
- Производство проволоки
- Волочение проволоки
- Важные особенности процесса
- Оборудование для волочения
- Удаление окалины – разновидности операции и ее нюансы
- Механическая очистка
- Химическая очистка
- Электрохимическая очистка
- Технические требования
- Волочение проволоки: технология и оборудование — волочильные станы и станки
- Основные этапы
- Особенности процедуры
- На каком оборудовании выполняется волочение металлов
- Подготовка металлических заготовок
- Волочение медной проволоки
Производство проволоки
Проволока является длинномерным металлическим изделием, схожим по внешнему виду со шнуром либо нитью. Из нее производятся электрические провода, сварочные электроды, пружины, канаты, тросы и т.д. Современные меткомбинаты выпускают проволоку не только с привычным круглым сечением, но и овальным, трапецеидальным, а также шестиугольным. Диаметр описанной вокруг него окружности изменяется в пределах от десятых долей миллиметра до нескольких сантиметров. Рассмотрим подробнее технологию производства длинномерного метиза.
Волочение проволоки
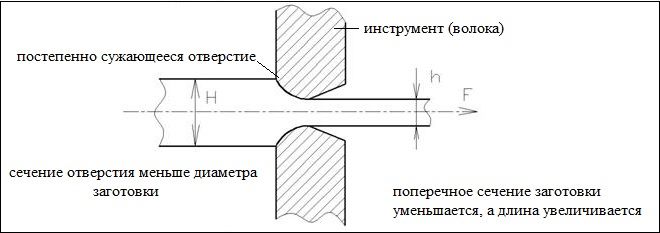
Волочение проволоки представляет собой особую технологию, предусматривающую протягивание металла сквозь фильеру (так в металлургии называется сужающееся отверстие, бывающее круглым и фасонным) в инструменте, именуемом «волока». В результате диаметр сечения заготовки уменьшается, а ее длина, наоборот, возрастает. Последовательность этапов процедуры волочения выглядит следующим образом:
травление исходного материала. Проводится в сернокислом растворе с температурой, колеблющейся возле отметки 50°С. Цель этой операции – снятие окалины с промежуточных продуктов производства (то есть заготовок) для повышения срока службы технологической матрицы;
нейтрализация травильного раствора с последующей промывкой заготовок;
предварительный отжиг сырья. По завершении данного этапа у металла повышается пластичность, и его структура становится мелкозернистой;
заострение концов заготовок. Выполняется эта процедура с помощью ковочных валков или молота;
собственно, этап волочения;
Важные особенности процесса
Специалисты единодушно придерживаются мнения о существовании у техпроцесса волочения одного значительного недостатка – это небольшой показатель деформирования проволоки. Причина данного явления кроется в ограничении уровня деформации прочностью выходящего конца промежуточного продукта производства, который является объектом приложения соответствующей силы деформирования.
В качестве исходного материала процедуры волочения используется, преимущественно, катанка из углеродистых и легированных сплавов, а также из цветных металлов. Этот процесс будет выполнен качественно только при наличии у сырья определенной микроструктуры (например, сорбитной, когда речь заходит о стальной катанке).
Ранее стальную проволоку, как правило, подвергали патентированию. Данная операция предусматривает:
нагревание металла до температуры, при которой происходит аустенизация (1050°С≤Т≤1100°С);
его выдержка в свинцовом (элемент Рb) либо солевом расплаве. Эта экспозиция обычно проводится при температуре Т≈500°С.
Современная технология производства проволоки не требует таких сложных действий. Металл с требуемой структурой гарантированно выходит с прокатного агрегата. Непрерывный высокоскоростной волочильный станок одной из последних модификаций оснащен системой охлаждения комбинированного типа – воздух совместно с водой. Именно такой комплекс предоставляет возможность изготовить катанку с необходимой микроструктурой.

Оборудование для волочения
Выполнение всех технологических операций волочения проволоки осуществляется на специальных агрегатах – станах. Они оборудованы своего рода «глазком» – волокой, сквозь которую протягивается длинномерный метиз. Его диаметр больше данного параметра самой волоки. По критерию «конструкция механизма протяжки» рассматриваемые станы подразделяются на 2 типа:
машины, выполняющие намотку металла на барабан;
механизмы, в которых металл перемещается о прямой.
