
Инструменты для нарезки резьбы. Виды и работа. Применение
Резьбовое соединение является одним из самых популярных способов закрепления различных деталей и элементов. Не всегда можно приобрести различные крепления, на которые уже нанесена резьба, поэтому ее необходимо нарезать самостоятельно. Для этого применяются специализированные инструменты для нарезки резьбы. С их помощью также возможно обновить затертую или поврежденную другим способом ранее нанесенную резьбу.
Виды инструментов для нарезки резьбы
Для нарезки применяется 3 разновидности инструментов:
Инструмент для нарезания отличается между собой не только по диаметру, но и по типу создаваемой резьбы. Она может быть метрической или дюймовой. Метрическая применяется на подавляющем большинстве крепежных элементов. Она используется в машиностроении, бытовом оборудовании и в прочих направлениях. Дюймовая резьба применяется исключительно на водопроводных элементах. В некоторых странах метрическая резьба не применяется вообще, и все крепежные элементы сделаны с помощью дюймовой.
Еще одним немаловажным различием подобного инструмента является направление создаваемой резьбы. Оно может быть левым и правым. Нельзя применяя один инструмент, провести нарезание резьбы в обе стороны, если он не универсальный.
Метчик
Метчик – это цилиндрический инструмент, который предназначен для нарезания внутренней резьбы в трубах и гайках. Его поверхность имеет выступающие ребра, которые при ввинчивании в пустотелые металлические элементы подходящего диаметра создают винтовые канавки, вырезая стружку. В результате вкручивания метчик прокладывает резьбу. Этот прибор представляет собой небольшой металлический прут из высококачественной твердой стали, на одном конце, которого имеется режущая часть, а на втором хвостовик для подсоединения воротка. Вдоль поверхности метчика идет выборка, сквозь которую обеспечивается отвод срезанной стружки. Самыми удобными для применения являются инструменты, которые имеют 3-5 канавок для отвода стружки. Они гораздо меньше забиваются и дают чистую поверхность без видимой деформации. После нарезания резьбы с помощью метчика, болт или шпилька накручивается без усилий по всей поверхности.

С помощью метчика можно нарезать резьбу или провести калибровку в случае ее повреждения.
Этот инструмент бывает трех разновидностей:
Ручные метчики обычно предлагаются в наборе из 2-3 инструментов одинакового диаметра. Первый проводит черновую нарезку резьбы, а последний обеспечивает создание высококачественного гладкого профиля, который обеспечивает легкое скручивание болтов или шпилек. Очередность применения метчиков, которые идут в наборе, обозначается цифрами на их корпусе.
Машинные предназначены для нарезания резьбы на станках. У них имеется иной профиль канавок, для более быстрого отвода стружки. При этом форма хвостовика подогнана для закрепления в патрон на станке.
Гаечные применяются специально для гаек. Их легко узнать, поскольку они самые короткие. Так как этот инструмент предназначен для нарезки резьбы только в гайках, которые обычно отличаются небольшой шириной, он делается очень коротким. В связи с этим его длина позволяет сделать максимум 12 витков. Гаечные метчики тоже могут быть черновыми и чистовыми. Черновой только создает начальную резьбу для вкручивания заборной части более длинного инструмента.
Для правильного закрепления метчика ручного или гаечного типа применяется специальный вороток, который насаживается на хвостовик. От переднего угла метчика зависит его применение и металл, с которым он может работать. Угол с наклоном от 5 до 10 градусов делает инструмент удобным для обработки стали. Уклон от 0 до 5 градусов предназначен для чугуна. Метчики с заточкой от 10 до 25 градусов применяются для цветных металлов и их сплавов.
Плашка
Плашка (лерка) применяется для создания винтовой нарезки на болтах и шпильках. Она представляет собой круглую шайбу с центральным отверстием, которая имеет несколько выступающих ребер с острой кромкой. Плашка нарезает и калибрует внешнюю резьбу за один проход. Обычно ее применяют для нарезки резьбы на прутах диаметром до 52 мм. Стандартная толщина плашек составляет от 8 до 10 витков. Угол нарезанных выступов у плашки может отличаться. Инструмент с углом 40-60 градусов применяется для сквозного прохода. В том случае, если необходимо нарезать резьбу вплотную до упора, применяется плашка с углом 90 градусов.

