
- Характеристики и технология изготовления обечаек
- Области использования
- Материалы
- Изготовление
- Подготовка кромок
- Сборка заготовок
- Вальцовка
- Правка
- Завершающий этап
- Зигование
- Разбортовка торцов
- Отбортовка торцов
- Шлифование
- Изготовление нестандартных обечаек
- Технология и особенности изготовления и вальцовки обечаек
- Технология и особенности изготовления и вальцовки обечаек
- Применение металлической обечайки
- 3 Что справится с вальцеванием обечаек?
- Изготовление
- Подготовка кромок
- Сборка заготовок
- Вальцовка
- Правка
- Завершающий этап
- Зигование
- Разбортовка торцов
- Отбортовка торцов
- Шлифование
- Область применения
- Характеристики
- Изготовление
- Условия поставки
- Этапы изготовленияобечаек
- Вальцевание и гибка
- Вальцовка метала
- Услуги гибки металла
Характеристики и технология изготовления обечаек
Обечайка — открытая деталь цилиндрической или конической формы, применяемая в строительстве, машиностроении и других сферах. В сечении имеет вид кольца. Используется как составной элемент, узел конструкции, заготовка (труба, кольцо, обод, короткая труба, барабан).

Элементы обечайки:
- днище — листовая конструкция, расположенная с торцов;
- пояс — отдельный замкнутый элемент;
- диафрагма — перегородка, полностью или частично перекрывающая поперечное сечение.
Области использования
Обечайки находят применение в машиностроении, ракето-, авиа- и судостроении, химической, нефтегазовой, оборонной промышленности.
Использование:
- прокладка различных коммуникаций;
- стенки люков;
- опоры мостов, водоводов, переходов, канализации;
- дымовые трубы, водосток, вентиляция, газоходы;
- сварные сосуды (котлы, емкости, баки, резервуары);
- в машиностроении (ролики, патрубки, барабаны, конические переходы);
- резонаторы музыкальных инструментов.
Обечайка бывает:
- жесткая;
- нежесткая;
- толстостенная.
По типу поверхности:
- гладкая обечайка;
- с ребрами, зигами, отбортовками.
Для изготовления обечаек применяют заготовки:
- литье;
- трубы;
- поковки;
- листовой прокат.
Элементы до 600 мм в диаметре имеют один продольный шов, более 600 мм — несколько.
По форме сечения обечайки бывают цилиндрическими и коническими.

Материалы
Для изготовления могут применяться такие материалы: сталь низколегированная, углеродистая, нержавеющая, высокопрочная, жаропрочная, цветной сплав.
Возможные марки:
- ст. 12Х18Н10Т — криогенная конструкционная, устойчивая к коррозии, выдерживает температурный режим до +600°С;
- 09г2с — для систем с высоким давлением, температурный интервал составляет от -70°С до + 450°С;
- Ст.20 — углеродистая;
- ст.13Х1ФА — стойкая к износу и образованию трещин.
Изготовление
Типовой технологический процесс производства обечаек включает такие этапы:
- Очистка заготовки (удаление окалины и следов коррозии).
- Выполнение правки листового проката.
- Разметка заготовок, их раскрой.
- Резка листов на заготовки.
- Подготовка кромок под проведение сварочных работ.
- Сборка заготовок.
- Выполнение сварки карт.
- Вальцовка (круговая гибка) обечаек.
- Сварка стыков.
- Правка.
- Контроль.
Подготовка кромок
Операция необходима для получения требуемой формы кромки, избавления от дефектов, возникших при проведении резки листа. Форма кромок должна отвечать отраслевым стандартам, техническим условиям и требованиям. Методы обработки кромок обечаек под сварку не должны приводить их механическому повреждению. Возможные варианты:
- Подготовка кромок с применением абразивного круга с зачисткой с двух сторон плоскости листа в зонах разделки кромок и точек будущей сварки, на расстоянии 40 мм от торцов.
