
- § 1. Разрезание металлов вручную. Резка ручной ножовкой.
- Pereosnastka.ru
- Обработка дерева и металла
- Способы резки металла. Ножовка по металлу ручная. Механическая ножовка. Дисковая пила станок.
- Способы резки металла. Ножовка по металлу ручная. Механическая ножовка. Дисковая пила станок.
- Ножовка по металлу ручная.
- Как установить ножовочное полотно по металлу?!
- Длина ножовочного полотна по металлу.
- Как выбрать полотно для ножовки по металлу?!
- Зубья ножовочных полотен.
- Резка металла ножовкой.
- Механическая ножовка.
- Дисковая пила станок.
- Фрикционная пила (пила трения).
- Резка металла на фрикционной пиле (пиле трения).
§ 1. Разрезание металлов вручную. Резка ручной ножовкой.
называется операция, при которой металл разделяют на части. В зависимости от профиля, формы и размеров деталей и заготовок резка производится разными инструментами вручную или па соответствующем оборудовании.
К основным способам резания металлов относятся: ручной ножовкой, отрезными приводными ножовками и ленточными пилами, на металлорежущих станках, ручными ножницами, стуловыми ножницами, рычажными ножницами, механическими ножницами, кусачками, труборезами, пресс-ножницами, штампами, ацетилено-кислородным пламенем, анодно-механическим способом.
К инструменту для ручной резки относятся ножовки, ручные ножницы, стуловые и рычажные ножницы, труборезы и кусачки.
Ручную ножовку применяют для резания толстых листов, полосового, круглого и профильного металла сечением до 60-70 мм.
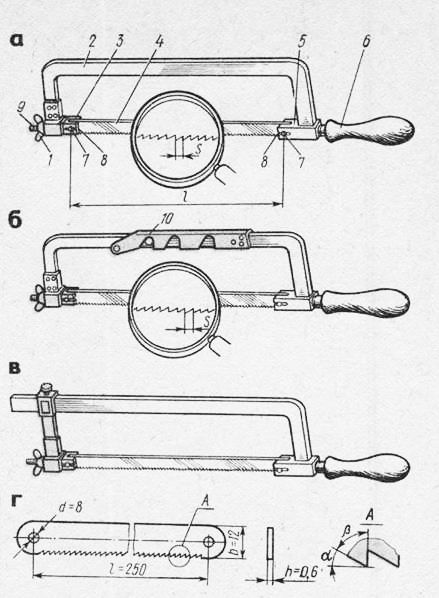
Ножовка (рис. 40, а) состоит из станка 1, ножовочного полотна 2 и ручки 4.
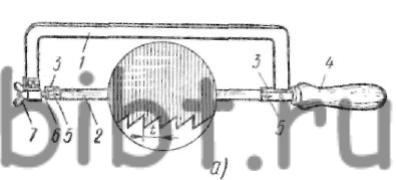
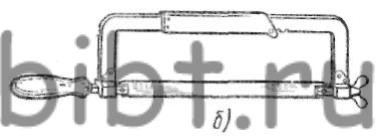
а — жесткая, б — с раздвижной рамкой
Полотно вставляют концами в прорези головки 3, закрепляют штифтами 5 и натягивают винтом 6 с барашком 7. Ножовочные рамки изготовляют либо цельными (для ножовочных полотен определенной длины), либо раздвижными (рис. 40, б), допускающими закрепление ножовочных полотен различной длины.
Ручное ножовочное полотно представляет собой полосу, изготовленную из инструментальной легированной стали Р9, Х6ВФ, на одной стороне которой нарезаны зубья. Наиболее часто применяются полотна шириной 13-16 мм при длине 250-300 мм.
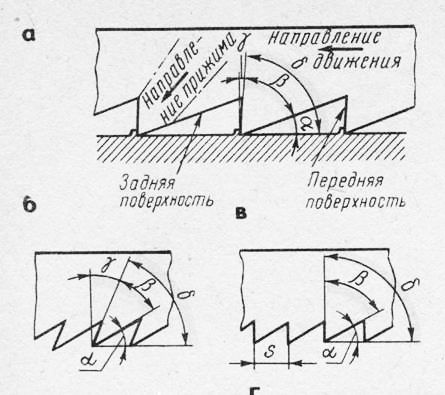
Каждый отдельный зуб полотна имеет форму клина. На зубе, как и на резце, различают задний угол α, угол заострения β, передний угол γ и угол резания δ (рис. 41). При резании стружка размещается между соседними зубьями до тех пор, пока острие зуба не выйдет из пропила.