Для того чтобы получить качественно нарезанную резьбу необходимо чтобы диаметр стержня, который будет обрабатываться, был на 0,3-0,4 мм больше, чем внутренний размер плашки. Также при применении этого инструмента стоит учитывать, что требуется снятие фаски на краю. Для того чтобы удерживать плашку применяется специальные воротки.

Плашка может быть цельной или разрезанной. Цельная имеет выступающие зубья для врезания в металл по всей поверхности. Использование такого инструмента требует серьезных усилий. Гораздо более популярными являются разрезанные плашки, которые имеют разделенные рабочие части, что уменьшает площадь контакта. Это облегчает процесс вывода стружки, и уменьшает трение.
Плашка может применяться для нарезания резьбы на правую или левую сторону. Также существует универсальный инструмент, который работает одинаково хорошо в обоих направлениях. Он обозначается маркировкой LN.
Клупп
Клупп – это практически та же плашка, но существенно больше. Он представляет собой систему резцов, устанавливаемых непосредственно в держатель, который одновременно служит и направляющей. Обычно такой инструмент для нарезки резьбы применяется для нарезания внешней резьбы на трубах, а также толстых металлических стержнях. Предлагаемые на рынке клуппы обычно имеют не только метрический ход, но и дюймовый. Обычно клупп применяют сантехники для подготовки труб.

Клупп продаются в наборе, в котором предлагается один держатель и несколько плашек. Насадки можно с легкостью менять. Также существуют электрические клуппы, которые фиксируются на трубе и они сами нарезают на ней резьбу. Благодаря тому, собственному редуктору, они способны создавать большие усилия, даже при слабом электродвигателе.
Особенность использования инструмента для нарезания резьбы
Для того чтобы получить качественную резьбу, с гладкой поверхностью, заготовку с которой проводится работа нужно закрепить в тисках. Если это невозможно, к примеру, при обновлении резьбы на водопроводной трубе, которая уже установлена, следует ее удерживать трубным ключом. Для того чтобы получить качественный результат также важно подобрать правильный диаметр инструмента для нарезки резьбы. Если используется метчик, то он должен быть на 0,2-0,3 мм больше, чем отверстие, в которое он вкручивается. Если применяется плашка или клупп, то наоборот стержень должен быть больше, примерно на 0,3-0,4 мм.

Перед началом работы рекомендовано подготовить смазку. Это позволит уменьшить трение и снизить нагрузку. Кроме того, наличие смазки позволяет избежать образования заусениц и чрезмерного перегрева детали. При использовании плашки или метчика стоит сделать несколько витков без применения смазочного материала. Это позволит зубцам плотно врезаться в металл под правильным углом. Если сразу пытаться нарезать резьбу на скользкой поверхности, возможно появление перекоса. В качестве смазки можно поменять машинное масло, солидол, солярку и даже свиное сало.
Для работы с алюминием рекомендовано использовать в качестве смазки керосин. Для очень твердых сталей, жесткость которых практически равна применяемому инструменту, стоит воспользоваться олифой.
Применяя инструменты для нарезки резьбы нужно делать это правильно
После осуществление нескольких витков необходимо сделать обратный ход. Это позволит эффективно удалить полученную стружку и улучшить поверхность образованных выступов. При этом следует периодически обновлять ранее нанесенную смазку. В том случае если машинного масла, солидола или свиного сала нет, в крайнем случае, можно воспользоваться сильно мыльной водой. Она существенно уступает по вязкости, но вполне способно улучшить прохождение инструмента.
Если проводится нарезка внутренней резьбы, то следует обратить внимание на то, что сначала берется метчик, который имеет неполную нарезку. Его можно узнать по кончику с коническим срезом и маркировкой «1». Он делает неглубокую нарезку, которую еще сложно назвать полноценной резьбой. После него применяется более ровный метчик, на которой нанесена маркировка в виде цифры «2». При прохождении он углубляет уже имеющеюся борозду и делает ее приемлемой для вкручивания болтов и винтов.