- Зачистка кромок с помощью электрической шлифовальной машины, на плиточном стенде, до абсолютного удаления трещин, ржавчины, окалины.
- Обработка кромок способом фрезерования проводится с закреплением заготовок на столах фрезерных станков того или иного типа. Инструментами фрезерования служат фрезерные головки и фрезы. Кромки под поперечные швы в днищах и обечайках обрабатывают на токарных и расточных станках.
- Местная зачистка кромок и небольшой объем работ выполняется с помощью пневмозубила.

Сборка заготовок
Собирать под сварку заготовки необходимо на специальных стендах, которые обеспечат точное взаимное расположение деталей и их фиксацию, ГОСТ 26 291. Выравнивание стыкуемых элементов производится с помощью угольника и линейки или по упорам. Если соединяемые детали имеют разную толщину, плавный переход выполняется с помощью постепенного утончения элемента большей толщины. Стыкуемые заготовки закрепляют прижимами.
Вальцовка
Вальцовка обечаек — деформирование листа металла вдоль определенного направления. В зависимости от толщины металла, вальцовка бывает:
- холодной (изготовление тонкостенных обечаек);
- горячей (толстостенных).
Выполняется на станке с помощью вальцов. Заготовка прокладывается между валами и с их помощью подгибается до требуемого радиуса. Для изготовления цилиндрической обечайки необходимо 3 вала, конической — четыре.
Правка
В этой операции особенно нуждаются цилиндрические обечайки, имеющие жесткий контур (не прогибающиеся под своим весом). Вследствие ранее проведенных этапов — подгибки кромок и сварки продольного стыка, деталь приобретает неправильную форму, с наибольшим искажением в околошовной зоне. Задачей правки является получение заданной геометрической формы, в соответствии с условиями нормативных документов . Правка выполняется между тремя валками способом увеличения кривизны на участке контура обечайки, расположенном между валками, а затем ее уменьшения.

Завершающий этап
В соответствии с требованиями к шероховатости поверхности изделия и точности выполнения работ, проводятся завершающие работы:
- зигование;
- разбортовку и отбортовку торцов;
- шлифование.
Зигование
Назначение:
- придача обечайке дополнительной жесткости;
- монтаж и закрепление опорных разжимных колец, служащих для установки перегородок, тарелок, опор, решеток.
Зигование проводится на зиговочных машинах.
Разбортовка торцов
Цель — обеспечить поцарговую сборку. Работы производятся на бортовочных машинах. Возможные варианты: разбортовка наружу и внутрь.
Отбортовка торцов
Способы отбортовки аналогичны разбортовке:
- вовнутрь (для охлаждения днищ и под рубашки охлаждения теплообменников);
- наружу (для монтажа накидных фланцев).
Для выполнения действий используют фланце-бортовочные машины.

Шлифование
Является способом отделочной обработки, который может осуществляться:
- ручной шлифовальной машиной, работающей от пневматического или электрического привода;
- бескопирным (полусвободным) шлифованием маятниковыми головками.
Готовая продукция проверяется на соответствие нормативным характеристикам. Обечайки не должны содержать острых кромок, заусенцев и вмятин на поверхности. Допустимы небольшие дефекты и потертости, не влияющие на уменьшение толщины стенок.
Изготовление нестандартных обечаек
Производство обечаек с повышенными габаритами (более 20 тыс. мм), без последующей сборки, выполняется способом «временного деформирования». Последовательность операций:
- вальцевание заготовки до требуемых размеров;
- уменьшение поперечных размеров обечайки путем деформирования, с образованием нахлеста кромок;
- закрепление наружной кромки планками, приваренными к обечайке;
- сварка замыкающего продольного стыка.
Метод подходит для заготовок с толщиной листа ≤ 40 мм.
Источник
Технология и особенности изготовления и вальцовки обечаек
Технология и особенности изготовления и вальцовки обечаек
Вальцовка обечаек относится к одному из важнейших технологических процессов. Без этого этапа невозможно представить изготовление цилиндрических деталей. Особенности, сама технология и используемый инструмент заслуживают отдельного рассмотрения. Как и части валков.
