
- Как классифицируются источники питания по способу установки
- Классификация источников питания
- Классификация источников питания сварочной дуги
- Четыре вида источников питания электрической дуги при сварке
- Основные требования
- Принципы классификация
- Четыре вида преобразователей
- Трансформатор
- Выпрямитель
- Преобразователи
- Инверторы
Как классифицируются источники питания по способу установки




Глава III
ОБОРУДОВАНИЕ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ И ЕГО ОБСЛУЖИВАНИЕ
§ 7. Классификация источников питания сварочной дуги
Источники питания сварочной дуги классифицируются по следующим основным признакам.
По роду сварочного тока источники питания сварочной дуги бывают переменного и постоянного тока. К источникам переменного тока относятся сварочные трансформаторы и генераторы повышенной частоты. Источниками постоянного тока являются сварочные преобразователи и сварочные выпрямители.
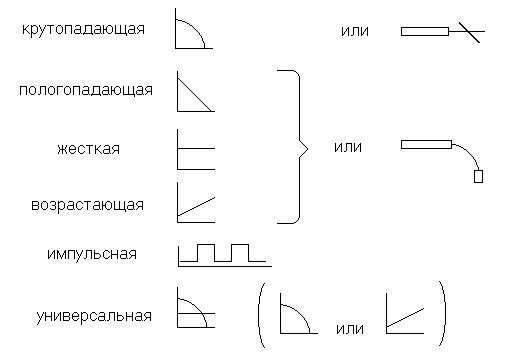
По виду внешних вольт-амперных характеристик источники питания сварочной дуги бывают с пологопадающей характеристикой, применяемой в основном при автоматической сварке под флюсом; с жесткой и возрастающей вольт-амперной характеристикой, применяемой при сварке в защитных газах и электрошлаковой сварке; с крутопадающей вольт-амперной характеристикой, используемой при ручной дуговой сварке. Бывают источники питания сварочной дуги и универсальные, т. е. обеспечивающие получение в нужный момент соответствующей вольт-амперной характеристики: крутопадающей, пологопадающей, жесткой или возрастающей.
По количеству используемых сварочных дуг источники питания могут быть однопостовыми или многопостовыми.
По способу установки источники питания сварочной дуги бывают стационарными или подвижными — переносными.
Источник
Классификация источников питания
Общепринятой классификации источников питания нет.
Источники питания (ИП) делятся:
По роду тока: переменного (
) и постоянного ( = ) тока;
По виду используемой энергии и ее преобразования: трансформаторы (
и =), т.е. генераторы и привод – электродвигатель в однокорпусном исполнении; сварочные агрегаты, т.е. генераторы и привод – двигатель внутреннего сгорания АБС (бензиновый) и АДС (дизельный); инверторные (кГц =); транзисторные (любое преобразование).
По мощности и номинальной силе сварочного тока в соответствии со стандартным рядом значений;
По количеству постов питаемых от одного источника питания- однопостовые и многопостовые;
По внешним характеристикам:
По исполнению:
передвижные (АБС, АДС и т.п.)
переносные (массой не более 36 кг)
стационарные (Ig ≥ 1000 А)
По назначению (виду сварки):
РДС: механизированной сварки под слоем флюса или в среде защитных газов; контактной, электрошлаковой, точечной, плазменной сварки или резки и т.п.
По режиму работы:
повторно – кратковременный (ПВ) для механизированных процессов
 100%
100%
перемежающийся (ПР) для ручной дуговой сварки РДС
 100%
100%
продолжительный (ПН) для специализированных установок
 100%
100%
При переходе на другой уровень загрузки по току (I раб) следует выполнить следующие условия:
I раб ПВ паспорт
2.2. Требования к источникам питания для дуговой сварки\
1. Мощность ИП для сварочного процесса W, кВт
2. Сила тока, обеспечивающая горение дуги, плавлением основного и присадочного металла (образование сварочной ванны). Ig, А
3. Обеспечить силу короткого замыкания времени выдержки под нагрузкой
Iкз ≥1,5 Ig и время выдержки под нагрузкой τкз=5…10 сек
4. Напряжение на дуге Ug ≈ 25 ± 10 В
5. Обеспечить устойчивое горение дуги, т.е. условие статической устойчивости системы
Дуга + ИП → Ку > 0
6. Исходя из технологических требований различных видов сварки согласовать ВАХ Дуга и ИП, с целью получения необходимой интенсивности процесса саморегулирования длины дуги.