Станы второго типа производят продукцию, не требующую комплектовку в бухты (это трубы и тонкие металлические стержни – прутки). Выпуск же именно проволоки осуществляется на барабанных агрегатах. Кстати, на них также производятся трубы из разного металла, отличающиеся малым сечением.
Барабанные станы подразделяются на такие виды:
станы многократные (конструкция одних рассчитана на функционирование без скольжения, а других – со скольжением).;
агрегаты многократные, работающие на основе принципа противонатяжения проволоки.
Технологическая операция волочения длинномерного метиза выполняется однократными станами всего за один проход. В многократных агрегатах эта процедура реализуется за два-три прохода, но само волочение осуществляется с использованием непрерывной схемы. На производственных площадях калибровочных цехов крупных меткомбинатов размещено до двух десятков единиц оборудования, различающихся по мощности и предназначенных для выпуска проволоки.

Изготовление фильер осуществляется в соответствии с требованиями металлокерамической технологии. В качестве сырья используется термокорунд, а также карбиды таких элементов как вольфрам (W), ванадий (V), тантал (Та), титан (Ті), молибден (Мо), бор (В). Данным сплавам присуща небольшая вязкость, повышенная твердость и отличная устойчивость к истиранию.
Волока является очень надежным инструментом. Обеспечивается это ее укладкой в вязкую и весьма прочную стальную обойму. Конструкция последнего приспособления:
не оказывает на фильеру воздействие, работающее на сжатие;
в ходе волочения снижает уровень растягивающих напряжений.
Следует отметить один важный момент, касающийся изготовления очень тонкой стальной проволоки (с диаметром меньшим 0,2 мм). Для этого используются волоки, созданные из синтетического минерала, получившего название технический алмаз.
Сегодня наблюдается тенденция применения сборных волок. Их конструкция предоставляет возможность производить длинномерный метиз в условиях повышенного гидродинамического трения. Кроме того, сборная волока:
гарантированно сокращает затраты электроэнергии, требуемые для реализации технологического цикла волочения;
обеспечивает увеличение производительности агрегатов на 20%-30%.
Удаление окалины – разновидности операции и ее нюансы
Эффективность процесса волочения напрямую зависит от качества обработки поверхности. Сегодня для удаления окислов железа (Fе 2 О 3 , FеО и Fе 3 О 4 ) – окалины – применяются три способа. Рассмотрим их несколько подробнее.
Механическая очистка
Механическая очистка – наименее финансово затратная операция не в ущерб качеству достигнутого результата. По этой причине данный метод получил наибольшее распространение. Осуществляется он путем периодического перегибания проволоки в различных плоскостях между роликами, являющимися компонентами спецконструкции, с финишной очисткой заготовки щетками со стальным ворсом.
Химическая очистка
Химические способы требуют значительно больших расходов. Проводятся они с использованием следующих веществ – НСl (соляная кислота) и Н 2 SО 4 (серная кислота). Таким образом, химическая очистка сопряжена с опасностью для работников. Поэтому меткомбинаты применяют эту технологию, лишь когда без нее действительно не обойтись. При этом допускаются к ее проведению только сотрудники, прошедшие специализированный курс обучения. Химической очисткой обрабатываются длинномерные метизы из высоколегированных кислотостойких нержавеющих сталей.
Электрохимическая очистка
Выполняется данная операция электролитическим травлением. Оно подразделяется на два вида – анодное и катодное. Менее опасным и более эффективным считается первый. Роль анода в нем играет подвергаемая очистке заготовка. А в качестве катода выступает свинцовая, железная либо медная пластина.
Катодное травление сопряжено со следующими опасностями:
активное выделение элемента Н 2 (это водород). Его контакт с атмосферным кислородом может привести к взрыву;
отрыв окалины с трудом поддается контролю. По этой причине формируется т.н. «травильная хрупкость».
