
Способы нагревания
Нагревание горячей водой
Горячая вода применяется для нагрева и пастеризации пищевых продуктов до температур не более + 100 °С при необходимости обеспечения мягких условий обогрева. Но коэффициент теплоотдачи при нагревании горячей водой ниже, чем при нагревании конденсирующимся паром.
 Кроме того, вдоль поверхности обогрева происходит снижение температуры воды, что ухудшает условия нагрева и затрудняет регулирование температуры. Горячую воду получают в паровых водонагревателях (бойлерах) и водогрейных котлах.
Кроме того, вдоль поверхности обогрева происходит снижение температуры воды, что ухудшает условия нагрева и затрудняет регулирование температуры. Горячую воду получают в паровых водонагревателях (бойлерах) и водогрейных котлах.
Нагревание топочными газами
Топочные газы позволяют осуществлять нагревание в специальных печах (например, для обогрева сушилок) до +1000… 1100 °С при давлении газа, близком к атмосферному. В качестве топлива используют в основном природный газ с большим количеством метана, а также мазут, каменный уголь, бурый уголь, торф, дрова, иногда отходящие технологические газы нефтеперерабатывающих и других производств.
К недостаткам способа нагрева топочными газами относятся низкое значение коэффициента теплоотдачи, жесткие условия нагрева (перепад температур) и трудности точного регулирования температуры. Нагревание топочными газами жидких продуктов производят в основном в трубчатых печах.
Нагревание электрическим током
С помощью электрического тока можно производить нагревание в очень широком диапазоне температур, легко регулировать и точно поддерживать заданный температурный режим. Все электрические нагреватели просты по конструкции, компактны, удобны в обслуживании. Но широкое их применение сдерживается сравнительно высокой стоимостью затрачиваемой энергии.
В зависимости от способа превращения электрической энергии в тепловую энергию различают нагревание электрическим сопротивлением (омический нагрев), индукционный нагрев, высокочастотный нагрев, нагревание электрической дугой.
Нагревание высокотемпературными теплоносителями
Высокотемпературные теплоносители получают тепло от топочных газов или электрических нагревателей и передают его нагреваемому материалу. Они являются промежуточными теплоносителями и обеспечивают равномерность обогрева и безопасные условия работы.
В качестве высокотемпературных теплоносителей применяют высококипящие органические теплоносители (например, дифенильную смесь – Даутерм А, кремнийорганические термостойкие жидкости с низкой температурой плавления), минеральные масла с высокой температурой вспышки (цилиндровое, компрессорное, цилиндровое тяжелое), перегретую воду. Недостатком кремнийорганических термостойких жидкостей является легкость гидролиза при соприкосновении с влагой.
Иногда для нагревания применяются минеральные масла. Они имеют относительно низкие коэффициенты теплопередачи, легко разлагаются, образуя на стенках накипь, ухудшающую теплообмен. Но минеральные масла являются дешевым промежуточным теплоносителем.
Верхний предел нагревания маслами не превышает 300 °С. Нагрев с помощью минеральных масел производят при помещении теплоиспользующего аппарата с рубашкой, заполненной маслом, в печь или при установлении электронагревателей внутри масляной рубашки.
Способ нагрева перегретой водой применяется редко из–за высоких давлений в теплообменниках (до 225 кгс/см2), необходимости использования цельнотянутых труб, сварных систем и специальных уплотнений. Перегретая вода применяется при температуре до +374 °С.
Охлаждение до обыкновенных и низких температур
Отдача продуктом тепла в окружающую среду может осуществляться в естественных и искусственных условиях. Для охлаждения до обыкновенных температур (примерно +10…30 °С) наиболее широко используют воду и воздух. При необходимости получения более низких температур (около 0 °С) применяется непосредственное смешение со льдом. Для достижения более низких температур используют холодильные агенты и специальные способы охлаждения.
Источник
Способы электрического нагрева
 Основные методы и способы преобразования электрической энергии в тепловую классифицируют следующим образом. Различают прямой и косвенный электрический нагрев.
Основные методы и способы преобразования электрической энергии в тепловую классифицируют следующим образом. Различают прямой и косвенный электрический нагрев.
При прямом электронагреве преобразование электрической энергии в тепловую происходит в результате прохождения электрического тока непосредственно по нагреваемому телу или среде (металл, вода, молоко, почва и т. п.). При косвенном электронагреве электрический ток проходит по специальному нагревательному устройству (нагревательному элементу), от которого тепло передается нагреваемому телу или среде посредством теплопроводности, конвекции или излучения.
Существует несколько видов преобразования электрической энергии в тепловую, которые определяют способы электрического нагрева.
Протекание электрического тока по электропроводящим твердым телам или жидким средам сопровождается выделением тепла. По закону Джоуля — Ленца количество тепла Q=I 2 Rt, где Q — количество, тепла, Дж; I — сила тока, А; R — сопротивление тела или среды, Ом; t — время протекания тока, с.
Нагрев сопротивлением может быть осуществлен контактным и электродным способами.
Контактный способ применяется для нагрева металлов как по принципу прямого электрического нагрева, например в аппаратах электроконтактной сварки, так и по принципу косвенного электрического нагрева — в нагревательных элементах.