- Основная терминология, суть вальцовки
- Особенности дефектов, описание технологии
- Вальцевание – как проводить, какими инструментами?
- Почему обечайки так необходимы?
Применение металлической обечайки
Составным узлом заготовок, конструкций выступают обечайки из металла. Их используют в авиа, ракетостроении, нефтегазовой, химической промышленности, судостроении в качестве:
- прокладок, стенок, опорных элементов; частей сварных конструкций (баков резервуаров, котлов, труб); заготовок для фланцев, бандажей, барабанов, патрубков, роликов; кожухов для коммуникаций (канализации, водопровода, переходов); элементов вентиляции, дымовых труб, газоходов; составляющих технологического оборудования.
Компания изготавливает обечайки длиной 30-3100 мм, наружным диаметром – 200-4500 мм, толщиной стенки – 2-100 мм. Возможно выполнение нестандартных заказов.
3 Что справится с вальцеванием обечаек?
Вальцевание цилиндрических элементов возможно только при использовании специальных прессов или машин. Ручным способом проводить гибку обечаек недопустимо. Также чтобы получить высококачественную деталь, необходимо строго придерживаться технологии вальцовки обечаек.

Для изготовления этих конструкционных элементов на производстве огромной популярностью пользуются трехвалковые вальцы. Они могут быть как ручными, так и иметь механический либо электрический привод. В основном встречается расположение валков в виде треугольника: один сверху и два снизу. В зависимости от необходимых параметров готовой обечайки различаются диаметры валков. Отличаются они еще и длиной вальцевания, она может быть как 340, так и 2000 мм.
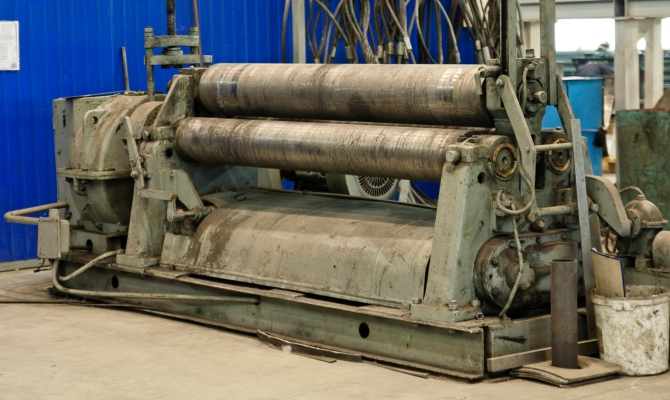
Естественно, на электрическом оборудовании работать значительно проще, однако и его стоимость на порядок выше, поэтому если в ваши планы не входит постоянное производство обечаек, то приобретать столь дорогостоящие машины нет смысла. Еще существуют устройства с одним плавающим валком. В этом случае вальцовка будет относительно этого элемента, который служит оправкой для получения обечаек заданного диаметра. Главный недостаток таких машин – необходимость постоянно перенастраивать и сменять рабочий инструмент, если нужно получить деталь иного размера.
Изготовление
Типовой технологический процесс производства обечаек включает такие этапы:
- Очистка заготовки (удаление окалины и следов коррозии).
- Выполнение правки листового проката.
- Разметка заготовок, их раскрой.
- Резка листов на заготовки.
- Подготовка кромок под проведение сварочных работ.
- Сборка заготовок.
- Выполнение сварки карт.
- Вальцовка (круговая гибка) обечаек.
- Сварка стыков.
- Правка.
- Контроль.
Подготовка кромок
Операция необходима для получения требуемой формы кромки, избавления от дефектов, возникших при проведении резки листа. Форма кромок должна отвечать отраслевым стандартам, техническим условиям и требованиям. Методы обработки кромок обечаек под сварку не должны приводить их механическому повреждению. Возможные варианты:
- Подготовка кромок с применением абразивного круга с зачисткой с двух сторон плоскости листа в зонах разделки кромок и точек будущей сварки, на расстоянии 40 мм от торцов.