В некоторых наборах имеется инструмент с маркировкой «3». Он позволяет подготовить резьбовое соединение еще более качественно, доведя его до совершенства. При смене метчиков стоит учитывать, что последующее добавление смазки является обязательным условием. Ее отсутствие может привести к раннему износ инструмента.
После того, как инструменты для нарезки резьбы скручиваются с обработанной поверхности, их нужно протереть сухой ветошью. Особенно это важно, если в качестве смазки использовалась мыльная вода. То же самое касается и масла со свиным салом. Эти вещества являются довольно липкими, поэтому способствует прилипания пыли и грязи, что в дальнейшем повлечет забивание резьбы и ее прилипание при вкручивании.
Источник
Нарезание резьбы. Инструменты, способы нарезания резьбы
Резьбовые соединения очень широко применяют в машиностроении, поэтому инструмент для изготовления резьб является одним из самых распространенных.
- по расположению витков — наружные и внутренние;
- по направлению винтовой линии — правые и левые;
- по форме профиля канавки — треугольные, трапецеидальные, прямоугольные, упорные и специальные;
- по направлению образующей — цилиндрические и конические;
- по системе размеров — метрические и дюймовые.
В зависимости от размеров резьбы, типа производства и конструкции деталей используют разные виды резьборежущего инструмента:
- резьбовые резцы (стержневые и фасонные однониточные и многониточные);
- метчики (ручные, машинные, гаечные, станочные, инструментальные, маточные и т.д.);
- круглые плашки;
- резьбонарезные головки;
- резьбовые фрезы.
1. Инструмент для нарезания резьбы
Осевой многолезвийный инструмент для образования и обработки внутренней резьбы называется метчиком, наружной — плашкой.
Ручные метчики применяют для нарезания внутренней резьбы.
