый – длиннее. Разновидности обратноступенчатой сварки:
- Секциями – сварку ведут параллельно и одновременно два сварщика.
- Каскадом – ступеньками слой за слоем: после первого зачищают и подготавливают поверхность, второй делают длиннее первого. Отступают в сторону 30-40 мм и накладывают третий слой.
- Горкой – каскады швов ведут навстречу друг другу, образуя горку.
Чтобы избежать деформации, используют электроды большего диаметра и большую величину тока. Вертикальный нахлёсточный и кольцевой тавровый шов делают с двух сторон обратноступенчатым способом.
Заготовки толщиной больше средней соединяют многослойными швами. При этом первый – непрерывный, последующие – обратноступенчатые, секциями. Концы участков в смежных слоях совпадать не должны, их сдвигают на 15-20 мм из-за того, что в конечных точках вероятны шлаковые включения и непровары.
Источник
Особенности выполнения обратноступенчатого способа сварки швов
 Одним из оснований деления сварочных швов на виды является их длина (протяженность). Этот показатель очень важен, так как от него зависит определение порядка их выполнения. По этому основанию швы можно разделить на три группы: швы короткой, средней и большой длины.
Одним из оснований деления сварочных швов на виды является их длина (протяженность). Этот показатель очень важен, так как от него зависит определение порядка их выполнения. По этому основанию швы можно разделить на три группы: швы короткой, средней и большой длины.
Виды швов в зависимости от длины (протяженности)
Короткие швы имеют длину до 300 мм. Средняя длина шва составляет от 300 до 1000 мм. Швы длиной более 1000 мм называют длинными или швами большой протяженности. Каждый вид имеет свои особенности, о которых нужно знать в процессе сварочных работ.
Короткие сварные швы варятся в одном направлении. Средние швы разделяются на несколько зон, каждая из которых сваривается в направлении, противоположном предыдущему. В этом случае нужно выбрать такую длину зоны, чтобы на ней можно было использовать от двух до четырех электродов. Для варки средних по протяженности швов может использоваться обратноступенчатый способ сварки. Использование длинных швов происходит в резервуаростроении, судостроении. В этом случае также используется обратноступенчатая сварка.
Обратноступенчатая сварка используется для минимизации сварочных деформаций и напряжений при сварочных работах со швами средней и большой длины, а также во избежание коробления деталей.
Напряжения и деформации
Чтобы знать для каких целей необходимо сводить к минимуму появление напряжений и деформаций, нужно понимать, что означают эти понятия. Известно, что все металлы при нагреве расширяются, а при остывании — сжимаются. Напряжения – это силы, которые приложены к одной единице площади детали (как поверхности, так и поперечного сечения). Деформация – это изменение формы и/или размеров изделия под воздействием температурных изменений и/или механических и иных воздействий.
Напряжения внутри изделия при сварке возникают в результате неравномерного нагревания, охлаждения или литейной усадки сварочной ванны в жидком состоянии. Этот процесс характерен как для черных, так и для цветных металлов. Литейная усадка сварочной ванны приводит к остаточным напряжениям и деформациям в тех частях металла, которые прилегают ко шву. Такое может произойти из-за того, что при остывании сварочной ванны, она становится меньше, сужается в объеме, и начинает растягивать ближние слои металла. В этом случае изделие может быть деформировано и впоследствии стать некачественным. То есть, деформация является последствием неправильной работы сварщика и большого количества внутренних напряжений. Если работу осуществлять правильно, внутренние напряжения будут присутствовать, однако, их показатели не будут выходить за рамки установленной нормы и это не вызовет деформацию изделия.

Деформации подразделяются на несколько видов: упругая и остаточная (пластическая). Упругая деформация появляется при нагреве и приложении определенного количества силы на изделие, и пропадает, когда деталь либо остывает, либо прекращается воздействие силы. При остаточной деформации, возврат детали в первоначальную форму не происходит. Деформации увеличиваются на швах длинной протяженности и большого сечения.
Главный способ устранить деформацию – варить изделие в кондукторах. Кондуктор – это специальное приспособление для фиксации изделия. Это называется методом предварительного изгиба. Он широко применяется для деформаций, возникающих при варке угловых швов и сварке внахлёст. Если в качестве деталей для сварки выступают металлические листы, их выгибают в сторону, обратную предполагаемой деформации.

Обратноступенчатая сварка используется для однослойных и многослойных швов. При работе с многослойными швами начала и окончания каждой ступени в проходе нужно смещать по отношению к предыдущим на 20-40 мм. Шов разделяют на отдельные части длиной 100-300 мм. Обратноступенчатая сварка требует использования больших в диаметре электродов и работы с повышенными величинами и показателями электрического тока. Схема работы такова, что каждый новый участок должен свариваться новым электродом и в направлении, противоположном предыдущему. В зависимости от этого и происходит определение размера участка, на которые будет разделятся сварной шов.