- Зачистка кромок с помощью электрической шлифовальной машины, на плиточном стенде, до абсолютного удаления трещин, ржавчины, окалины.
- Обработка кромок способом фрезерования проводится с закреплением заготовок на столах фрезерных станков того или иного типа. Инструментами фрезерования служат фрезерные головки и фрезы. Кромки под поперечные швы в днищах и обечайках обрабатывают на токарных и расточных станках.
- Местная зачистка кромок и небольшой объем работ выполняется с помощью пневмозубила.
Сборка заготовок
Собирать под сварку заготовки необходимо на специальных стендах, которые обеспечат точное взаимное расположение деталей и их фиксацию, ГОСТ 26 291. Выравнивание стыкуемых элементов производится с помощью угольника и линейки или по упорам. Если соединяемые детали имеют разную толщину, плавный переход выполняется с помощью постепенного утончения элемента большей толщины. Стыкуемые заготовки закрепляют прижимами.
Вальцовка
Вальцовка обечаек — деформирование листа металла вдоль определенного направления. В зависимости от толщины металла, вальцовка бывает:
- холодной (изготовление тонкостенных обечаек);
- горячей (толстостенных).
Выполняется на станке с помощью вальцов. Заготовка прокладывается между валами и с их помощью подгибается до требуемого радиуса. Для изготовления цилиндрической обечайки необходимо 3 вала, конической — четыре.
Правка
В этой операции особенно нуждаются цилиндрические обечайки, имеющие жесткий контур (не прогибающиеся под своим весом). Вследствие ранее проведенных этапов — подгибки кромок и сварки продольного стыка, деталь приобретает неправильную форму, с наибольшим искажением в околошовной зоне. Задачей правки является получение заданной геометрической формы, в соответствии с условиями нормативных документов . Правка выполняется между тремя валками способом увеличения кривизны на участке контура обечайки, расположенном между валками, а затем ее уменьшения.
Завершающий этап
В соответствии с требованиями к шероховатости поверхности изделия и точности выполнения работ, проводятся завершающие работы:
- зигование;
- разбортовку и отбортовку торцов;
- шлифование.
Зигование
- придача обечайке дополнительной жесткости;
- монтаж и закрепление опорных разжимных колец, служащих для установки перегородок, тарелок, опор, решеток.
Зигование проводится на зиговочных машинах.
Разбортовка торцов
Цель — обеспечить поцарговую сборку. Работы производятся на бортовочных машинах. Возможные варианты: разбортовка наружу и внутрь.
Отбортовка торцов
Способы отбортовки аналогичны разбортовке:
- вовнутрь (для охлаждения днищ и под рубашки охлаждения теплообменников);
- наружу (для монтажа накидных фланцев).
Для выполнения действий используют фланце-бортовочные машины.
Шлифование
Является способом отделочной обработки, который может осуществляться:
- ручной шлифовальной машиной, работающей от пневматического или электрического привода;
- бескопирным (полусвободным) шлифованием маятниковыми головками.
Готовая продукция проверяется на соответствие нормативным характеристикам. Обечайки не должны содержать острых кромок, заусенцев и вмятин на поверхности. Допустимы небольшие дефекты и потертости, не влияющие на уменьшение толщины стенок.
Область применения
 Труба обечайка, цена на которую формируется исходя из технических параметров, может применяться в следующих отраслях:
Труба обечайка, цена на которую формируется исходя из технических параметров, может применяться в следующих отраслях:
- ТУ 1381-001-17454136-2013 используется в строительной сфере, промышленности, нефтехимической области.
- Труба по ТУ 14-3Р-56-2001 используется при монтаже трубопроводов общего назначения, который функционируют под высоким давлением. Также такие трубы применяются при прокладке нефтепроводов и газопроводов.
- Труба из листа по ГОСТ 10706 используется в строительной сфере, жилищно-коммунальном хозяйстве и т. д.