Электродный способ применяется для нагрева неметаллических проводящих материалов и сред: воды, молока, сочных кормов, почвы и др. Нагреваемый материал или среда помещается между электродами, к которым подводится переменное напряжение.
Электрический, ток, протекая по материалу между электродами, нагревает его. Обычная (недистиллированная) вода проводит электрический ток, так как в ней всегда содержится некоторое количество солей, щелочей или кислот, которые диссоциируют на ионы, являющиеся носителями электрических зарядов, то есть электрического тока. Аналогична природа электропроводности молока и других жидкостей, почвы, сочных кормов и т. п.

Прямой электродный нагрев осуществляется только на переменном токе, так как постоянный ток вызывает электролиз нагреваемого материала и его порчу.
Электронагрев сопротивлением нашел широкое применение в производстве в связи с его простотой, надежностью, универсальностью и невысокой стоимостью нагревательных устройств.

В электрической дуге, возникающей между двумя электродами в газообразной среде, происходит превращение электрической энергии в тепловую.
Для зажигания дуги электроды, присоединенные к источнику питания, на мгновение соприкасают, а затем медленно разводят. Сопротивление контакта в момент разведения электродов сильно нагревается проходящим по нему током. Свободные электроны, постоянно движущиеся в металле, с повышением температуры в месте соприкосновения электродов ускоряют свое движение.
С ростом температуры скорость свободных электронов настолько возрастает, что они отрываются от металла электродов и вылетают в воздушное пространство. При движении они сталкиваются с молекулами воздуха и расщепляют их на положительно и отрицательно заряженные ионы. Происходит ионизация воздушного пространства между электродами, которое становится электропроводным.
Под действием напряжения источника положительные ионы устремляются к отрицательному полюсу (катоду), а отрицательные ионы — к положительному полюсу (аноду), тем самым образуя длительный разряд — электрическую дугу, сопровождающуюся выделением тепла. Температура дуги неодинакова в различных ее частях и составляет при металлических электродах: у катода — около 2400 °С, у анода — около 2600 °С, в центре дуги — около 6000 — 7000 °С.

Различают прямой и косвенный электродуговой нагрев. Основное практическое применение находит прямой электродуговой нагрев в дуговых электросварочных установках. В установках косвенного нагрева дуга используется как мощный источник инфракрасных лучей.
Если в переменное магнитное поле поместить кусок металла, то в нем будет индуктироваться переменная э. д. с, под действием которой в металле возникнут вихревые токи. Прохождение этих токов в металле вызовет его нагрев. Такой способ нагрева металла называется индукционным. Устройство некоторых индукционных нагревателей основано на использовании явления поверхностного эффекта и эффекта близости.
Для индукционного нагрева используются токи промышленной (50 Гц) и высокой частоты (8—10 кГц, 70—500 кГц). Наибольшее распространение получил индукционный нагрев металлических тел (деталей, заготовок) в машиностроении и при ремонте техники, а также для закалки металлических деталей. Индукционный способ может использоваться также для нагрева воды, почвы, бетона и пастеризации молока.