Обратноступенчатая сварка бывает нескольких разновидностей: от середины к краям и вразброс.
Как и при любом сварочном процессе, обратноступенчатый способ сварки требует соблюдения правил электробезопасности. Важно знать, что можно использовать в качестве обратного провода. Обратный провод – это провод, соединяющий свариваемое изделие со сварочным аппаратом. В качестве него можно использовать гибкие провода или стальные шины.
Источник
Обратноступенчатый способ сварки длинных швов
Особенности выполнения обратноступенчатого способа сварки швов
Одним из оснований деления сварочных швов на виды является их длина (протяженность). Этот показатель очень важен, так как от него зависит определение порядка их выполнения. По этому основанию швы можно разделить на три группы: швы короткой, средней и большой длины.
Виды швов в зависимости от длины (протяженности)
Короткие швы имеют длину до 300 мм. Средняя длина шва составляет от 300 до 1000 мм. Швы длиной более 1000 мм называют длинными или швами большой протяженности. Каждый вид имеет свои особенности, о которых нужно знать в процессе сварочных работ.
Короткие сварные швы варятся в одном направлении. Средние швы разделяются на несколько зон, каждая из которых сваривается в направлении, противоположном предыдущему. В этом случае нужно выбрать такую длину зоны, чтобы на ней можно было использовать от двух до четырех электродов. Для варки средних по протяженности швов может использоваться обратноступенчатый способ сварки. Использование длинных швов происходит в резервуаростроении, судостроении. В этом случае также используется обратноступенчатая сварка.
Обратноступенчатая сварка используется для минимизации сварочных деформаций и напряжений при сварочных работах со швами средней и большой длины, а также во избежание коробления деталей.
Напряжения и деформации
Чтобы знать для каких целей необходимо сводить к минимуму появление напряжений и деформаций, нужно понимать, что означают эти понятия. Известно, что все металлы при нагреве расширяются, а при остывании — сжимаются. Напряжения – это силы, которые приложены к одной единице площади детали (как поверхности, так и поперечного сечения). Деформация – это изменение формы и/или размеров изделия под воздействием температурных изменений и/или механических и иных воздействий.
Напряжения внутри изделия при сварке возникают в результате неравномерного нагревания, охлаждения или литейной усадки сварочной ванны в жидком состоянии. Этот процесс характерен как для черных, так и для цветных металлов. Литейная усадка сварочной ванны приводит к остаточным напряжениям и деформациям в тех частях металла, которые прилегают ко шву. Такое может произойти из-за того, что при остывании сварочной ванны, она становится меньше, сужается в объеме, и начинает растягивать ближние слои металла. В этом случае изделие может быть деформировано и впоследствии стать некачественным. То есть, деформация является последствием неправильной работы сварщика и большого количества внутренних напряжений. Если работу осуществлять правильно, внутренние напряжения будут присутствовать, однако, их показатели не будут выходить за рамки установленной нормы и это не вызовет деформацию изделия.
Деформации подразделяются на несколько видов: упругая и остаточная (пластическая). Упругая деформация появляется при нагреве и приложении определенного количества силы на изделие, и пропадает, когда деталь либо остывает, либо прекращается воздействие силы. При остаточной деформации, возврат детали в первоначальную форму не происходит. Деформации увеличиваются на швах длинной протяженности и большого сечения.
Главный способ устранить деформацию – варить изделие в кондукторах. Кондуктор – это специальное приспособление для фиксации изделия. Это называется методом предварительного изгиба. Он широко применяется для деформаций, возникающих при варке угловых швов и сварке внахлёст. Если в качестве деталей для сварки выступают металлические листы, их выгибают в сторону, обратную предполагаемой деформации.
Обратноступенчатая сварка используется для однослойных и многослойных швов. При работе с многослойными швами начала и окончания каждой ступени в проходе нужно смещать по отношению к предыдущим на 20-40 мм. Шов разделяют на отдельные части длиной 100-300 мм. Обратноступенчатая сварка требует использования больших в диаметре электродов и работы с повышенными величинами и показателями электрического тока. Схема работы такова, что каждый новый участок должен свариваться новым электродом и в направлении, противоположном предыдущему. В зависимости от этого и происходит определение размера участка, на которые будет разделятся сварной шов.
Обратноступенчатая сварка бывает нескольких разновидностей: от середины к краям и вразброс.
