
- Технология изготовления и производства пластмассовых изделий
- Выбор пластмасс
- Производство изделий из пластмасс
- Горячий метод формования
- Предварительная сушка полимеров
- Подготовка материалов к переработке
- Таблетирование материалов
- Предварительный разогрев материалов
- Изготовление пластиковых изделий
- Литье пластика под давлением
- Интрузия
- Литье прессованием
- Заливка
- Метод намотки
- Способы дополнительной механической доводки готов изделий
- Способы получения изделий из пластмасс
Технология изготовления и производства пластмассовых изделий
 В XXI веке развитых технологий находят применение искусственно созданные полимеры и пластмассы, этих материалов нет в природе, поэтому для получения качественных экземпляров требуется тщательно налаженный технологический процесс. Пластик из-за специфических свойств находит широкое применение в качестве материала, позволяющего экономить употребление дорогостоящих цветных металлов, снижать массу узлов и деталей. С помощью современных технологий процесс изготовления пластиковых изделий полностью автоматизирован, незначительные операции механической обработки сведены к минимуму.
В XXI веке развитых технологий находят применение искусственно созданные полимеры и пластмассы, этих материалов нет в природе, поэтому для получения качественных экземпляров требуется тщательно налаженный технологический процесс. Пластик из-за специфических свойств находит широкое применение в качестве материала, позволяющего экономить употребление дорогостоящих цветных металлов, снижать массу узлов и деталей. С помощью современных технологий процесс изготовления пластиковых изделий полностью автоматизирован, незначительные операции механической обработки сведены к минимуму.
Выбор пластмасс
Основными условиями выбора служат технологические и эксплуатационные свойства. В помощь технологу созданы сравнительные таблицы, содержащие марки материалов с описанием технических характеристик, при этом указаны радиотехнические и электрические свойства, диэлектрическая проницаемость, механические и прочностные показатели. Указаны коэффициенты износа и трения, Пуассона, показатели теплового расширения и другие характеристики.
Для классификации пластмасс используют следующие признаки:
- вид используемого наполнителя;
- эксплуатационные качества;
- назначение для применения в различных областях;
- значение некоторых важных параметров и эксплуатационных характеристик.
Производство изделий из пластмасс
Основными операционными процессами переработки пластмасс и полимеров в процессе производства являются:
- подготовка материала к технологическому производству;
- выбор необходимого количества исходного сырья;
- таблетирование массы и предварительное разогревание (в некоторых случаях);
- формование заданного изделия;
- окончательная отделка механическим или станочным способом.
Горячий метод формования
Главным для производства является получение качественной продукции при высокой производительности. Говоря о качестве изделия, упоминают о структурных молекулярных показателях:
- аморфные полимеры характеризуются ориентацией;
- кристаллизующиеся полимеры отличаются множеством надмолекулярных образований на всех этапах агрегации, поэтому используют способ заданной кристаллизации.
Надкристаллическая структура кристаллизующихся полимеров многообразна, поэтому материалы с одинаковыми свойствами при обработке в различных условиях дают изменяющиеся свойства деталей. Стабильность определенного набора свойств решается с помощью точного выбора и исполнения требуемых режимов обработки полимеров.
Предварительная сушка полимеров
 Технологические карты процесса и качество полученной продукции определяются влажностью и температурой пластика. На подготовительном этапе делается сушка или увлажнение для приведения показателей в требуемую норму. Водяные молекулы обладают свойством полярности и быстро вступают в связи с полярными полимерами, из-за этого поглощается влага из окружающей среды. Увеличение полярности способствует усиленному поглощению, и наоборот. Некоторые полимеры изначально негигроскопичны, что не дает возможности на подготовительном процессе насытить их влагой.
Технологические карты процесса и качество полученной продукции определяются влажностью и температурой пластика. На подготовительном этапе делается сушка или увлажнение для приведения показателей в требуемую норму. Водяные молекулы обладают свойством полярности и быстро вступают в связи с полярными полимерами, из-за этого поглощается влага из окружающей среды. Увеличение полярности способствует усиленному поглощению, и наоборот. Некоторые полимеры изначально негигроскопичны, что не дает возможности на подготовительном процессе насытить их влагой.