Многими промышленными и строительными компаниями применяется труба собственного производства, размер и конфигурация которой формируется исходя из их текущих потребностей. Такие изделия могут использоваться при монтаже защитных и опорных конструкций, систем воздуховодов и т. д.
Характеристики
Размеры стальных обечаек регламентированы техническими условиями, которые издаются с учетом положений государственных и отраслевых стандартов. Например, ГОСТ 52630 устанавливает требования к обечайкам стальных сосудов и аппаратов. Расчет прочности изделий проводят в соответствии с межгосударственным стандартом 14249.
Производят стальные конструкции с диаметром от 325 до 1820 мм в двух исполнениях: с толщиной стенок от 8 до 16 мм и от 16 до 30 мм. Длина зависит от области применения, поэтому выставляется по технической документации.
При изготовлении обечаек используют следующие марки стали:
- ст.20 — углеродистая сталь с оптимальными техническими характеристиками;
- 09г2с — применяют в системах с высоким давлением, эксплуатационные температурные значения от -70 до +450°C;
- ст. 12Х18Н10Т — конструкционная криогенная, выдерживает нагрев до +600°C, устойчива к большинству типов коррозии;
- ст. 13ХФА — износостойкая, устойчива к образованию трещин.
Изготовление
Металлические обечайки производят в три этапа.
- Подготавливают стальной лист с помощью портальной машины или другого оборудования. Марку стали, толщину выбирают в соответствии с проектной документацией заказчика. При необходимости проводят дополнительную обработку защитными и антикоррозионными покрытиями.
- На вальцовочных станках проводят сгиб заготовки под нужный диаметр. Устанавливают форму будущей конструкции.
- Сварку кольцевого и продольных швов проводят в соответствии с требованиями государственных стандартов и инструкций.
После изготовления осуществляют дополнительную термообработку и калибровку до точных характеристик. Проводят испытания на соответствие заявленным характеристикам. Готовая продукция поставляется без заусенцев, острых кромок и вмятин на поверхности. Допускаются незначительные потертости и вмятины, не снижающие толщину стенок.
Условия поставки
Цена, наличие товара, условия и гарантии
Мы работаем как с юридическими, так и с физическими лицами. Готовы поставить изделия на заказ.
У нас действует накопительная система скидок для постоянных клиентов.
 Условия оплаты
Условия оплаты
Заказ вы можете оплатить 3 способами: наличными, безналичным расчетом, банковской картой.
Отсрочку платежа до 1 месяца предоставляем постоянным и хорошо зарекомендовавшим себя клиентам.

Доставка
Варианты: заказать у нас, воспользоваться услугами транспортной компании, организовать самовывоз.
При любом виде расчета отгружаем товар на следующий день после поступления оплаты.

Приемка и разгрузка товара
Вы должны обеспечить беспрепятственный подъезд нашего транспорта к разгрузочной площадке.
При разгрузке вы получаете пакет документов: накладная, счет-фактура и сертификат качества (по запросу).
- Продукция
- Отводы
- Тройники
- Переходы
- Обечайка
- Фланцы
- Заглушки
- Днища
- Свайная
продукция - Трубный металлопрокат
- Задвижки
- Затворы
- Вентили
- Краны
- Крепеж
- Фильтры
- Газовое оборудование
- Электроприводы
- Грязевики и фильтры подогреватели
- Компенсаторы
© 2009-2020, Все права защищены.
ООО ПКФ «АрмаПром»
Этапы изготовленияобечаек
ООО «Калужский опытно-механический завод» занимается изготовлением конусных обечаек (а также цилиндрических форм) по типовым и нестандартным размерам. Производство оснащено высокоточным оборудованием, включая итальянские и немецкие листогибочные станки. Готовые изделия обладают высоким качеством и надежностью.
Процесс изготовления обечаек проходит поэтапно:
- Закупка материалов, при этом учитывается толщина, размеры, характеристики детали, которую планируется изготовить.
- Раскрой формы по заранее выверенным размерам.