Физическая сущность диэлектрического нагрева заключается в следующем. В твердых телах и жидких средах с плохой электрической проводимостью (диэлектриках), помещенных в быстропеременное электрическое поле, электрическая энергия превращается в тепловую.
В любом диэлектрике имеются электрические заряды, связанные межмолекулярными силами. Эти заряды называются связанными в отличие от свободных зарядов в проводниковых материалах. Под действием электрического поля связанные заряды ориентируются или смещаются в направлении поля. Смещение связанных зарядов под действием внешнего электрического поля называется поляризацией.
В переменном электрическом поле происходит непрерывное перемещение зарядов, а следовательно, и связанных с ними межмолекулярными силами молекул. Энергия, затрачиваемая источником на поляризацию молекул непроводниковых материалов, выделяется в виде тепла. В некоторых непроводниковых материалах есть небольшое количество свободных зарядов, которые создают под действием электрического поля незначительный по величине ток проводимости, способствующий выделению дополнительного тепла в материале.
При диэлектрическом нагреве материал, подлежащий нагреванию, помещается между металлическими электродами — обкладками конденсатора, к которым подводится напряжение высокой частоты (0,5 — 20 МГц и выше) от специального высокочастотного генератора. Установка для диэлектрического нагрева состоит из лампового генератора высокой частоты, силового трансформатора и сушильного устройства с электродами.
Высокочастотный диэлектрический нагрев — перспективный способ нагрева и применяется главным образом для сушки и тепловой обработки древесины, бумаги, продуктов и кормов (сушки зерна, овощей и фруктов), пастеризации и стерилизации молока и т. п.

Электронно-лучевой (электронный) нагрев
При встрече потока электронов (электронного луча), ускоренных в электрическом поле, с нагреваемым телом электрическая энергия превращается в тепловую. Особенностью электронного нагрева является высокая плотность концентрации энергии, составляющая 5х10 8 кВт/см2, что в несколько тысяч раз выше, чем при электродуговом нагреве. Электронный нагрев применяется в промышленности для сварки очень мелких деталей и выплавки сверхчистых металлов.
Кроме рассмотренных способов электронагрева, в производстве и быту находит применение инфракрасный нагрев (облучение).
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Способы нагрева и нагревательные устройства
Часто используются пламенный и бесокислительные способы нагрева.
Пламенный нагрев. Пламенные печи чаще используют для нагрева слитков и крупных заготовок. При пламенном нагреве используются печи, в рабочем пространстве которой сгорает топливо и отходящие газы нагревают заготовку. Могут также использоваться горны, колодцы. Горны отличаются от нагревательных печей небольшими размерами, отапливаются каменным углем или коксом, металл нагревается в них при непосредственном контакте. Горны находят ограниченное применение, т. к. они малопроизводительны. В них трудно создать равномерный нагре и они применяются для нагрева мелких деталей. Пламенные печи работают на мазуте и газе. Таким образом, по виду использования топлива печи делятся на мазутные и газовые. При пламенном нагреве на поверхности заготовки образуется окалина как результат окисления металла кислородом воздуха. Потеря металла в результате окисления называется угаром и достигает до 3 % за один нагрев.
Безокислительный нагрев.Применяют следующие способы безокислительного нагрева.
1. Нагрев в ваннах с расплавленной смесью солей. Применяют для мелких заготовок до 1050 о С.
2. Нагрев с образованием защитных пленок на поверхности заготовок. применяют до 980 О С при покрытии пленкой окисла лития.
3. Нагрев в расплавленной стекломассе. Применяется до 1300 о С.
4. Нагрев в муфельных печах, заполненных защитным газом.
В качестве нагревательных устройств применяются печи и нагревательные установки.
Нагревательные устройства. По характеру распределения температур и способу загрузки металла печи делятся на камерные и методические.
В камерных печах (рис. 3.8) металл загружается периодически и все его количество нагревается одновременно. Эти печи применяются в мелкосерийном производстве вв иду их универсальности и для нагрева очень крупных заготовок массой до 300 т.Камерные печи – неэкономичны, т. к. очень большое количество тепла теряется с отходящими газами, температура которых не ниже температуры нагрева металл и доходит до 1150…1200 о С.