Как и при любом сварочном процессе, обратноступенчатый способ сварки требует соблюдения правил электробезопасности. Важно знать, что можно использовать в качестве обратного провода. Обратный провод – это провод, соединяющий свариваемое изделие со сварочным аппаратом. В качестве него можно использовать гибкие провода или стальные шины.
Большая Энциклопедия Нефти и Газа
Обратноступенчатый способ — сварка
Обратноступенчатый способ сварки применяют для однослойных и многослойных швов. [1]
При многослойном обратноступенчатом способе сварки начала и концы отдельных ступеней в каждом проходе следует смещать относительно предыдущих на 20 — 40 мм. [3]
При сварке длинных швов листовых конструкций применяют обратноступенчатый способ сварки . [4]
Способ, показанный на рис. 60 д, предпочтителен, называется он так: обратноступенчатый способ сварки от середины к краям шва вразбивку. [5]
Для избежания возникновения значительных деформаций необходимо соблюдать следующие правила: применять электроды большого диаметра и большие величины тока; вести сварку одновременно двумя сварщиками; применять обратноступенчатый способ сварки . [7]
При автоматической сварке однослойных швов любой длины и при сварке коротких швов ( до 300 мм) вручную их заваривают от начала до конца — напроход. При обратноступенчатом способе сварки весь шов разбивают на отдельные участки длиной 100 — 300 мм. [9]
Во время сварки и особенно наплавки необходимо избегать непрерывного подвода тепла в одном направлении. Для этой цели используется обратноступенчатый способ сварки , сварка и наплавка вразброс. При наплавке больших поверхностей их разбивают на ряд равносторонних треугольников или прямоугольников с длиной сторон 130 — 150 мм. Каждую из таких маленьких площадок наплавляют паралелельными валиками, но при переходе от площадки к площадке направление наплавляемых валиков изменяют. Рекомендуется наплавка с перерывами. В этом случае исключается возможность непрерывного и интенсивного нарастания внутренних напряжений и деформаций. [10]
Сварку ведут от центра к краям. Лучшие результаты получаются при обратноступенчатом способе сварки . [11]
При монтаже решетчатых металлических конструкций монтажные швы сваривают ручной электродуговой сваркой, полуавтоматической порошковой проволокой и в защитной среде углекислого газа. При сварке рельсов подкрановых путей применяют ванную сварку. При этом сварку низкоуглеродистых сталей выполняют во всех пространственных положениях электродами Э42, Э42А, Э46 и Э50 с применением существующих приемов и технологии ручной электродуговой сварки — поперечного колебания электрода поперек угла раскрытия шва, обратноступенчатого способа сварки длинных швов , сварки горкой и каскадным методом, а также сварки углом назад и вперед. Сварку порошковой проволокой применяют только в нижнем положении. [12]
Длину участка выбирают такой, чтобы провести сварку целым чис — Лом электродов. При сварке тонкого металла участки делают короче, при сварке более толстого — длиннее. Сварку каждого участка ( ступени) ведут в направлении, обратном общему направлению сварки. Обратноступенчатый способ сварки имеет несколько разновидностей. Швы средней длины сваривают обратноступенчатым способом от одного конца шва к другому. Сварка каждой ступени производится в направлении предыдущего сваренного участка таким образом, что конец каждой ступени сваривают с началом предыдущей. [13]
Можно также взять флюс, состоящий из смеси 50 % буры и 50 % борной кислоты или 80 % буры и 20 % окиси кремния. Флюс замешивается на воде до консистенции сметаны. На кромки изделия он наносится за 15 — 20 мин до сварки. Наносить флюс необходимо с лицевой и с обратной сторон кромок. Для уменьшения коробления применяется обратноступенчатый способ сварки , причем начинают сварку на расстоянии 75 — 100 мм от края изделия. Желательно также св-арку вести на медной или стальной подкладке, что усиливает отвод тепла от шва. Сварку следует вести быстро и в один проход, колебаний проволокой не производить. Сварочная ванна должна быть покрыта тонким слоем шлака, а конец проволоки — погружен в ванну. Сварка производится как левым, так и правым способами. [14]
После приемки узлов конденсатора-холодильника производят сортировку узлов и деталей ящика с учетом последовательности их сборки и монтажа. Сборку ящика начинают со сборки днища. Листы днища собирают встык с зазором 3 — 4 мм на прихватках через 300 — 400 мм. По окончании сборки днища листы днища сваривают с применением главным образом полуавтоматической или автоматической сварки. Швы сваривают без разделки кромок на остающейся стальной подкладке толщиной 2 — 3 мм и шириной 300 — 400 мм, которую прихватывают перед стыковкой листов. Сварку ведут от центра к краям. Лучшие результаты получаются при обратноступенчатом способе сварки . [15]
Обратноступенчатый способ сварки длинных швов




§ 32. Техника выполнения швов
Зажигание дуги. Существует два способа зажигания дуги покрытыми электродами — прямым отрывом и отрывом по кривой. Первый способ называют зажиганием впритык. Второй напоминает движение при зажигании спички и поэтому его называют чирканьем.