Увеличение влажности материала на подготовительной стадии уменьшает его текучесть, избыток влаги снижает взаимодействие молекул и влияет на уровень гидролитической деструкции. Насыщение влагой уменьшает прочность, показатель удлинения при разрыве, сопротивление диэлектрическому проникновению. На поверхности детали после производства появляются белесые и серебристые разводы, волны, вздутия, пузыри, пустые поры, отслоения, трещины. Иногда такие дефекты проявляются только при прессовании.
Низкая влажность ведет к структурированию, которое является одним из видов деструкции, при этом снижается текучесть полимера. Изменение влажности может происходить не только в процессе производства, но и при эксплуатации. При этом разрушение детали повторяется в указанных параметрах. Сушка полимерных материалов используется для уменьшения влажности. Для материалов, склонных к термоокислительной деструкции применяется сушка в вакууме, это позволяет увеличить температуру и уменьшить время сушки.
В процессе сушки применяют типы сушилок:
- барабанные;
- ленточные аппараты-конвейеры;
- турбинные камеры;
- вакуум-сушилки.
Чтобы уменьшить влажностные показатели порошкообразных и гранулированных термопластов используют бункер с системой подогрева. Иногда летучие вещества и влагу убирают в процессе расплава, при этом во время пластификации снимают давление на определенном шнековом участке. Как следствие, происходит расширение нагретых газов, которые удаляются с помощью вакуумного отсоса.
Подготовка материалов к переработке
 Сушку полимеров заканчивают непосредственно перед обработкой, при этом рекомендуется оставить показатели, которые ниже требуемых. Если требуется некоторое время хранения перед производством, то высушенному материалу организуют тщательные сухие условия. Если гигроскопичность полимеров низкая, то такие материалы не сушат, а только подогревают перед технологическим процессом. Слишком низкая влажность требует повышения показателя выдерживанием экземпляра в воздухе с высокой влажностью или опрыскивания ацетоном, спиртом, водой.
Сушку полимеров заканчивают непосредственно перед обработкой, при этом рекомендуется оставить показатели, которые ниже требуемых. Если требуется некоторое время хранения перед производством, то высушенному материалу организуют тщательные сухие условия. Если гигроскопичность полимеров низкая, то такие материалы не сушат, а только подогревают перед технологическим процессом. Слишком низкая влажность требует повышения показателя выдерживанием экземпляра в воздухе с высокой влажностью или опрыскивания ацетоном, спиртом, водой.
Таблетирование материалов
Формование в условиях сжимания пластмасс порошкообразного типа называется таблетированием для производства определенной формы таблеток с заданными параметрами плотности и размеров. В результате процедуры лучше дозируется сырьевая масса, из материала удаляется большая часть воздуха, что ведет к повышению теплопроводности.
Для процесса применяют таблеточные машины:
- гидравлические с выполнением 5−35 циклов за минуту;
- эксцентриковые — 16−40 циклов;
- ротационные — 65−605 циклов.
Предварительный разогрев материалов
 Процедура делается только для реактопластичных заготовок (волокнитов и порошков). Прогрев осуществляется в генераторах, производящих токи с высокой частотой. Иногда используют контактные нагреватели непосредственно перед помещением материала в прессовальную форму для ускорения прессования. Нагрев высокочастотными токами снижает предел прессовальной нагрузки, что продлевает время службы пресса, увеличивает производительность, снижает затраты на выпуск изделий из пластмассы.
Процедура делается только для реактопластичных заготовок (волокнитов и порошков). Прогрев осуществляется в генераторах, производящих токи с высокой частотой. Иногда используют контактные нагреватели непосредственно перед помещением материала в прессовальную форму для ускорения прессования. Нагрев высокочастотными токами снижает предел прессовальной нагрузки, что продлевает время службы пресса, увеличивает производительность, снижает затраты на выпуск изделий из пластмассы.
Пластмассы относят к диэлектрикам и полупроводникам, они нагреваются в ТВЧ из-за поляризации зарядов элементарного порядка. Малое число свободных зарядов в диэлектрике ведет к появлению тока проводимости. Происходит смещение электрополя с некоторым запаздыванием по частоте из-за трения молекул. Количество тепла на выходе пропорционально частоте поля.