- Вальцовка обечаек. На листогибочных станках из металлических листов формируется труба (или трубы) нужной формы;
- Сварка. Следующим этапом края сваривают продольно и поперечно, шов получается герметичным и надежным;
- Проверка изделий на соответствие заданным геометрическим параметрам;
- Проверка швов. Специалисты испытывают сварочные швы на прочность и герметичность. Самый популярный способ контроля – ультразвуковой;
- Доставка заказчику удобным способом.
Труба из обечайки может быть изготовлена по ГОСТ 10704 или по ряду технических условий: ТУ 14-3Р-56-2001, ТУ 26-11-24-91. ТУ 14-3Р-56-2001 распространяются на трубы стальные сварные диаметром 1420, 1620, 1720, 2020 и 2220 мм общего назначения, предназначенные для эксплуатации трубопровода с рабочим давлением до 1,5 МПа (15 кгс/см²).
Толщина обечайки может составлять от 8 до 40 мм. Длина обечайки должна быть кратна двум метрам.
По способу производства трубы электросварные с продольными и поперечными сварными швами. Изготовление труб должно проводиться по технологическому процессу, разработанному в соответствии с требованиями НД и конструкторской документации. Трубы изготавливаются из горячекатаной заготовки поставляемой по ГОСТ 19903 и ГОСТ 14637.
ТУ 26-11-24-91 распространяются на трубы сварные из обечаек для трубопроводов, предназначенных для транспортирования воздуха, пожаровзрывоопасных т вредных жидких, газообразных и других продуктов (сред) в технических линиях химических, нефтехимических и им подобных производств, работающих при температуре не ниже минус 115°С до плюс 610°С и давлением до 16 МПа (160 кгс/см²).
Вальцевание и гибка
Вальцовка метала
На заготовительном участке завода работает вальцовочный станок, закупленный для изготовления сушильных барабанов и других сельхозмашин. Дополнительно оказываем услуги вальцовки листового металла толщиной от 0,8 до 16 мм (для стали марки СТ3).
Возможна вальцовка любого металлопроката – трубы, швеллеров, уголков, листового проката, в том числе листов с отбортовкой. Взаимное положение вальцов задает радиус гиба, форму заготовки. Технология позволяет изготовить обечайки с диаметром от 300 до 3500 мм.
Завод «АСТ-Регион» предлагает вальцовку и гибку листового металла на заказ любой сложности. В цехах установлены новейшие станки с ЧПУ – технологическая оснастка для производства сельскохозяйственного оборудования.
Высокая производительность устройств позволяет использовать их потенциал для оказания услуг по металлообработке.
Благодаря обновленным основным средствам производства завод предлагает доступные цены на услуги вальцовки и гибки листового металла в Нижнем Новгороде. На стоимость влияет сложность деталей, количество гибов.
Срок обработки металла два дня.
Чтобы заказать услуги гибочного станка, вальцовку металла оставьте данные на сайте. Наш менеджер перезвонит в удобное время.

Услуги гибки металла
На заготовительном участке завода функционируют две линии гиба.
Безукоризненное качество металлообработки гарантирует новейший четырехвалковый гидравлический листогиб Durma AD-R 25100. Турецкий бренд – один из лидеров среди производителей оборудования для гибки металла.
В отличие от трехвалкового, четырехвалковый станок обеспечивает лучшее сцепление с листом. Не допускает минимального проскальзывания даже при гибке тонкого металла.
Гибка листового металла на ЧПУ максимально автоматизирована. Контроллер, получив данные о размерах и последовательности операций, самостоятельно вычисляет угол изгиба. Оператор программирует скорости подхода, рабочего хода, возвращения. Контроль операционной системы фактически устраняет деформации в зоне изгиба.
Гибочный станок Durma обрабатывает листовой металл толщиной от 1,2 до 8 мм.
Гарантируем заданный угол гиба с сохранением линейных размеров и прочностных характеристик. Наши операторы прошли повышение квалификации у турецких партнеров и получили их сертификацию.
Источник