Сварщики успешно используют оба способа зажигания дуги, причем первый чаще применяется при сварке в узких и неудобных местах.
Длина дуги. Немедленно после зажигания дуги начинается плавление основного и электродного металлов. На изделии образуется ванна расплавленного металла. Сварщик должен поддерживать горение дуги так, чтобы ее длина была постоянной. От правильно выбранной длины дуги весьма сильно зависят производительность сварки и качество сварного шва.
Сварщик должен подавать электрод в дугу со скоростью, равной скорости плавления электрода. Умение поддерживать дугу постоянной длины характеризует квалификацию сварщика.
Нормальной считают длину дуги, равную 0,5 — 1,1 диаметра стержня электрода (в зависимости от типа и марки электрода и положения сварки в пространстве). Увеличение длины дуги снижает устойчивое ее горение, глубину проплавления основного металла, повышает потери на угар и разбрызгивание электрода, вызывает образование шва с неровной поверхностью и усиливает вредное воздействие окружающей атмосферы на расплавленный металл.
Положение электрода. Наклон электрода при сварке зависит от положения сварки в пространстве, толщины и состава свариваемого металла, диаметра электрода, вида и толщины покрытия.
Направление сварки может быть слева направо, справа налево, от себя и к себе (рис. 46, а).
Независимо от направления сварки положение электрода должно быть определенным: он должен быть наклонен к оси шва так, чтобы металл свариваемого изделия проплавлялся на наибольшую глубину. Для получения плотного и ровного шва при сварке в нижнем положении на горизонтальной плоскости угол наклона электрода должен быть 15° от вертикали в сторону ведения шва (рис. 46, б).
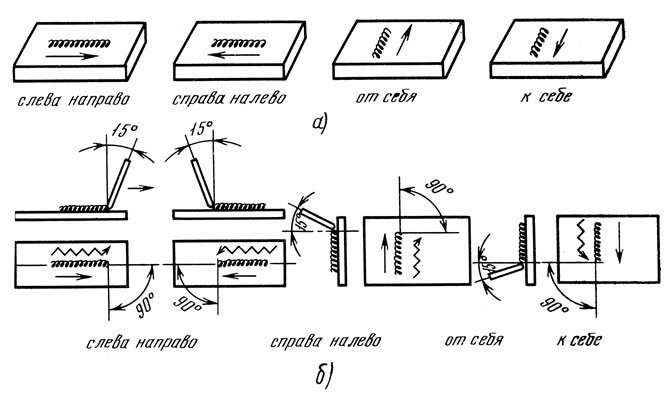
Рис. 46. Направления сварки (а) и наклон электрода (б)
Обычно дуга сохраняет направление оси электрода; указанным наклоном электрода сварщик добивается максимального проплавления металла изделия. При этом улучшается формирование шва, а также уменьшается скорость охлаждения металла сварочной ванны, что предотвращает образование горячих трещин в шве.
При шланговой полуавтоматической сварке положение электродной проволоки аналогично положению электрода при ручной сварке покрытыми электродами.
Угол наклона электрода при ручной сварке в нижнем, вертикальном, потолочном и горизонтальном положениях приведен на рис. 46, б, 53, а — в, 54, а — в.
Колебательные движения электрода. Для получения валика нужной ширины производят поперечные колебательные движения электрода. Если перемещать электрод только вдоль оси шва без поперечных колебательных движений, то ширина валика определяется лишь силой сварочного тока и скоростью сварки и составляет от 0,8 до 1,5 диаметра электрода. Такие узкие (ниточные) валики применяют при сварке тонких листов, при наложении первого (корневого) слоя многослойного шва, при сварке по способу опирания и в других случаях.
Чаще всего применяют швы шириной от 1,5 до 4 диаметров электрода, получаемые с помощью поперечных колебательных движений электрода.
Наиболее распространенные виды поперечных колебательных движений электрода при ручной сварке (рис. 47):
прямые по ломаной линии;
полумесяцем, обращенным концами к наплавленному шву;
полумесяцем, обращенным концами к направлению сварки;
петлеобразные с задержкой в определенных местах.