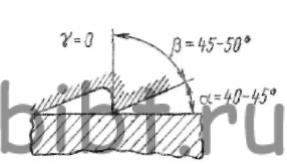
Рис. 41. Геометрия зуба ножовочного полотна
Шаг зубьев выбирается в зависимости от разрезаемого материала. Для резания листового железа, тонкостенных заготовок выбирается полотно с шагом 0,8 мм; для резания тонкостенных труб и тонкого профильного проката — с шагом 1,0 мм; для резания стального профильного проката, труб и цветных металлов — с шагом 1,25 мм; для резания чугуна, асбеста и мягкой стали — с шагом 1,6 мм.
Шаг ножовочного полотна должен быть таким, чтобы в работе одновременно участвовало не менее трех зубьев. Ножовочное полотно устанавливают в прорези головок станка так, чтобы зуб резал при движении ножовки вперед, крепят штифтами и хорошо натягивают. Движения ножовки должны быть плавными, ритмичными со скоростью 40-60 двойных ходов в минуту на всю длину полотна.
Рабочий ход — движение вперед, обратный — холостой ход, без нажима. Нажим производится в основном левой рукой.
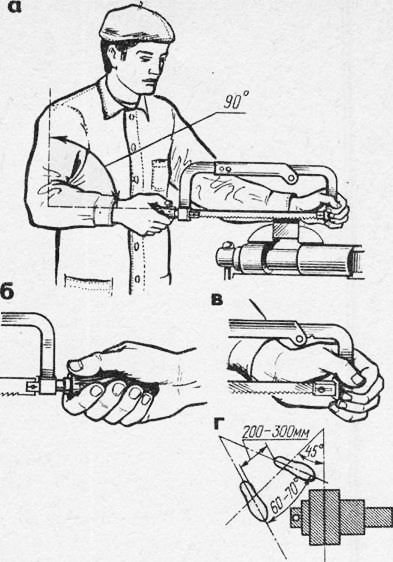
При разрезании ножовкой материал прочно закрепляют в слесарных тисках. Расстояние между тисками и корпусом работающего должно быть около 200 мм (рис. 42). При работе ножовкой корпус должен быть прямым и повернут под углом 45° к осевой линии тисков. Свободно опираясь на левую ногу, правую нужно поставить по отношению к левой под углом 60-70°. При разрезании ножовкой различных материалов придерживаются определенных правил.

Рис. 42. Стойка при резке металла:
а — положение ног, б — положения корпуса и рук
При резке твердых материалов нажим на ножовку должен быть сильным, при резании мягких материалов, полос, труб — небольшим. Перед окончанием резки усилие уменьшается во всех случаях. Ножовка при резании перемещается горизонтально, чтобы избежать скольжения, при врезании ножовку отклоняют от себя.
Полосовой металл толщиной свыше 3 мм режут по узкой грани, при меньшей толщине — по широкой. Разрезая широкие поверхности, ножовку последовательно наклоняют от себя и на себя.
Тонкие листы зажимают между двумя деревянными брусками и режут вместе с ними. При отрезании от листа длинных полос полотно поворачивают на 90°, ножовку держат горизонтально.
Фасонные заготовки (детали) и прорези вырезают лобзиками или сточенными по ширине до размера 8- 10 мм ножовочными полотнами.
Прутковый материал разрезают так же, как и полосовой. Если место реза обрабатывается, то разрешается надрезать заготовку с нескольких сторон и затем обламывать.
Ручная резка ножовкой производится обычно без охлаждения. Для уменьшения трения полотно можно смазывать минеральным маслом.
При уводе ножовочного полотна в сторону не следует пытаться исправить положение поворотом ножовки, так как при этом полотно сломается. В этом случае резку нужно начать в новом месте.
Нельзя производить резку полотном со сломанными зубьями, его нужно заменить или сточить 2-3 соседних со сломанным зуба. При продолжении резки новым полотном ее начинают в новом месте, так как изношенное полотно дает пропил меньшей ширины.