Изготовление пластиковых изделий
Существует несколько способов получения пластиковых деталей
Литье пластика под давлением
Используют для выпуска реакто— и термопластов. При таком способе материал в гранулированной форме идет в цилиндр машины, где происходит его прогревание и перемешивание оборачиваемым шнеком. Если используется не шнековая, а поршневая машина, то пластификация происходит прогревом. Разогрев термопластов ведется до 200−350˚С, реактопласты требуют 85−120˚С. Готовый материал поступает в форму для литья, где охлаждается (термопласты до 25−125˚С, реактопласты — 155−195˚С). В форме бывшее сырье держат для уплотнения под давлением, что влияет на порог усадки, снижая его.
Интрузия
 Позволяет на том же агрегате изготовить детали значительно большего размера и объема. При предыдущем процессе литье пластифицируется поворачивающимся червяком, а подается в форму при его поступательном перемещении. Интрузия предполагает использование сопла с имеющимся широким каналом для перетекания литья в форму до начала поступательного движения червяка. Общая продолжительность циклического процесса не становится больше, но метод показывает высокую производительность.
Позволяет на том же агрегате изготовить детали значительно большего размера и объема. При предыдущем процессе литье пластифицируется поворачивающимся червяком, а подается в форму при его поступательном перемещении. Интрузия предполагает использование сопла с имеющимся широким каналом для перетекания литья в форму до начала поступательного движения червяка. Общая продолжительность циклического процесса не становится больше, но метод показывает высокую производительность.
Литье прессованием
В этом случае камера загрузки находится отдельно от полости формирования. Прессованный материал помещается в камеру загрузки, где при действии тепла и сжатия происходит пластификация. Затем материал перетекает в рабочее отделение формы, где отвердевает. Метод прессованного литья используется в случае выпуска деталей с толстыми стенками, армированием, сложной формы. Недостатком способа является небольшой перерасход материала, так как часть его остается в загрузочном отделении.
Заливка
Процесс применяется для выпуска деталей из компаундов или в случае применения изоляции и герметизации компаундами запчастей радио и электронной отрасли. Компаунды — композиции из полимеров, пластификаторов, отвердителей, наполнителей и других добавок. Они являются воскообразными твердыми составами, которые перед применением нагревают до получения жидкого состояния.
Отвердевание происходит при температуре 25—185˚С, процесс занимает по времени около 2−17 часов. Иногда в емкость для раствора насыпают таблетированный материал, затем форму нагревают и сырье расплавляется, чтобы ускорить процедуру используют метод давления.
Метод намотки
 Используют для изготовления пластиковых тел вращения, при этом исходным сырьем служит жидкотекучие и стеклянные полимеры. Изготавливают колпаки, трубчатые полости, цилиндрические оболочки. Процесс происходит на намоточных станках с применением оправок, на них наматывают обработанные полимером нити. Намотка осуществляется сухим или мокрым способом.
Используют для изготовления пластиковых тел вращения, при этом исходным сырьем служит жидкотекучие и стеклянные полимеры. Изготавливают колпаки, трубчатые полости, цилиндрические оболочки. Процесс происходит на намоточных станках с применением оправок, на них наматывают обработанные полимером нити. Намотка осуществляется сухим или мокрым способом.
В первом случае применяют предварительно пропитанную армирующую нить, а во втором случае пропитка происходит перед применением нити. Сухой метод признан более производительным и качественным, в результате используются разнообразные пропитки и связующие, но мокрый метод позволяет выполнять детали сложной фигуры и формы.
Способы дополнительной механической доводки готов изделий
Эта процедура делается для:
- уточнения формы готовых деталей после давления или литья;
- при процессе производства изделий из листового пластика;
- снятия излишних наслоений (облоя, литников, грата, пленки), расчистки отверстий в условиях небольшого производства;
- повышения экономии при выпуске сложных по конфигурации деталей;
- изготовления малой партии изделий или в условиях небольших цехов.
Механообработка отличается спецификой из-за вязкости, низкой теплопроводности, именно эти особенности формируют инструмент и станковую оснастку для обработки пластмасс. Различают следующие методы механической обработки:
- обработка пластмассовых изделий резанием;
- разделительная штамповка.
 Первый способ применяется для отделки и удаления наслоений на детали после метода горячего прессования и в виде самостоятельного способа для выточки продукции из поделочных пластиков. Метод обработки резанием состоит из отдельных операций: точения, резки, сверления, фрезеровки, шлифовки, полирования и формирования резьбы.