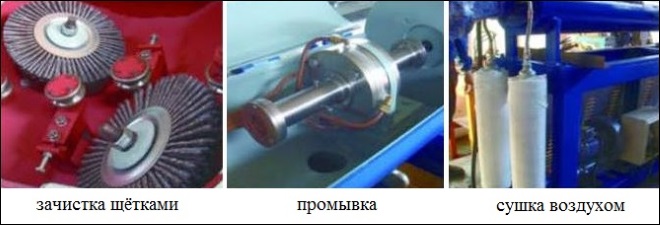
Процедура удаления оксидов железа химическими реагентами должна завершаться тщательной промывкой промежуточного продукта производства. Тогда поверхность заготовки освободится от кислотного раствора, остатков травильных веществ, окалинного шлама, загрязнений и солей элемента Fе. При проведении промывки не непосредственно после химобработки все перечисленные соединения просто засохнут.
Здесь важен еще такой момент. Сначала промывание выполняется в воде с температурой, изменяющейся в диапазоне +60°С≤Т≤+75°С. Затем эта процедура проводится уже в холодной воде под давлением приблизительно 700 Па.
Технические требования
Сегодня наибольшее распространение получила проволока, изготовленная из стали конструкционной углеродистой. Ее производство регламентируется ГОСТом 7305-91. Рассмотрим технические требования, выдвигаемые данным нормативным документом к подобной конечной продукции.
В качестве сырья должна использоваться сталь:
качественная углеродистая конструкционная 50, 45, 40, 35, 30, 25 и 20;
полуспокойная качественная углеродистая конструкционная 20пc, 15пc и 10пc;
кипящая качественная углеродистая конструкционная 20кп, 15кп, 10кп и 08кп.
Поверхность длинномерного метиза должна быть свободной от:
периодически повторяющихся выступов, либо, наоборот, углублений, сформированных прокатными валками – отпечатков;
скоплений углублений, образовавшихся на этапе проката – рябизны;
углублений произвольной направленности, имеющих к тому же неправильную форму – царапин;
пленочных отслоений, свидетельствующих о нарушении целостности металла, которое возникло в ходе раскатывания газового пузыря;
канавок с невыступающими кромками и с дном плоской либо закругленной конфигурации – рисок;
окисных пленок, характеризующихся рыхлой структурой, сформировавшихся при контакте металла с влагой – ржавчины;
вкраплений частиц окалины, вдавленных при волочении – вкатанной окалины;
отслоений металла, соединенных с его основой, ориентированных по направлению проведенной прокатки – плен;
продольно ориентированных дефектов, плотно прилегающих к поверхности, вызывающих нарушение сплошности материала изготовления – закатов, глубиной, превышающей половину величины предельно допустимых отклонений по параметру «диаметр проволоки». Факт незначительного омеднения длинномерного метиза, вызванного нанесением подсмазочного слоя до выполнения процедуры волочения, не выводит изделие в категорию брака.
Производится проволока должна на катушках либо в мотках. Ее намотку нужно проводить так, чтобы:
витки не перепутывались;
была обеспечена возможность свободного сматывания в любом из вариантов производства;
когда моток освобождается от перевязей, длинномерный метиз, сворачиваясь, не формировал «восьмерку».
В состав мотка должен входить один отрезок проволоки.
На катушке недопустимо наличие больше трех отрезков длинномерного метиза. Там, где они разделены, необходимо прокладывать закладки. Вариант замены отметок мест разделения – вывод с последующим закреплением на одной из щек катушки концов кусков проволоки.
Допускается чтобы в партии имелись катушки либо мотки, масса куска проволоки в которых была бы меньше указанного в таблице числа на 50%. Но их количество не должно превышать 10% от общего веса произведенной продукции.

Масса отдельного куска длинномерного метиза в любом варианте производства (катушка либо моток) зависит от диаметра изделия. Нормами ГОСТа 17305-91 установлено требуемое соответствие данных параметров. Оно представлено в таблице.
Источник
Волочение проволоки: технология и оборудование — волочильные станы и станки
Волочение, посредством которого производят проволочную продукцию, является несложной технологической операцией. Между тем, чтобы в итоге выполнения такой процедуры получить качественное изделие, осуществлять ее необходимо в правильной последовательности и использовать для этого соответствующее оборудование.