Источник
Pereosnastka.ru
Обработка дерева и металла
Ручная ножовка (пила) инструмент, предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пахов, обрезки и вырезки заготовок по контуру и других работ. Ручная слесарная ножовка состоит из станка (рамки) и ножовочного полотна. На одном конце рамки имеется неподвижная головка с хвостовиком и ручкой, а на другом конце — подвижная головка с натяжным винтом и гайкой (барашек) для натяжения полотна. В головках имеются прорези, в которые вставляют ножовочное полотно и крепят штифтами.
Рамки для ножовок изготовляют либо цельными (для ножовочного полотна одной определенной длины) (редко) , либо раздвижными, допускающими закрепление ножовочного полотна различной длины.
Для раздвигания ножовки колена перегибают, пока заклепка не выйдет из выреза, и смещают. Заклепку вводят в другой вырез, и колена выпрямляют.
Станок с передвижным держателем состоит из угольника с ручкой, по которому можно перемещать и закреплять в нужном положении держатель.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном из ребер. Полотна изготовляют из стали марок: У10А, Р9, Х6ВФ, твердость их HRC 61 —64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные. Полотно вставляют в рамку зубьями вперед.
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты. Наиболее часто применяют ножовочные полотна для ручных ножовок длиной L — 250 — 300 мм, высотой Ь — 13 и 16 мм, толщиной h — 0,65 и 0, 8 мм.
Каждый зуб ножовочного полотна имеет форму клина (резца). На зубе, как и на резце, различают задний угол ,а , угол заострения (3, передний угол у и угол резания 5. а + р + у = 90°; а+ р = 5.
Условия работы ножовочного полотна отличаются от условий работы резца, поэтому значения углов здесь иные. При резке металла большой ширины получаются пропилы значительной длины, в которых каждый зуб полотна снимает стружку, имеющую вид запятой. Эта стружка должна размещаться в стружечном пространстве до тех пор, пока острие зуба не выйдет из пропила. Величина стружечного пространства зависит от величины заднего угла а, переднего угла у и шага S зуба.
В зависимости от твердости разрезаемого металла передний угол зубьев ножовочного полотна может быть нулевым, положительным или отрицательным.
Производительность резания ножовочного полотна с нулевым передним углом ниже, чем полотна с передним углом больше 0°.
Для разрезания более твердых материалов применяют полотна, у которых угол заострения зубьев больше, для разрезания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы.
Для резки металлов пользуются преимущественно ножовочными полотнами с шагом 1,3 —1,6 мм, при котором на длине 25 мм насчитывается 17 — 20 зубьев. Чем толще разрезаемая заготовка, тем крупнее должны быть зубья, и наоборот, чем тоньше заготовка, тем мельче должны быть зубья ножовочного полотна. Для металлов различной твердости применяют полотна с числом зубьев: мягкие металлы — 16, средней твердости закаленная сталь — 19, чугун, инструментальная сталь — 22, твердая, полосовая и угловая сталь — 22.
При резании ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее двух-трех зубьев. Чтобы избежать заедания (защемления) ножовочного полотна в металле, зубья разводят.
Разводка зубьев ножовочного полотна делается для того, чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна. Это предотвращает заклинивание полотна в разрезе и значительно облегчает работу.
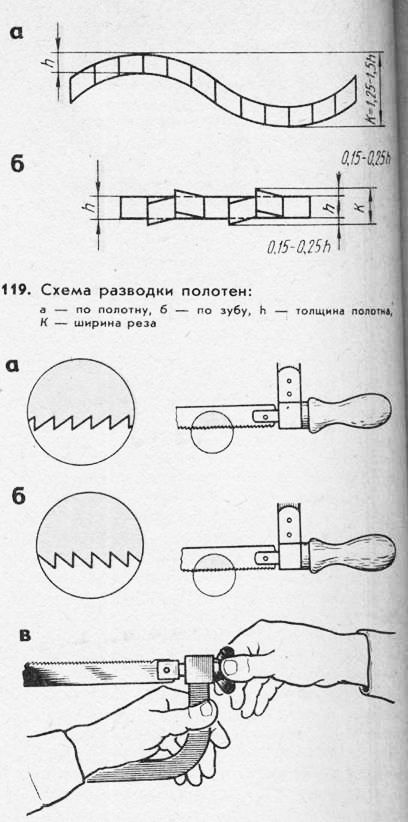
В зависимости от величины шага S разводку делают по полотну и по зубу.