7. Определенные динамические характеристики:
скорость нарастания силы тока при коротком замыкании ∆ I = 10-15 кА/с
скорость изменения напряжения ∆ U = 500 В/с
8. Регулировка силы тока дуги в диапазоне от 0,3 до 1,3 I ном
Источник
Классификация источников питания сварочной дуги




![]()
![]()
Источники питания сварочной дуги, выпускаемые нашей промышленностью, классифицируют по следующим признакам :
роду тока — источники переменного (сварочные трансформаторы) и постоянного тока (преобразователи, агрегаты и выпрямители) ;
внешней характеристике — источники с крутоподающими, жесткими, возрастающими и смешанными вольт-амперными характеристиками;
количеству одновременно питаемых постов — источники однопостовые и многопостовые;
характеру привода — источники с электрическим приводом и с независимым приводом (от двигателя внутреннего сгорания);
особенности горения дуги — источники для сварки свободно горящей дугой и сжатой;
способу установки и монтажа — стационарные и передвижные;
принципу действия и конструктивному оформлению — сварочные трансформаторы с нормальным магнитным рассеянием (с отдельной реактивной катушкой и на общем сердечнике), увеличенным магнитным рассеянием (с подвижным магнитным шунтом и подвижными обмотками); сварочные выпрямители с кремниевыми или селеновыми вентилями;преобразователи с независимой намагничивающей и последовательной размагничивающей обмотками, расщепленными полюсами; а г р е г а т ы — генераторы с двигателями внутреннего сгорания (бензиновые карбюраторного типа и дизельные);
назначению — источники питания для ручной дуговой сварки, автоматической и полуавтоматической сварки под флюсом, сварки в защитных газах, плазменной резки и сварки, электрошлаковой сварки и источники питания током специального назначения (для трехфазной сварки, многодуговая).
Единая структура обозначения электросварочного оборудования. Обозначение электросварочного оборудования, выпускаемого заводами МЭТП СССР, состоит из буквенной и цифровойчасти. Первая буква — тип изделия (В — выпрямитель, Т — трансформатор, Г — генератор, У — установка), вторая буква — вид сварки (Д — дуговая, П — плазменная), третья — способ сварки (Г — в защитных газах, Ф — под флюсом, У — универсальные источники), отсутствие третьей буквы обозначает ручную дуговую сварку штучными электродами, четвертая буква — назначение источника (М — для многопостовой сварки, И — импульсной сварки). Две или одна цифра после букв — номинальный сварочный ток в сотнях ампер, две последующие цифры — регистрационный номер изделия, следующие буквы — климатическое исполнение (Т — для эксплуатации в странах с тропическим климатом, У — в районах с умеренным климатом, ХЛ — холодным климатом), следующая цифра — категория размещения (1 — на открытой площадке, 2 — прицепы, кузова автомобилей, 3 — помещения с естественной вентиляцией, 4 — с отоплением и принудительной вентиляцией, 5 — повышенной влажностью).
Расшифровывая, например, источники питания ВДГМ-1601Т2, получим: выпрямитель для дуговой сварки в защитных газах, многопостовой, на ток 1600 А, регистрационный номер изделия 01, для работы в странах с тропическим климатом, категория размещения — 2.
Источник
Четыре вида источников питания электрической дуги при сварке
Источники питания для сварки представляют собой различные преобразователи тока промышленной частоты либо генераторы, самостоятельно вырабатывающие электроэнергию необходимых параметров.
По причине того, что для электродуговой сварки требуются особые параметры питающего тока и напряжения (приводя усредненный пример — напряжение низкое, а ток очень большой), стандартное напряжение бытовой или промышленной сети требуется, как минимум, понизить.