Первый способ применяется для отделки и удаления наслоений на детали после метода горячего прессования и в виде самостоятельного способа для выточки продукции из поделочных пластиков. Метод обработки резанием состоит из отдельных операций: точения, резки, сверления, фрезеровки, шлифовки, полирования и формирования резьбы.
Штамповку разделительного направления используют в случае применения в качестве заготовок листового пластика. Выполняемые операции: зачистка, вырубка, обрезка, пробивка, разрезка или отрезка.
Точение делают с заглублением инструмента на слой 0,6−3 мм, различаю чистовой вариант и черновую обработку. Сверление делают разными скоростями оборотов, что зависит от марки пластмассы. Фрезерованием обрабатывают на глубину 1−8 мм (реактопласты) и 1−9 мм (термопласты), также различают черновой и чистовой проход.
Нарезка резьбы иногда выполняется сложно из-за обработки слоистых, волокнистых пластиков, на которых появляются срывы ниток, скалывания или трещины. Шлифование делают кругами из карборунда со средними характеристиками твердости, иногда вместо кругов используют шлифовальную бумагу.
Полируют детали для получения на выходе из цеха изделия с высококачественной поверхностью. Для процедуры берут мягкие круги, которые составлены в виде пакета из муслиновых дисков различных диаметров, хорошо работают в шлифовании круги из фетрового материала. Одна часть шлифовочного диска с нанесенным на ней абразивом, вторая свободна от наждачного слоя и применяется для протирки.
Источник
Способы получения изделий из пластмасс
Изготовление деталей из пластмасс производится различными способами, основными из которых является: прессование, штамповка, литье под давлением, экструзия, сварка, склеивание и т.д.
Пресование (рисунок). Прессование является самым распространенным способом изготовления деталей из пластмасс. На гидравлическом прессе устанавливается специальная оснастка: пресс-форма (матрица), пуансон, причем конфигурации пресс-формы и пуансона отвечают форме изделия. Определенная порция прессматериала закладывается в пресс-форму. В пресс-форме имеются электрические подогреватели, которыми она нагревается до необходимой температуры размягчения прессматериала (130–180 ?). После размягчения материал уплотняется пуансоном и под действием давления заполняет оформляющую полость пресс-формы. При выдержке под давлением и с охлаждением пресс-формы материал затвердевает и извлекается из полости после отвода пуансона в первоначальное положение. Методом прессования получают многочисленные детали из текстолита, гетинакса, асботекстолита и других материалов.
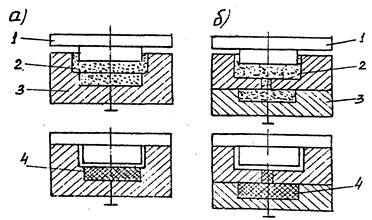
Схема технологического процесса прессования: а – прямого, б – литьевого (1 – пуансон, 2 – прессматериал, 3 – матрица, 4 – изделие)
Литье под давлением. В дозатор специальной литьевой машины подается определенная порция материала, находящегося в вязкотекучем состоянии. Из дозатора вязкая масса подается поршнем в специальную пресс-форму, где материал охлаждаясь и затвердевая, под давлением принимает очертания рабочей полости пресс-формы. После затвердения части пресс-формы размыкают и извлекают изделие. Литьем под давлением получают детали сложной формы: шестерни, фланцы, рычаги и т.д.
Экструзия. Методом экструзивного деформирования – методом непрерывного вдавливания получают различные длинномерные термопластичные материалы: пленки, листы, трубы и т.д. В специальный червячный пресс (экструдер) загружают приготовленный материал. Нагреваясь в прессе при помощи электро- или паронагревателей материал размягчается и через специальные формообразующие мундштуки выдавливается в виде бесконечных профилей. Профиль охлаждается и разрезается на детали необходимой дины.
Сварка. Сварку деталей из пластмасс производят контактным способом: соединяемые поверхности плотно прижимают друг к другу, место соединения нагревают ультразвуком или ТВЧ. Материал в месте контакта переходит в вязкотекучее состояние и после охлаждения образует прочное соединение. Методам сварки изготавливаются корпуса приборов и деталей, тонкие листы и т.д.
Склеивание – общеизвестный и надежный способ соединения деталей, изготовленных из различных материалов: склеивание пластмасс между собой, склеивание пластмасс с металлами т.д. Для этих целей применяют различные клеящие материала: БФ-2, БФ-4, ПК-5 и др.
Источник