Рабочая часть метчика длиной f разделяется на режущую (заборную) и направляющую (калибрующую) части длинами соответственно l1 и l2 (рис. 1, а). Резцы режущей части имеют главные кромки, расположенные на конической поверхности, и вспомогательные кромки, являющиеся частью резьбового профиля (рис. 1, б). Направляющая часть служит для направления метчика и самоподачи путем ввинчивания, а также является резервом при переточках. Угол конуса режущей части зависит от угла в плане φ, который назначается равным 5° — для ручных, 3°30′ — для гаечных и 6°30′ — для машинных метчиков. Направляющая часть имеет обратную конусность для уменьшения трения и устранения опасного заклинивания метчика в отверстии.
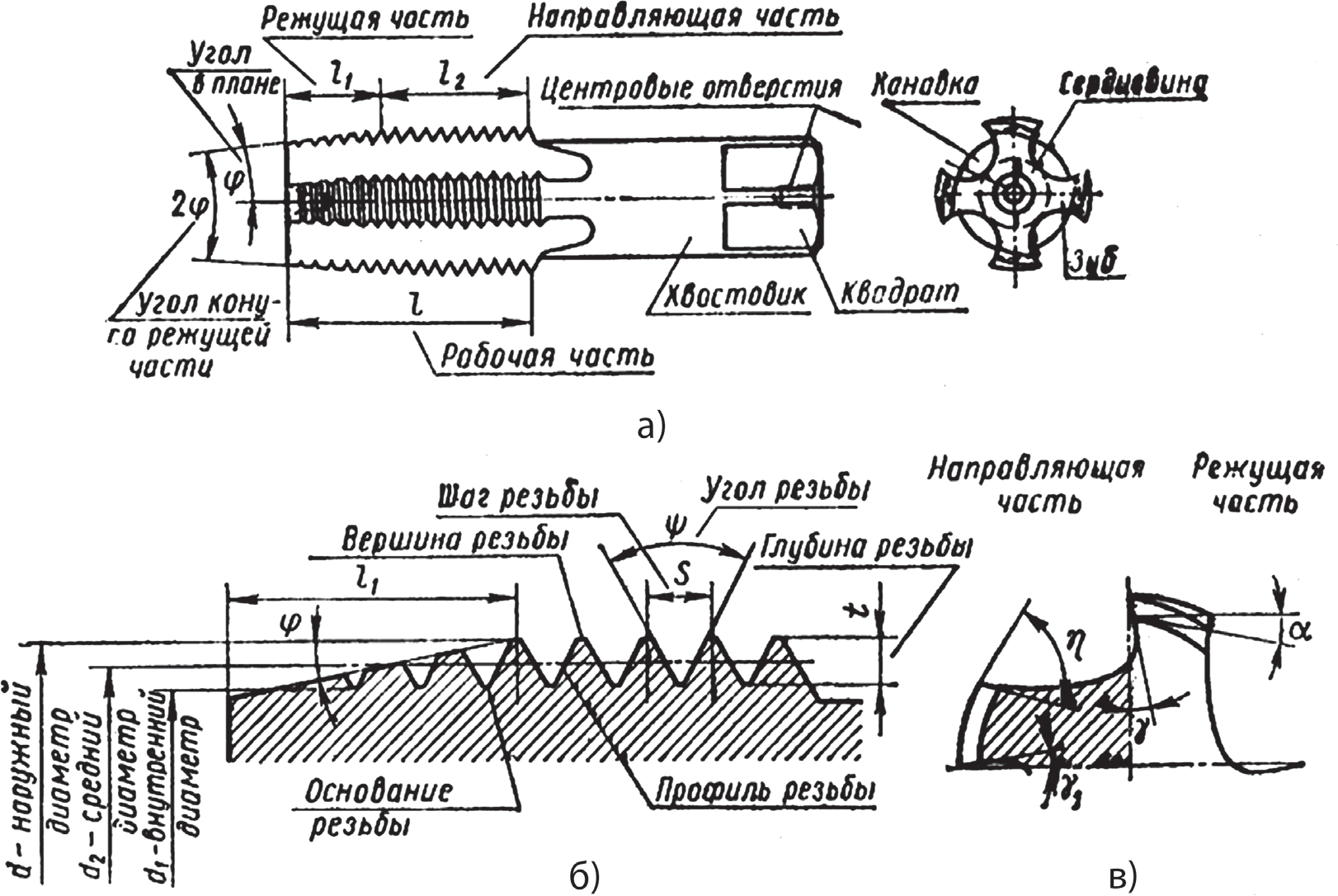
Рис. 1. Конструктивные элементы (а), профиль резьбы (б) и геометрические параметры (в) метчика
Длину заборной части метчика принимают для чернового метчика равной 45 S, для среднего — 2,55 S и для чистового — (1,5–2,0) S, где S — шаг нарезаемой резьбы. Машинные метчики изготовляют с коротким заборным конусом, равным (1,5–2) S.
Передние углы метчиков выбирают в зависимости от обрабатываемого материала по следующим данным:
- для стали мягкой γ = 12–15°;
- стали средней твердости γ = 8–10°;
- стали твердой γ = 5°;
- чугуна и бронзы γ = 0–5°;
- легких сплавов γ = 25–30° (рис. 1, в).
Хвостовая часть метчика предназначена для закрепления его в воротке или патроне и для передачи крутящего момента.
Ручные метчики выпускаются комплектами. В комплект входят три метчика, которые делят по назначению на черновой, средний и чистовой. Черновой нарезает резьбу, снимая при этом до 60% металла; средний дает более точную резьбу, снимая до 30% металла; третий (чистовой) метчик производит окончательное нарезание и калибровку резьбы, снимая до 10% металла.
Для нарезания трубных и мелких метрических резьб используют комплект из двух метчиков.
Метчики в комплекте отличаются друг от друга профилем резьбы и длиной заборной части.
По конструкции режущей части различают два типа метчиков — цилиндрические и конические (рис. 2; а, б).