Ножовочные полотна с шагом зубьев 0,8 мм (допускается также для шага 1 мм) должны иметь разводку зубьев по полотну (волнистой), т. е. каждые два смежных зуба отгибают в противоположные стороны на 0,25 — 0,6 мм. Разводка выполняется на высоте не более удвоенной высоты зуба. Шаг разводки принимается равным 8S.
Полотно с шагом зубьев свыше 0,8 мм разводят по зубу (гофрированный развод). При этом разводе при малом шаге зубьев два-три зуба отводят вправо и два-три — влево. При среднем шаге отводят один зуб влево, второй — вправо, третий — не отводят. При крупном шаге отводят один зуб влево, а второй — вправо. Разводка по зубу применяется для полотен с шагом 1,25 и 1,6 мм.
Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30 мм от торца.
Подготовка к работе ножовкой. Перед работой ножовочным станком (ножовкой) прочно закрепляют разрезаемый материал в тисках. Уровень крепления металла в тисках должен соответствовать росту работающего. Затем выбирают ножовочное полотно, сообразуясь с твердостью, формой и размерами разрезаемого металла.
При длинных пропилах берут ножовочные полотна с крупным шагом зубьев, а при коротких — с мелким шагом зубьев.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от ручки, а не к ручке. При этом сначала вставляют конец полотна в неподвижную головку и фиксируют положение закладкой штифта, затем вставляют второй конец полотна в прорезь подвижного штыря и закрепляют его штифтом. Натягивают полотно вручную без большого усилия (запрещается применение плоскогубцев, тисков и др.) вращением барашковой гайки. При этом из-за опасения разрыва полотна ножовку держат удаленной от лица.
Туго натянутое полотно при незначительном перекосе и слабо натянутое при усиленном нажиме создают перегиб полотна и могут вызвать излом. Степень натяжения полотна проверяют легким нажимом пальца на полотно сбоку: если полотно не прогибается, натяжение достаточное.
Положение корпуса работающего. При резке металла ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, вполоборота по отношению к губкам тисков или оси обрабатываемого предмета. Левую ногу несколько выставляют вперед, примерно по линии разрезаемого предмета, и на нее опирают корпус. Ступни ног ставят так, чтобы они образовали угол 60 — 70° при определенном расстоянии между пятками.
Положение рук (хватка). Поза рабочего считается правильной, если правая рука с ножовкой, установленной на губки тисков (в исходное положение), согнутая в локте, образует прямой угол (90°) между плечевой и локтевой частями руки (рис. 121, а).
Ручку (рукоятку) захватывают правой рукой так, чтобы ручка упиралась в ладонь (рис. 5, б). Ручку обхватывают четырьмя пальцами, большой палец накладывают сверху вдоль ручки. Пальцами левой руки обхватывают гайку и подвижную головку ножовки.
При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук. Движение ножовки должно быть строго горизонтальным. Нажимают на станок обеими руками, но наибольшее усилие делают левой рукой, а правой рукой осуществляют главным образом возвратно-поступательное движение ножовки.
Процесс резки состоит из двух ходов:
– рабочего, когда ножовка перемещается вперед от работающего, и холостого, когда ножовка перемещается назад по направлению к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают легкий нажим так, чтобы ножовка двигалась прямолинейно. При работе ножовкой необходимо выполнять следующие правила: короткие заготовки режут по наиболее широкой стороне. При резании проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне;
– в работе должно участвовать все ножовочное полотно;
– работают ножовкой не спеша, плавно, без рывков, делая не более 30 —60 двойных ходов в минуту (твердая сталь — 30—40, сталь средней твердости — 40 — 50, мягкая сталь – 50-60).
При более быстрых темпах скорее наступает утомляемость и, кроме того, полотно нагревается и быстрее тупится:
– перед окончанием распила ослабляют нажим на ножовку, так как при сильном нажиме ножовочное полотно резко выскакивает из распила, ударяясь о тиски или деталь, в результате чего может нанести травму;
– при резке не давать полотну нагреваться. Для уменьшения трения полотна о стенки в пропиле детали периодически смазывают полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
– латунь и бронзу разрезают только новыми полотнами, так как даже малоизношенные зубья не режут, а скользят;
– в случае поломки или выкрашивания хотя бы Одного зуба работу немедленно прекращают, удаляют из припила остатки сломанного зуба, полотно заменяют новым или стачивают на станке два-три соседних зуба и после этого продолжают работу.