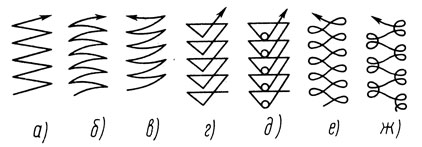
Рис. 47. Основные виды поперечных движений конца электрода: а, б, в, г — при обычных швах, д, е, ж — при швах с усиленным прогревом кромок
Поперечные движения по ломаной линии часто применяют для получения наплавочных валиков, при сварке листов встык без скоса кромок в нижнем положении и в тех случаях, когда нет возможности прожога свариваемой детали.
Движения полумесяцем, обращенным концами к наплавленному шву, применяют для стыковых швов со скосом кромок и для угловых швов с катетом менее 6 мм, выполняемых в любом положении электродами диаметрами до 4 мм.
Движения треугольником неизбежны при выполнении угловых швов с катетами шва более 6 мм и стыковых со скосом кромок в любом пространственном положении. В этом случае достигается хороший провар корня и удовлетворительное формирование шва.
Петлеобразные движения применяют в случаях, требующих большого прогрева металла по краям шва, главным образом при сварке листов из высоколегированных сталей. Эти стали обладают высокой текучестью и для удовлетворительного формирования шва приходится задерживать электрод на краях, с тем чтобы предотвратить прожог в центре шва и вытекание металла из сварочной ванны при вертикальной сварке. Петлеобразные движения можно с успехом заменить движениями полумесяцем с задержкой дуги по краям шва.
Способы заполнения шва по длине и сечению. Швы по длине выполняют напроход и обратно-ступенчатым способом. Сущность способа сварки напроход заключается в том, что шов выполняется от начала до конца в одном направлении.
Обратноступенчатый способ состоит в том, что длинный шов делят на сравнительно короткие участки.
По способу заполнения швов по сечению различают однослойные швы (рис. 48, а), многопроходные многослойные (рис. 48, б) и многослойные (рис. 48, в).
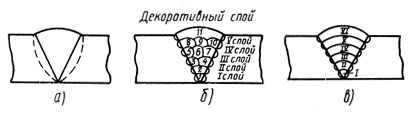
Рис. 48. Сварные швы: а — однослойный и однопроходной, б — многослойный и многопроходной, в — многослойный
Если число слоев равно числу проходов, то такой шов называют многослойным. Если некоторые из слоев выполняются за несколько проходов, то такой шов называют многопроходным.
Многослойные швы чаще применяют в стыковых соединениях, многопроходные — в угловых и тавровых.
Для более равномерного нагрева металла шва по всей его длине швы выполняются способами двойного слоя, секциями, каскадом и горкой, причем в основу всех этих способов положен принцип обратноступенчатой сварки (рис. 49).
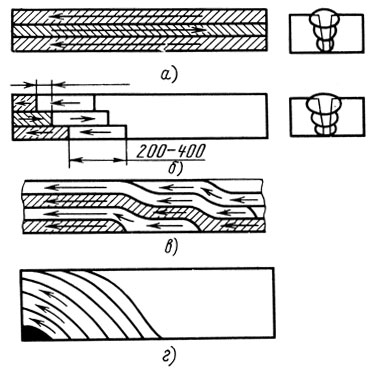
Рис. 49. Схемы заполнения многослойного шва с малым интервалом времени: а — секциями, б — каскадом, в — горкой
Сущность способа двойного слоя заключается в том, что наложение второго слоя производится по неостывшему первому после удаления сварочного шлака. Сварка на длине 200 — 400 мм ведется в противоположных направлениях. Этим предотвращается появление горячих трещин в шве при сварке металла толщиной 15 — 20 мм, обладающего значительной жесткостью.
При толщине стальных листов 20 — 25 мм и более для предотвращения трещины применяют сварку каскадом или горкой. Заполнение многослойного шва для сварки секциями и каскадом производится, как видно из рис. 49, по всей свариваемой толщине на определенной длине ступени. Длина ступени подбирается такой, чтобы металл в корне шва имел температуру не менее 200°С в процессе выполнения шва по всей толщине. В этом случае металл обладает высокой пластичностью и трещин не образуется. Длина ступени при каскадной сварке равна 200 — 400 мм, а при сварке секциями — больше. Сварка горкой производится проходами по всей толщине металла. Способ сварки выбирается в зависимости от химического состава и толщины металла, числа слоев и жесткости свариваемого изделия.
Многослойная сварка имеет перед однослойной следующие преимущества:
1. Уменьшается объем сварочной ванны, в результате чего скорость остывания металла возрастает и размер зерен уменьшается.
2. Химический состав металла шва близок к химическому составу наплавленного металла, так как малая сила сварочного тока при многослойной сварке способствует расплавлению незначительного количества основного металла.
3. Каждый последующий слой шва термически обрабатывает металл предыдущего слоя и околошовный металл имеет мелкозернистую структуру с повышенной пластичностью и вязкостью.