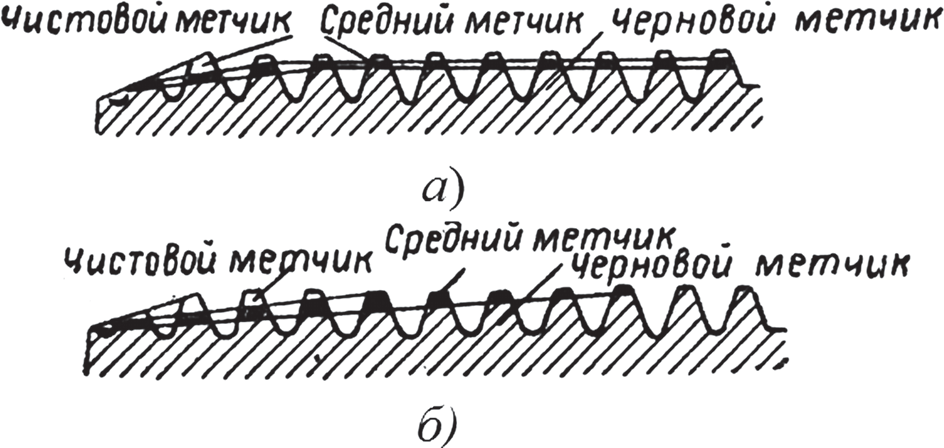
Рис. 2. Образование режущей поверхности в комплекте метчиков: а — цилиндрической конструкции, б — конической конструкции
При цилиндрической конструкции метчиков все три инструмента комплекта имеют разные диаметры. У чистового метчика полный профиль резьбы. Диаметр среднего метчика меньше нормального на 0,6 глубины нарезки, а диаметр чернового меньше диаметра резьбы на полную глубину нарезки.
Длину заборной части, учитывая распределение работы по нарезанию резьбы между тремя метчиками комплекта, устанавливают в соотношении 4:2:1. Таким образом, у чернового метчика длина заборной части равна 6–7 ниткам, у среднего — 3– 3,5 и у чистового — 1,5–2 ниткам.
Цилиндрическая конструкция метчика обеспечивает срезание вершинами зубьев стружки в виде широких площадок.
При конической конструкции метчиков все три инструмента комплекта имеют одинаковый диаметр и полный профиль резьбы с различной длиной заборных частей.
Резьба в пределах заборной части делается конической и дополнительно срезается по вершинам зубьев на конус.
У конических метчиков заборная часть равна: у чернового метчика – всей длине рабочей части, у среднего – половине этой длины, у чистового – двум ниткам.
Конические метчики применяются обычно при нарезании сквозных отверстий. Глухие отверстия нарезаются цилиндрическими метчиками.
Задняя (затылочная) поверхность (рис. 1, в) режущих зубьев затылуется по спирали, что позволяет сохранять постоянный профиль зубьев после их переточек.
Воротки и клуппы. Нарезание резьбы ручными метчиками осуществляется с помощью воротков, которые надеваются на квадратные концы хвостовиков.
Наиболее распространенными являются простые двухсторонние воротки (рис. 3).
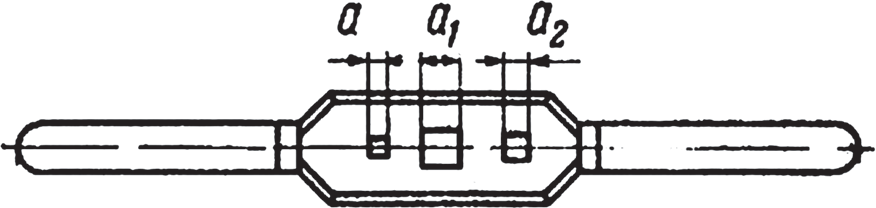
Рис. 3. Двухсторонний вороток: а, а1, а2 — отверстия под хвостовики метчиков
Универсальные воротки (рис. 4) представляют собой рамку 1 с двумя сухарями — подвижным 3 и неподвижным 4, образующими квадратное отверстие. Одна из рукояток 2 заканчивается винтом для зажима квадрата метчика.
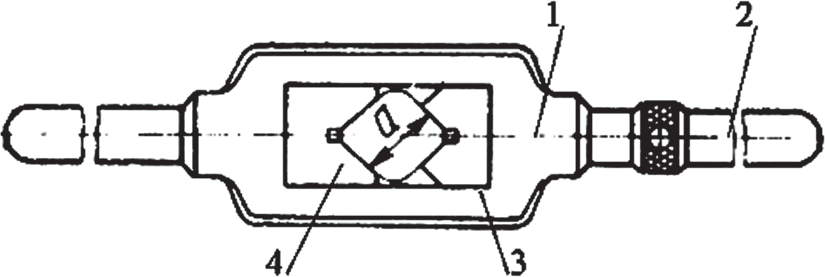
Рис. 4. Универсальный вороток: а — отверстие под хвостовик метчика
Другое исполнение универсального воротка приведено на рис. 5. Этот вороток позволяет работать с метчиками, размеры квадратов которых колеблются от 5х5 до 25х25 мм.