Как максимум — привести рабочие характеристики питания в соответствие с заданной потребностью. Поэтому к источникам питания сварочной дуги выдвигаются особые требования.

Основные требования
Источник питания для сварочных работ любого вида и класса должен удовлетворять следующим ключевым характеристикам:
- обеспечивать легкость зажигание дуги;
- поддерживать стабильное горение;
- контролировать верхний порог тока короткого замыкания;
- обладать хорошей динамикой;
- соответствовать требованиям по электробезопасности.
Под динамикой в данном случае понимается скорость восстановления напряжения от момента контакта электрода с массой (возникновения короткого замыкания) до вспыхивания дуги, то есть образования электрического пробоя воздуха.
Дуга вспыхивает при напряжении около 20 В. Время от момента короткого замыкания до вспышки дуги у хорошего источника питания должно составлять не более 0,05 секунды. Чем оно меньше, тем динамика выше.
Кроме того, очень важно, чтобы источник поддерживал стабильное горение дуги, то есть автоматически регулировал изменение напряжения от режима холостого хода (60-90 В) до напряжения рабочего хода (18-20 В).
Эти требования предъявляются ко всем без исключения устройствам. Им должен соответствовать даже самодельный сварочный аппарат, собранный для ручной дуговой сварки из блока питания компьютера.
Кстати, из последнего собрать устройство для домашнего применения не так уж сложно. Импульсный блок питания как раз и предназначен для понижения сетевого напряжения. Но варить можно будет только тонкий металл.
Принципы классификация

Источники питания сварочной дуги классифицируются по многим градациям. В их числе:
- по предназначению — для ручной сварки, сварки под флюсом или в среде защитного газа (например, аргонодуговой);
- по числу сварочных постов, которые можно подключить единовременно;
- по способности передвигаться — мобильные и стационарные;
- по способу производства энергии — преобразователи или производители;
- по роду выходного тока;
- по ВАХ (вольт-амперная характеритика).
Основными параметрами сварочного аппарата для сварщика являются назначение данного конкретного агрегата и сварочный ток, который он выдает. Во многих случаях ключевым требованиям является подбор нужной вольт-амперной характеристики (ВАХ).
Так, например, для сварки в среде защитных газов требуются устройства с жесткой характеристикой, варящие постоянным током. Для ручной и полуавтоматической сварки под флюсом применяются аппараты переменного и постоянного тока с падающей характеристикой.
Некоторые современные источники питания сварочной дуги универсальны: имеют много режимов работы, в том числе позволяют менять род сварочного тока и изменять его ВАХ.
Четыре вида преобразователей
Основное различие между источниками питания сварочной дуги, определяющее их технические характеристики, массу, габариты и сферу применения — это различия по принципу преобразования электротока.
Существуют следующие виды источников:
- трансформаторы;
- выпрямители;
- преобразователи;
- инверторы.
Особняком стоят генераторы, так называемые агрегаты. Эти машины — не вторичные, а первичные источники энергии, они не преобразуют тем или иным способом питание от городской или промышленной сети, а вырабатывают его сами.
Как правило, агрегаты строятся на базе двигателя внутреннего сгорания — бензинового или дизельного. Первые — дешевле, вторые имеют большую мощность и моторесурс.
Трансформатор
 Это самый простой тип сварочного аппарата. Основой ему служит дроссель — реактивная катушка индуктивности.
Это самый простой тип сварочного аппарата. Основой ему служит дроссель — реактивная катушка индуктивности.
Простой понижающий трансформатор понижает вольтаж сети до величины холостого хода — 60…80 В. В дальнейшем при работе поддерживается напряжение сварки в 20 В.
Трансформатор варит только переменным током. Его достоинство состоит в простоте конструкции (можно изготовить своими руками, рассчитав число витков обеих намоток).
Он имеет высокий КПД, сравнительно небольшой расход энергии, отличается надежностью в сочетании с ремонтопригодностью. Трансформаторный источник питания дуги бесшумно работает, относительно немного стоит.