Каждый слой шва должен иметь толщину 3 — 5 мм (при сварке низкоуглеродистой стали) в зависимости от силы сварочного тока.
При сварочном токе 100 А дуга расплавляет металл верхнего слоя на глубину около 1,5 мм, а металл нижнего слоя (глубина более 1,5 мм) нагревается от 1500 до 1100°С и при быстром охлаждении образует мелкозернистую литую структуру.
При сварочном токе 200 А толщина слоя может быть увеличена до 5 мм, а термическая обработка нижнего слоя произойдет на глубине около 2,5 мм.
Термическая обработка металла корневого шва с получением мелкозернистой структуры осуществляется нанесением подварочного валика, который выполняется электродом диаметром 3 мм при сварочном токе 100 А. Перед нанесением подварочного валика корень шва очищают термической резкой или резцом. Подварочный валик накладывается по длине напроход.
Термическая обработка металла верхнего слоя выполняется нанесением отжигающего (декоративного) слоя. Толщина отжигающего слоя должна быть минимальной (1 — 2 мм), обеспечивающей высокую скорость остывания и мелкозернистую структуру верхнего слоя. Отжигающий слой выполняется электродами диаметрами 5 — 6 мм при токе 200 — 300 А в зависимости от толщины листа.
Окончание шва. В конце шва нельзя сразу обрывать дугу и оставлять на поверхности металла кратер. Кратер может вызвать появление трещины в шве вследствие содержания в нем примесей, прежде всего серы и фосфора. При сварке низкоуглеродистой стали кратер заполняют электродным металлом или выводят его в сторону на основной металл. При сварке стали, «склонной к образованию закалочных микроструктур, вывод кратера в сторону недопустим ввиду возможности образования трещины. Не рекомендуется заваривать кратер за несколько обрывов и зажиганий дуги ввиду образования окисных загрязнений металла. Лучшим способом окончания шва будет заполнение кратера металлом за счет прекращения поступательного движения электрода вниз и медленного удлинения дуги до ее обрыва.
Технология выполнения швов различной протяженности.
3. Объясните назначение покрытия на плавящихся электродах.
Ответы
1. 1. Сварочная дуга.
Сварочной дугой называется электрический разряд между двумя электродами в ионизированной смеси газов и паров, характеризующийся высокой плотностью тока и малым напряжением.
В зависимости от схемы подвода сварочного тока, рода тока и других признаков различают следующие виды сварочных дуг:
дуга прямого действия (рис а), когда дуга горит между электродом и свариваемым металлом;
дуга косвенного действия (рис б), когда дуга горит между двумя электродами, а свариваемый металл не включен в электрическую цепь;
дуга между двумя плавящимися электродами и свариваемым изделием при питании переменным трехфазным током (рис. в);
сжатая дуга (рис г) — дугу сжимают при помощи подачи газа на дугу, для уменьшения сварочной дуги( тем самым уменьшается анодное пятно) , увеличивается глубина провара , уменьшается ширина сварочной ванны и уменьшается разбрызгивание металла.


Сварочная дуга состоит из катодной области, столба дуги и анодной области: катодная область, 2 — столб дуги, 3 — анодная область.
Температура в столбе дуги достигает 6000 . 7000° С , в анодной области- 2500-4000, в катодной области- 2500-3000 градусов.
Технология выполнения швов различной протяженности.
Все сварные швы в зависимости от их длины условно разбивают на три группы:
• короткие — до 250 мм • средней длины — от 250 до 1000 мм; • длинные — от 1000 мм и более.
Короткие швы выполняют «на проход» в одном направлении, т. е. при движении электрода от начала шва к концу (рис. а).
При выполнении швов средней длины и длинных возможно деформация изделий. Чтобы избежать этого, швы средней длины выполняют «на проход» от середины к концам (рис. б) или обратноступенчатым способом (рис. в), сущность которого состоит в том, что весь шов разбивают на участки длиной 100-350 мм с таким расчетом, чтобы каждый из них мог быть выполнен целым числом электродов (двумя, тремя и т. д.). При этом переход от участка к участку совмещается со сменой электрода. Каждый участок заваривается в направлении, обратном общему направлению сварки, а последний всегда заваривается «на выход».
Длинные швы выполняют от середины к концам обратноступенчатым способом (рис, г). В данном случае возможно организовать работу одновременно двух сварщиков.

Задача. Объясните назначение покрытия на плавящихся электродах.
Покрытия на плавящихся электродах предназначено для:
1. Защиты расплавленного металла от кислорода и азота воздуха при сварке. Это достигается газами, которые образуются из покрытия в зоне дуги.