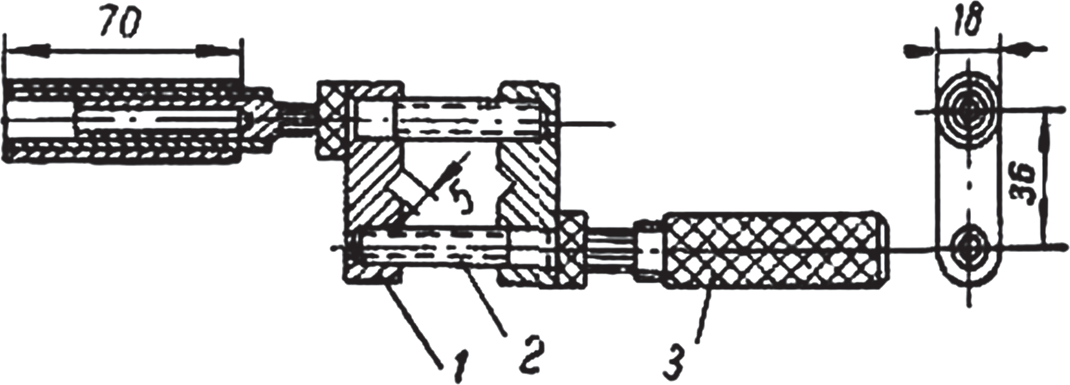
Рис. 5. Универсальный вороток
Круглые плашки используют для нарезания крепежных резьб на болтах, винтах и шпильках при работе вручную и на станках (револьверных, автоматах и т.д.).
Круглая плашка на каждом зубе 2 (рис. 6, а) имеет заднюю 1 и переднюю 5 поверхности, спинку зуба 3 и режущую кромку 6, образуемую стружечным отверстием 4. Круглая плашка имеет режущую и направляющую части длинами соответственно l1 и l2 (рис. 6, б). Длина режущей части равна полутора ниткам резьбы, а толщина плашки — семи-восьми ниткам.
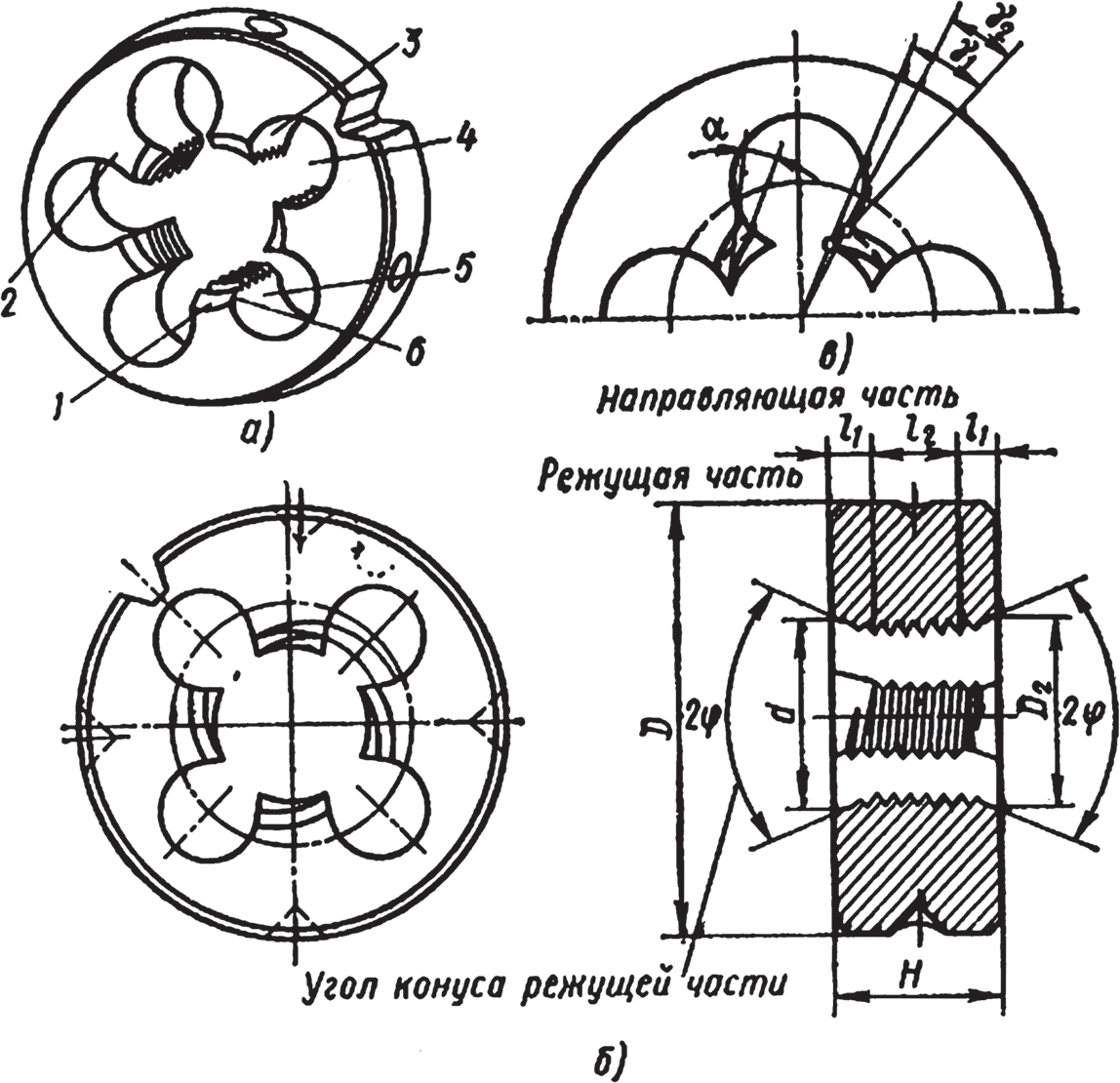