Значительно экономичнее методические печи (рис. 3.9).Они применяются в крупносерийном штамповочном и прокатном производстве. Рабочее пространство печи имеет несколько зон: например, зону нагрева I, зону с максимальной температурой II, зону выдержки III. Заготовка 2 проталкивается толкателем 5 через загрузочное окно. Далее заготовки сами проталкивают друг друга по поду 1 печи и после полного цикла нагрева выгружаются через окно выгрузки 4.
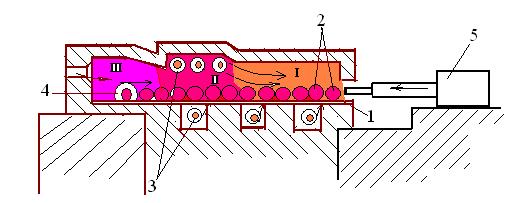
Рис. 3.9 Схема методической печи: 1-под; 2-заготовка; 3-горелка;
4-окно для выгрузки; 5- толкатель; I. Зона подогрева (600-800 о С); II.
Зона максимальной температуры ( 1200-1350 о С); III. Зона выдержки.
В зоне выдержки Ш происходит выравнивание температуры по сечению заготовки.
Горячие газы, поступающие в зону нагрева через горелки 3 движутся навстречу перемещающимся заготовкам, что обеспечивает высокую эффективность нагрева.
Электрический нагрев.Различают печи косвенного нагрева, прямого (контактного ) электронагрева и идукционные нагревательные устройства.
Камерные электропечи сопротивления (косвенный нагрев) применяются в промышленности для нагрева мелких заготовок. Металл в электропечах нагревается за счет тепла, выделяющегося при прохождении электротока по спиралям из жаростойких металлов с большим сопротивлением. Электрический нагрев дает незначительную окалину. Их конструкция аналогична пламенным камерным печам, но вместо форсунок или горелок и спользуют металлические или керамические нагреватели. Для нагрева до 1150 О С в качестве материала нагревателей используется сплав нихром марки Х20Н80.
Контактный нагрев (рис.3.10) основан на (законе Джоуля – Ленца) свойстве электрического тока выделять тепло при прохождении тока до 10000 А через проводник (заготовку). Достоинства: небольшой расход электрической энергии, быстрота, хорошее качество. Таким способом можно нагревать заготовки до 75 мм.


Индукционный нагрев (рис.3.11). При индукционном нагреве заготовка помещается внутри катушки 1(индуктора, изготовленного из медной трубки, по которой для охлаждения протекает холодная вода). По катушке пропускается ток, который создает электромагнитное поле и появляющееся при этом в заготовке 2 вихревые токи нагревают ее.
Достоинства: большая скорость и равномерность, отсутствие окалины, нагрев заготовок любой формы. Недостаток: сложность и дороговизна оборудования, большой расход электроэнергии.
Процессы обработки металлов давлением с предварительным подогревом, в которых полностью успевает произойти процесс рекристаллизации и отсутствуют признаки упрочнения, принято называть «горячими».
Исходные заготовки, обрабатываемые ковкой и штамповкой
Для ковки и объемной штамповки применяют различные металлические материалы: стали (углеродистые, легированные, высоколегированные), жаропрочные сплавы, а также цветные сплавы.Широко применяются для ковки и объемной штамповки стали.
Исходными стальными заготовками для ковки и объемной штамповки являются слитки (рис. 3.12), обжатые болванки (блюмы) и сортовой прокат.Слитокявляется заготовкой для крупных поковок, может использоваться для одной или нескольких поковок. Слитки получают разливкой стали в изложницы из конверторов или мартеновских и электрических печей.
Слиток имеет массу от 135 кг до 350 т. Конфигурация слитков может быть различной в зависимости от способа переплава и завода изготовителя.
Форма слитков может быть различной и зависит от металлургического предприятия, выпускающего слитки. Чаще встречается форма слитка в виде многогранной усеченной пирамиды. Поперечное сечение средней части слитков может быть 4-, 6-, 8- и 12-угольным. Верхняя (прибыльная) часть слитка (l1) содержит усадочную раковину и не может быть использована в поковке. Нижняя (донная) часть [L – ( l1 + l2)] также является отходом слитка. Отход слитка составляет по прибыльной части 18. 30 %, а по донной – 3. 8 % от общей массы слитка.