2. Теплоизоляция расплавленного металла шва. Этим достигается пластичность шва.
3. Обеспечение устойчивого горения дуги, за счет введения в покрытие ионизирующих добавок.
4. Легирование металла шва.
Устройство и назначение сварочного трансформатора.
Оборудование и классификация сварочного поста электросварщика.
Задача. Подобрать основные параметры сварки для металла толщиной 8 мм. Сварка в нижнем положении.
Ответы
Вопрос 1. Устройство и назначение сварочного трансформатора.
Для дуговой сварки используют как переменный, так и постоянный сварочный ток. В качестве источника переменного сварочного тока применяют сварочные трансформаторы, а постоянного — сварочные выпрямители и сварочные преобразователи.
Источник питания сварочной дуги – сварочный трансформатор — обозначается следующим образом: Например:
ТДМ-317, где:
Т — трансформатор;
Д — для дуговой сварки;
М — механическое регулирование;
31 — номинальный ток 310 А;
7 — модель.
Сварочный трансформатор служит для понижения напряжения сети с 220 или 380 В до безопасного, но достаточного для легкого зажигания и устойчивого горения электрической дуги (не более 80 В), а также для регулировки силы сварочного тока.
Трансформатор имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, — вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60-65 В; напряжение при ручной сварке обычно не превышает 20-30 В.
В нижней части сердечника находится первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора.
Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки по часовой стрелке вторичная обмотка приближается к первичной, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, и сварочный ток уменьшается.
Так же в трансформаторе есть амперметр- показывающий силу тока и вольтметр- показывающий напряжение в сети.
2.Сварочным постом называют рабочее место сварщика, оборудованное соответствующей аппаратурой и приспособлениями.
Организация рабочего места электросварщика.
Сварочные посты в зависимости от рода применяемого тока и типа источника питания дуги делятся на следующее виды:
• постоянного тока с питанием от однопостового или многопостового сварочного преобразователя или сварочного выпрямителя;
• переменного тока с питанием от сварочного трансформатора.
Сварочные посты по месту расположения могут быть стационарные и передвижные.
Стационарные посты представляют собой открытые сверху кабины для сварки изделий небольших размеров. Каркас кабины металлический. Стены окрашены в светлые тона огнестойкой краской. Окраска стен в темные тона не рекомендуется, так как она плохо поглощает ультрафиолетовые лучи сварочной дуги. Высота сварочного стола 500-600 мм; крышка стола площадью 1 м 2 , которую изготавливают из листовой стали толщиной около 25 мм. К нижней части крышки или ножки стола приваривают стальной болт, служащий для крепления токопроводящего кабеля от источника тока и для заземления. У стола сбоку имеется два кармана для электродов разных марок. Под ногами у сварщика должен находиться резиновый коврик.
Передвижной пост применяется в случаях сварки изделия крупных форм и необходимости проведения сварки в нестандартных условиях.
Сварочный пост комплектуется: • источником питания;• электрододержателем;• сварочными проводами;• зажимами для токопроводящего провода;• сварочным щитком с защитными светофильтрами;• различными зачистными и мерительными инструментами.
—Кабели и сварочные провода. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи.Токоподводящий провод соединяется с изделием через специальные зажимы.
Сварщики обеспечиваются средствами личной защиты, спецодеждой.
Одежда сварщика изготавливается из различных тканей, которые должны удовлетворять двум основным требованиям:
• наружная поверхность одежды должна быть огнестойкой и термостойкой;
• внутренняя (изнаночная) поверхность одежды должна быть влагопоглощающей.
Исходя из этих требований одежду для сварщиков — куртку и брюки — шьют из брезента, сукна, замши; иногда ткани комбинируют.
При выполнении сварочных работ сварщик пользуется традиционным инструментом: металлической щеткой для зачистки кромок и удаления шлака; молотком-шлакоотделителем для удаления шлаковой корки; зубилом; рулеткой металлической, угольником, чертилкой.
3.Задача. Подобрать основные параметры сварки для металла толщиной 8 мм. Сварка в нижнем положении.
Выбор диаметра электрода.
Диаметр выбирают по толщине свариваемого металла. В данном случае необходимы электроды двух диаметров, так как шов многослойный.
Для выполнения корневого шва выбирают электрод диаметром 2 мм, а последующие слои выполняют электродами 4 мм.
Силу тока рассчитывают по формуле
I=(20+6Dэл)Dэл.
Для Ø 2 мм I=(20+6Dэл)Dэл=(20+6∙2)∙2=64 А.
Для Ø 4 мм I=(20+6Dэл)Dэл=(20+6∙4)∙4=176 А.
Принимают переменный ток.