Источник
Способы резки металла. Ножовка по металлу ручная. Механическая ножовка. Дисковая пила станок.

Способы резки металла. Ножовка по металлу ручная. Механическая ножовка. Дисковая пила станок.
В отличии от рубки, другим видом механической резки является резка снятием части материала. Этот процесс состоит в том, что режущий инструмент и разрезаемый материал перемещаются один относительно другого и в это время инструмент отделяет от материала часть его, превращая в стружку. При резке металлов таким способом широко применяются ленты и диски, снабженные зубьями. Зубья представляют собой работающие один за другим резцы. Расстояние (или шаг) между зубьями зависит от ширины обрабатываемой детали и твердости металла. Чем больше ширина детали или чем мягче металл, тем большим должен быть шаг.
К пилам, рабочей частью которых является лента, относятся ручные ножовки, механические ножовки, ленточные пилы. К пилам с рабочей частью в виде диска относятся дисковые пилы и пилы трения или фрикционные пилы.
Ножовка по металлу ручная.
Ножовка для ручной резки металла (рис. 1) представляет собой тонкую стальную ленту с режущими зубьями по ребру — ножовочное полотно, которое натянуто между концами скобообразного станка 1. Натяжение полотна в станке осуществляется посредством гайки-барашка 4 у подвижного зажима 3, называемого подвижной серьгой. Ножовочное полотно является режущим элементом ножовки — рабочей частью ее. Рабочий, двигая руками ножовку вперед и обратно и слегка нажимая на разрезаемый металл, производит резку металла.
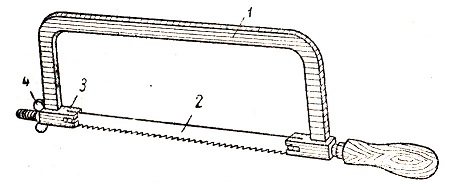
Рис. 1. Ножовка.
Станок ножовки применяется двух типов: цельный и раздвижной, из которых последний более удобен, так как дает возможность вставлять полотно различной длины.
Как установить ножовочное полотно по металлу?!
Ножовочное полотно имеет отверстия на концах для закрепления в станке ножовки. Полотно должно быть в станке достаточно натянуто во избежание изгиба и поломки.
Длина ножовочного полотна по металлу.
Длина ножовочного полотна бывает от 150 до 400 мм при ширине от 10 до 25 мм и толщине от 0,6 до 1,25 мм с числом зубьев от 10 до 32 шт. на дюйме (25,4 мм)
Как выбрать полотно для ножовки по металлу?!
Ножовочное полотно для работы выбирается в зависимости от величины и формы изделия, а также от твердости металла: чем металл тверже, тем мельче и чаще должны быть зубья ножовочного полотна. Тонкие изделия разрезают ножовочным полотном с мелкими и частыми зубьями, а для резания широких изделий применяют полотна с крупными зубьями.
Зубья ножовочных полотен.
Для разрезания деталей из высокоуглеродистой стали применяют полотно с 18 зубьями на 1 дюйм. При резании деталей из низкоуглеродистой стали, а также из латуни и меди выбирают полотно с 24 зубьями на 1 дюйм. При разрезании листового металла берут полотна с большим количеством зубьев, доходящим до 32 на 1 дюйм
Резка металла ножовкой.
Перед началом работы ножовкой надо наметить место реза, надрезав его ребром трехгранного напильника во избежание скольжения полотна ножовки по поверхности металла. В случае увода полотна при резке в сторону необходимо деталь повернуть на 1/4 оборота вокруг продольной оси и резку начинать снова, иначе полотно может сломаться. Зубья ножовочного полотна наклонены в одну сторону, поэтому они режут только при движении ножовки вперед. Это необходимо учитывать и в целях экономии затраты сил, работающим: нажимать на ножовку нужно только при рабочем движении, т. е. при движении ножовки вперед.
Давление на ножовку надо производить равномерно. Усилие давления на ножовку зависит от твердости металла изделия и его величины: давление меньше при мягких металлах и изделиях малого размера и больше — при твердых металлах и больших размерах изделия. В конце резки нажим ослабляется. Неправильное давление на ножовку может привести к поломке зубьев и полотна.