Линия производства проволоки по методу волочения
Основные этапы
Суть технологии, по которой выполняют волочение проволоки, заключается в том, что металлическую заготовку из стали, меди или алюминия протягивают через сужающееся отверстие – фильеру. Сам инструмент, в котором такое отверстие выполнено, называется волокой, его устанавливают на специальное оборудование для волочения проволоки. На то, какими диаметром, сечением и формой будет обладать готовое изделие, оказывают влияние параметры фильеры.
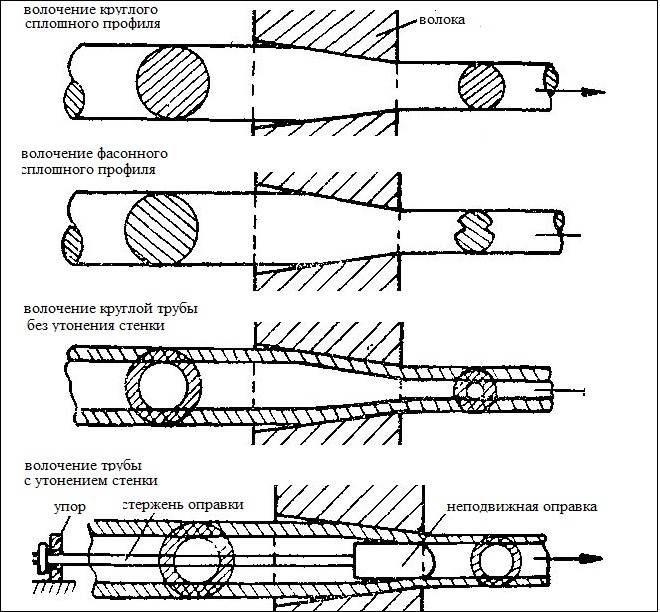
Принцип волочения металла
Выполнение волочения, если сравнивать такую технологическую операцию с прокаткой, позволяет получать изделия, отличающиеся более высокой чистотой поверхности и исключительной точностью геометрических параметров. Такими изделиями могут быть не только различные типы проволоки (электротехническая, используемая для сварки, вязочная и др.), но также фасонные профили, трубы и прутки разного диаметра. Полученные по такой технологии изделия отличаются и лучшими механическими характеристиками, так как в процессе волочения металла с его поверхностного слоя снимается наклеп. Что касается именно производства проволоки, то методом волочения можно получить изделия, диаметр которых находится в интервале от 1–2 микрон до 10 и даже более миллиметров.
Технология волочения сегодня уже хорошо отработана, для ее реализации используются современные модели волочильных станков, работающих без сбоев и позволяющих выполнять технологический процесс на скорости, доходящей до 60 метров готового изделия в секунду. Использование такого оборудования для волочения, кроме того, позволяет обеспечить значительную величину обжатия заготовки.

Технологическая схема волочения проволоки из нержавеющей стали
Изготовление проволоки по технологии волочения включает в себя несколько этапов.
- Исходная заготовка подвергается процедуре травления, для чего используется сернокислый раствор, нагретый до 50 градусов. С поверхности металла, прошедшего такую процедуру, легко снимается окалина, за счет чего увеличивается срок службы матриц волочильных станков.
- Чтобы увеличить пластичность обрабатываемой заготовки, а ее внутреннюю структуру довести до мелкозернистого состояния, выполняют предварительный отжиг металла.
- Остатки травильного раствора, который является достаточно агрессивным, нейтрализуют, после чего заготовку подвергают промывке.
- Чтобы конец заготовки можно было пропустить в фильеру, его заостряют, для чего может быть использован молот или ковочные валки.
- После завершения всех подготовительных операций заготовка пропускается через фильеры для волочения проволоки, где и формируются профиль и размеры готового изделия.
- Производство проволоки завершается выполнением отжига. После волочениия изделие также подвергают ряду дополнительных технологических операций – резке на отрезки требуемой длины, снятию концов, правке и др.
Особенности процедуры
Любой волочильщик проволоки знает такой недостаток волочения, как недостаточно высокая степень деформирования готового изделия. Объясняется это тем, что оно, выходя из зоны обработки волочильного станка, деформируется только до степени, ограниченной прочностью конца заготовки, к которому и прикладывается соответствующее усилие в процессе обработки.