Рис. 3.12. Стальной слиток Новокрамоторского металлургического завода
Меньшие значения отхода соответствуют слиткам из углеродистой стали, а большие — из легированной. Донная и прибыльная части отделяются от слитка кузнечной рубкой в начале ковки (после биллетировки) или от концов поковки на заключительной стадии и отправляются на переплав. Прибыльная и донная часть получаются дефектными и идут на переплав. Средняя часть, пригодная для наковок, представляет собой расширяющуюся к верху пирамиду с углом наклона граней от 30 о – 1 о . Пирамида имеет грани с числом сторон 4-12. Грани — вогнутые под большим радиусом.
Слитки производственного объединения «Ижорский завод» им. А.А. Жданова. Имеют вид усеченного конуса.

Резка на кривошипных пресс-ножницах.
Кроме этих слитков в промышленности применяют удлиненные, полые, малоприбыльные слитки, слитки с повышенной конусностью, укороченные с двойной конусностью, трехконусные и др.
Слитки обычно используются для получения крупных кованых наковок, масса которых исчисляется в тоннах, а минимальное сечение превышает 1200 см 2 (Ø >100 мм, ٱ>350 мм). Слитки редко применяют для объемной штамповки.
Обжатая болванка ( блюмы) является заготовкой для средних кованых наковок с площадью поперечного сечения 130…1200 см 2 или Ø 130…400 мм. Блюмы также используются для крупных наковок. Блюмы в сечении имеют вид показанный на рисунке, стороны квадрата вогнутые, углы закруглены. Размер А= 140…450 мм, длина 1…6 м. ГОСТ 4692-71.

Сортовый прокат является заготовкой для большинства штампованных наковок. Из него изготавливают также мелкие кованые наковки сечением 20…130 см 2 . Поперечное сечение обычно круглое или квадратное. Круглое сечение имеет размеры 5…250 мм (ГОСТ 2590-71), квадратное также от 5 до 250 мм ( ГОСТ 2591-71). Длина сортового проката 2…6 м.
Кроме обжатой болванки и сортового проката для объемной штамповки используют профильный прокат:

прокат периодического профиля:

и полосовую заготовку:

Сортовой прокат используют для большинства штампованных и мелких кованых поковок. Длина прутков составляет 2…6 м. Поперечное сечение горячекатаного проката может быть квадратное (ГОСТ 2591—88) или круглое (ГОСТ 2590—88). Размеры поперечного сечения (диаметр, сторона квадрата) устанавливаются этими стандартами и по сортаменту составляют: 5; 6; 8; 10; 12; 15; 18; 20; 22; 24; 25; 26; 28; 30; 32; 34; 36; 38; 40; 42; 45; 48; 50; 56; 60; 65 70; 75; 80; 85 90; 95; 100; 105 110; 120; 125; 130; 140; 150; 160; 170; 180; 190; 200; 210; 220; 240; 250 мм.
Пример обозначения проката квадратного сечения из Стали 45 при стороне квадрата 60 мм и круга диаметром 60 мм из Ст 3:
Источник