Работа ножовкой выполняется без охлаждения, но для уменьшения трения полотна о стенки пропила применяют смазку из сала или графитовой мази.
Поломка одного зуба часто ведет к поломке других, соседних с ним. Поэтому, чтобы ножовка после поломки зуба работала удовлетворительно, необходимо сточить на точиле рядом со сломанным два-три зуба, а из прорези удалить остатки сломанного зуба ножовки. Новое полотно заводить в прорез нужно осторожно, со слабым давлением, так как новое полотно -толще старого и при сильном нажиме может сломаться.
Механическая ножовка.
С целью повышения производительности и замены ручного труда для резки применяются механические ножовки (рис. 2). Рабочей режущей частью, как и у ручной ножовки, является ножовочное полотно, натянутое на подвижной части станка. Давление на полотно создается передвижным грузом. Возвратно-поступательное движение полотна осуществляется кривошипным механизмом, приводимым в движение от электродвигателя. Подача производится или вручную, или ходовым винтом от электродвигателя.

Рис. 2. Механическая ножовка.
У ленточных пил полотно представляет собой бесконечную ленту с зубьями, натянутую на двух шкивах.
Один из шкивов приводится во вращение от электродвигателя.
Пилы, рабочей частью которых являются ленты, вследствие малой производительности, нашли незначительное применение при изготовлении котельных конструкций.
Дисковая пила станок.
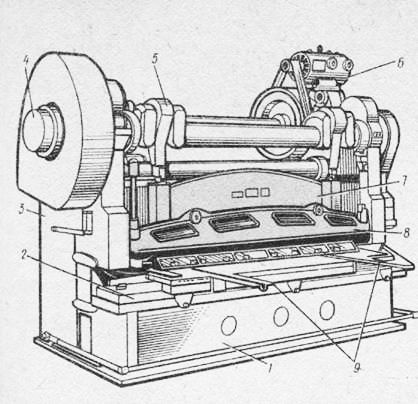
В котельном производстве почти исключительно применяются дисковые пилы (рис. 3).

Рис. 3. Дисковая пила:
1 — станина; 2 — салазки; 3 —головка; 4 — диск; 5 — поворотный стол.
Материалом для изготовления дисков пилы служит углеродистая и быстрорежущая стали. При диаметрах до 400 — 500 мм диски делаются из целого листа с вырезанными по окружности зубьями. Во избежание заедания диска в разрезаемом металле зубья его разводятся.
У дисков крупных размеров зубья делаются вставными, изготовленными из качественной стали. Диск, к которому крепятся зубья, делается из низкоуглеродистой стали. Заточка пил производится на заточных станках.
Диск вращается от электродвигателя, а подача в зависимости от разрезаемого профиля, регулируется автоматически при помощи ходового винта от электродвигателя или вручную — рычагом. При работе диск охлаждается эмульсией.
Станки снабжаются зажимным устройством для закрепления разрезаемого материала. При резке на дисковых пилах получается чистый рез, не нуждающийся в дальнейшей обработке. Однако операция резки малопроизводительна.
Фрикционная пила (пила трения).
Гораздо большую производительность дают фрикционные пилы, или, как их называют, пилы трения. Диск этих пил изготовляется из низкоуглеродистой стали специального проката. Привод осуществляется от электродвигателя, сообщающего диску окружную скорость до 6500 м/мин.
Стол станка имеет зажимное приспособление для крепления материала. Принцип действия пил трения основан на том, что диск вращающийся с большой скоростью, при соприкосновении с разрезаемым материалом доводит его до температуры плавления. Разогретые частицы легко отделяются вращающимся диском и выбрасываются наружу.
Резка металла на фрикционной пиле (пиле трения).
При работе диск необходимо непрерывно поливать водой, направляя ее в зону трения. Подаваемая вода значительно сокращает разогрев диска и разрезаемого металла. Разрез получается ровным, чистым, но с наплывами по его краям. Наплывы легко снимаются зубилом. У кромки разрезаемого металла образуется зона слабых структурных изменений шириной в 1—2 мм, которую необходимо удалить в случае изготовления особо ответственных конструкций. При изготовлении котельных конструкций ленточные и дисковые пилы в основном применяются для резки профильного, материала: уголков, швеллеров, двутавров, труб и т. д.
Источник