В качестве исходного материала, который подвергают обработке на волочильных станках, служат металлические заготовки, полученные методом непрерывного литья, прессованием и катанием из углеродистых и легированных сталей, а также цветных сплавов. Наибольшую сложность процесс волочения представляет в том случае, если обработке подвергается стальной сплав. В таких случаях для качественного волочения необходимо довести микроструктуру металла до требуемого состояния. Чтобы получить оптимальную внутреннюю структуру стали, раньше использовали такую технологическую операцию, как патентирование. Заключался этот способ обработки в том, что сталь сначала нагревали до температуры аустенизации, а затем выдерживали в свинцовом или соляном расплаве, нагретом до температуры около 500°.
Современный уровень развития металлургической промышленности, используемые в ней технологии и оборудование для получения металлов и сплавов позволяют не готовить металл к волочению таким сложным и трудоемким способом. Стальная заготовка, выходящая с прокатного стана современного металлургического предприятия, уже обладает внутренней структурой, оптимально подходящей для волочения.
Сама технология волочения и волочильное оборудование также совершенствовались на протяжении многих лет. В результате волочильщик проволоки сегодня имеет возможность применять современные волочильные устройства, позволяющие с минимальными трудозатратами гарантированно получать изделия высокого качества. Качество и точность обработки, выполняемой на таких волочильных специализированных станках, обеспечивается не только их оснащением современным рабочим инструментом, но и использованием при их работе комбинированной системы охлаждения, для которого применяются воздух и вода. Выходя с такого станка для волочения, готовое изделие обладает не только требуемым качеством и точностью геометрических параметров, но и оптимальной микроструктурой.
На каком оборудовании выполняется волочение металлов
Оборудование, которое волочильщик проволоки использует в своей профессиональной деятельности, называется станом. Обязательным элементом оснащения волочильной специализированной машины является «глазок» – волока. Диаметр волоки, разумеется, всегда должен быть меньше, чем размеры поперечного сечения протягиваемой через нее заготовки.
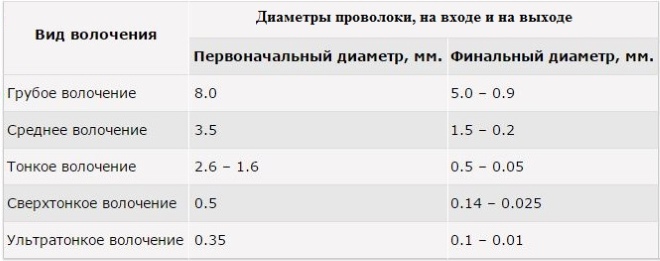
Соотношения первоначального и финального диаметров проволоки при различных типах волочения
На сегодняшний день производственные предприятия применяют волочильные специализированные станки двух основных типов, которые отличаются друг от друга конструкцией тянущего механизма. Так, различают:
- станки, в которых готовое изделие наматывается на барабан, чем и обеспечивается тянущее усилие;
- оборудование с прямолинейным движением готовой проволоки.

Прямоточный волочильный стан с программным управлением
На устройствах второго типа, в частности, выполняют волочение труб и других изделий, которые не требуют намотки на бухты. Именно проволоку, а также трубные изделия небольшого диаметра производят преимущественно на станках, оснащенных барабанным механизмом. Такие станки в зависимости от конструктивного исполнения могут быть:
- однократными;
- многократными, работающими со скольжением или без него, а также те, в которых используется принцип противонатяжения заготовок.

Многониточный волочильный стан обладает большей производительностью и выгоден на крупных предприятиях
Наиболее простой конструкцией отличается однократный станок для волочения. Манипулируя таким оборудованием, волочильщик проволоки выполняет ее протягивание за один проход. На волочильном устройстве многократного типа, которое работает по непрерывной схеме, формирование готового изделия осуществляется за 2–3 прохода. Крупные предприятия, производящие проволоку в промышленных масштабах, могут быть оснащены не одним десятком волочильных станков разной мощности, на которых изготавливается продукция различного назначения.