Но использование для сварки переменного тока имеет и определенные недостатки. У такого источника питания сварочной дуги большие габариты и очень большая масса.
Дуга горит нестабильно, и сильно зависит от скачков питающего напряжения. Возникает необходимости в использовании специальных покрытых электродов. Перечень металлов и сплавов, которые можно варить переменным током (в основном это низкоуглеродистые стали), ограничен.
Выпрямитель
 Как следует из названия, это устройство, выпрямляющее переменный ток, то есть преобразующее его в постоянный. Для этого используются полупроводниковые элементы на основе селена либо кремния.
Как следует из названия, это устройство, выпрямляющее переменный ток, то есть преобразующее его в постоянный. Для этого используются полупроводниковые элементы на основе селена либо кремния.
Выпрямители могут быть однофазные и трехфазные, стационарные или мобильные, иметь любую вольт-амперную характеристику — либо жестко заданную производителем, либо изменяемую пользователем согласно его нуждам.
У выпрямителей есть много достоинств. Это бесшумная работа, высокий КПД (выше, чем у трансформаторов), широкий диапазон использования (можно варить любые металлы и сплавы). У такого источника питания малые потери на холостом ходу, сравнительно небольшие габариты и вес и малое потребление энергии.
Недостатков у них немного, но, к сожалению, они довольно существенные. Выпрямители, как источники питания сварочной дуги, очень сильно нагреваются во время рабочего процесса, поэтому нуждаются в хорошей системе охлаждения, за которой надо тщательно следить.
Кроме того, они очень чувствительны к скачкам напряжения, не любят пыли, которая может вывести из строя систему охлаждения, и достаточно дороги.
Преобразователи
Преобразователь — устройство, механическим способом превращающее переменный ток в постоянный. По сути своей это электродвигатель, который вращает вал генератора постоянного тока. Когда-то это были первые устройства, способные производить сварку постоянным током.

По похожему принципу работают и генераторы, питающиеся от бензинового или дизельного мотора.
Несмотря на кажущуюся нелогичность конструкции, преобразователи также имеют свои плюсы и минусы. Основное их достоинство в том, что эти аппараты нечувствительны к перепадам напряжения — ток на выходе всегда имеет стабильную характеристику.
Кроме того, они могут выдавать очень большой ток — 300, 500, некоторые модели 1000 А. В некоторых видах работ, например, при сварке толстых металлических плит, это принципиально.
Их недостатки заключаются в большой массе (до 500 кг), а также в необходимости регулярного ТО из-за наличия вращающихся с высокой скоростью деталей. КПД преобразователей невысок из-за трат энергии на раскрутку вала двигателя.
Инверторы
Инверторы — особый класс источников питания сварочной дуги. Это сварочные аппараты, которые оптимально подходят для бытовых нужд.

Благодаря малым размерам и удобству в обращении они активно используются там, где нужна мобильность, а также есть ограничения по мощности, которую можно взять от сети.
Большинство инверторных источников питания сварочной дуги можно включать в обычную розетку, не боясь перегруза сети.
Принцип действия этих устройств заключается в инверсии — зеркальном превращении одного состояния энергии в другое. Инверторный аппарат осуществляет сварку переменным током высокой частоты, который он получает из постоянного тока, а его, в свою очередь — из промышленного переменного.
Инверсия позволяет увеличить частоту тока в 1000 раз — до 50 кГц. За счет этого удалось добиться существенного снижения размеров и веса аппарата.
Благодаря некоторым инверторным источникам питания сварочной дуги можно производить сварку и постоянным, и переменным током, в зависимости от режима.
К их достоинствам, кроме габаритов, относится малое энергопотребление, высокий уровень безопасности, плавная регулировка выходного тока и малое разбрызгивание расплава при сварке.
Список недостатков невелик. Аппарат нуждается в тщательном уходе и защите от пыли, не любит морозов, и не очень дешев в ремонте. Инвертор можно назвать оптимальным аппаратом для ручной сварки.
Источник