Для зажигания дугового разряда нужно иметь от источника питания напряжение 30-60 В, а для горения — 20-40 В.
Приемы и режимы дуговой сварки
Приемы дуговой сварки
Сварка производится с помощью металлических электродов, снабженных покрытием. В начале работы необходимо зажечь дугу и установить требуемое значение сварочного тока, которое будет зависеть от особенностей сварного соединения и типа электрода. Чаще дугу зажигают, чиркая электродом вдоль поверхности металла. Нормальная длина дуги составляет 0,5-1,1 диаметра электрода; с увеличением длины дуги внешний вид шва и глубина проплавления металла ухудшаются.
Сварку можно производить в разных направлениях: справа налево, слева направо, от себя, к себе. Каким бы ни было направление сварки, угол наклона электрода в сторону ведения шва должен составлять 15°.
Первое движение электрода — поступательное, вдоль оси — обеспечивает постоянную длину дуги и необходимую скорость плавления электрода.
Второе движение электрода — вдоль оси образующегося валика в направлении наплавки — обеспечивает образование сварочного шва.
Третье движение электрода — поперечное колебательное — обеспечивает прогрев кромок (слабый или усиленный), усиленный прогрев одной из кромок или усиленный прогрев корня шва.
При сварке в нижнем положении удается получить шов наиболее высокого качества. Сечение шва можно заполнить в один проход, в несколько проходов или многослойно.
На рис. 1 показан сформированный шов однопроходного сечения. Его выполняют поперечными колебательными движениями электрода.
Рис. 1. Однопроходное сечение стыкового шва
На рис. 2 показан многослойный стыковой шов, в котором количество слоев равно числу проходов электрода. Первый слой выполняют без поперечных колебаний, последующие — поперечными колебаниями. При этом способе обеспечивается качественный провар первого слоя. Каждый предыдущий шов необходимо очищать от брызг металла и шлака.
Рис. 2. Многослойное сечение стыкового шва
На рис. 3 показан многопроходный шов, в котором последний валик выполняют на всю ширину разделки.
Рис. 3. Многопроходное сечение стыкового шва
Длина шва при ручной дуговой сварке обычно составляет 300-1000 мм. Сварочные швы длиной до 300 мм называются короткими; 300-1000 мм — средними; длиной более 1000 мм — длинными. Проще всего выполнять короткие швы: движение напроход производится от начала до конца шва. Средние швы выполняют от середины к концу или обратноступенчатым способом. Длинные швы варят обратноступенчатым способом, разбивая их на отрезки длиной около 200 мм; направление, в котором производится сварка каждого из участков, не должно совпадать с общим направлением сварки. На рис. 4 показаны различные схемы сварки.
Рис. 4. Схемы сварки
а — сварка напроход; б — сварка от середины к краям; в — обратноступенчатый способ;
Свариваемые детали можно располагать несколькими способами. При сварке на весу, когда детали соединяются только между собой, нужно качественно проварить корень шва и правильно сформировать обратный валик. Можно использовать для подкладывания под свариваемые детали медную или стальную прокладку, причем стальная прокладка приваривается к деталям, а медная — снимается. Если по технологии допустимо наличие выпуклости на обратной стороне изделия, то можно подварить корень шва, а затем уложить основной сварочный шов.
Окончание сварки играет важную роль. При обрыве сварочной дуги необходимо правильно заварить кратер, где скапливается наибольшее количество вредных примесей, что грозит впоследствии образованием трещин. При обрыве дуги нельзя резко удалять электрод от поверхности металла: электрод перестают перемещать и медленно удлиняют сварочную дугу до ее обрыва. При сварке низкоуглеродистых марок стали кратер выводят в сторону от варочного шва, на поверхность основного металла. При сварке марок стали, образующих закалочные структуры, такой вывод кратера недопустим.
Режимы дуговой сварки
Определение режима дуговой сварки играет едва ли не решающую роль для качества работы. Основные параметры при этом следующие: сила тока, полярность тока, диаметр электрода, скорость сварки, напряжение сварочной дуги, положение электрода, состав электрода и толщина его покрытия.
Сила тока должна быть максимальной, то есть соответствовать верхней границе рекомендованной величины. Чем ближе этот показатель к максимуму, тем глубже провар и больше на-плавление металла.
Полярность тока и вид тока (постоянный или переменный) влияют на форму и размеры шва. Например, при сварке на постоянном токе обратной полярности глубина провара на 1/2 больше, чем при использовании постоянного тока прямой полярности; при сварке на переменном токе этот показатель будет примерно на 1/5 меньше, чем при использовании постоянного тока.
В табл. 1 и 2 показана зависимость характера шва и диаметра электрода от ряда технических показателей.
Источник