Основным рабочим органом любой волочильной машины, как уже говорилось выше, является фильера, для изготовления которой используют твердые металлокерамические сплавы – карбиды бора, молибдена, титана, термокорунд и др. Отличительными характеристиками таких материалов являются повышенная твердость, исключительная устойчивость к истиранию, а также невысокая вязкость. В отдельных случаях, когда необходимо изготовить очень тонкую проволоку из стали, фильера может быть изготовлена из технических алмазов.

Фильеры волочильной машины
Фильера устанавливается в прочную и вязкую стальную обойму. Это так называемая волочильная доска. За счет своей пластичности такая обойма не оказывает значительного давления на фильеру и одновременно снижает растягивающие напряжения, которые в ней возникают.
На современных предприятиях волочение металлов часто проводят с использованием сборных волок, которые позволяют эффективно выполнять такой процесс даже в условиях повышенного гидродинамического трения. Кроме того, применение такого инструмента снижает расход электроэнергии и увеличивает производительность работы оборудования на 20–30%.
Подготовка металлических заготовок
Волочильщик проволоки, используя специализированное оборудование, только в том случае сможет добиться качественного конечного результата, если поверхность заготовки будет соответствующим образом подготовлена. Такая подготовка заключается в удалении окалины, для чего могут быть использованы следующие методы:
- механический;
- химический;
- электрохимический.
Более простым и экономически выгодным является механический способ очистки от окалины, который используют для заготовок из углеродистых сталей. При выполнении такой очистки заготовку просто гнут в разные стороны, а затем обрабатывают ее поверхность при помощи металлических щеток.
Технология работы окалиноснимателя
Более сложной и затратной является химическая очистка от окалины, для выполнения которой используют растворы соляной или серной кислоты. Специалист, выполняющий такую сложную и достаточно опасную операцию, должен быть хорошо подготовлен и строго соблюдать все правила безопасности работы с агрессивными растворами. Без химического способа очистки не обойтись, если проволоку необходимо сделать из заготовок, выполненных из нержавеющих и других типов высоколегированных сталей. Следует иметь в виду, что сразу после выполнения химической очистки поверхность заготовки следует тщательно промыть горячей, а затем холодной водой.
Электрохимический способ очистки от окалины основан на методе травления в электролитическом растворе. В зависимости от особенностей выполнения такой метод может быть анодным и катодным.
Волочение медной проволоки
Чтобы более подробно познакомиться с технологией волочения, можно рассмотреть ее на примере того, как делают медную проволоку. Заготовки для выполнения такой операции получают методом литья, после чего их сплавляют между собой и прокатывают. Чтобы волочение медной проволоки было выполнено максимально качественно, с поверхности заготовки необходимо удалить оксидную пленку, для чего ее обрабатывают раствором кислоты.
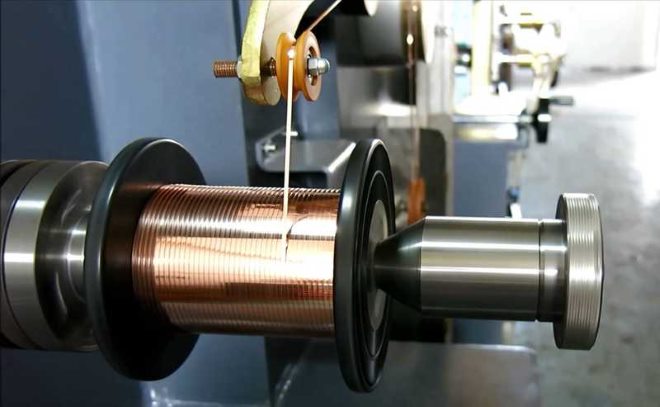
Намотка готовой проволоки на барабан
Сам процесс волочения мало чем отличается от производства сварочной проволоки (или любой другой). Проволочный стан в таком случае тянет заготовку, пропуская ее через фильерные отверстия определенного диаметра. Для изготовления медной проволоки очень небольшого диаметра (до 10 мкм) ее формирование может осуществляться в специальном смазочном составе (погружной метод). В качестве таких составов, в частности, могут использоваться:
- комплексные растворы;
- специальные эмульсии;
- комплексные вещества.
Использование таких составов, через которые проволока проходит в процессе своего формирования, позволяет получать изделия, наружная поверхность которых отличается максимальной чистотой.
Источник