Рис. 6. Конструктивные элементы (а), основные части (б) и формы стружечных отверстий (в) круглой плашки
Передние углы принимают для твердых обрабатываемых материалов γ = 10–12°; для материалов средней твердости γ = 15–20°; для мягких материалов γ = 22–50°.
Плашки применяют (рис. 7) цельные (а), разрезные (б) и раздвижные.
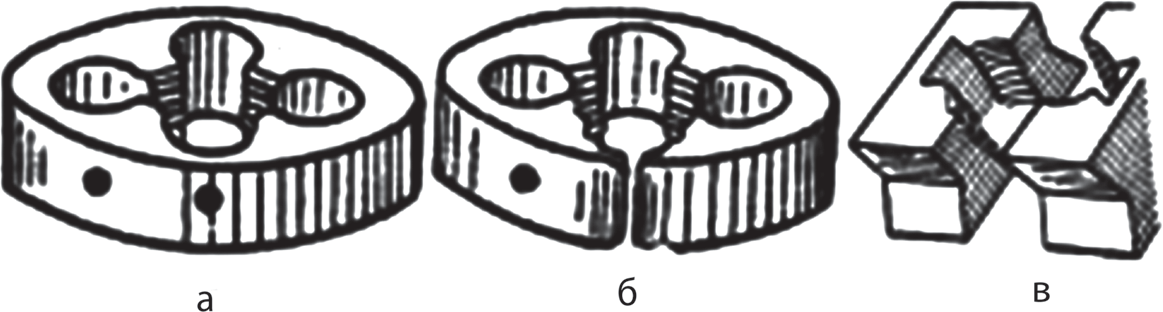
Рис. 7. Плашки
Круглые и раздвижные плашки при ручном нарезании устанавливаются в специальных воротках и клуппах.
Воротки для круглых плашек выполнены рамкой, в отверстие которой помещается плашка (рис. 8).
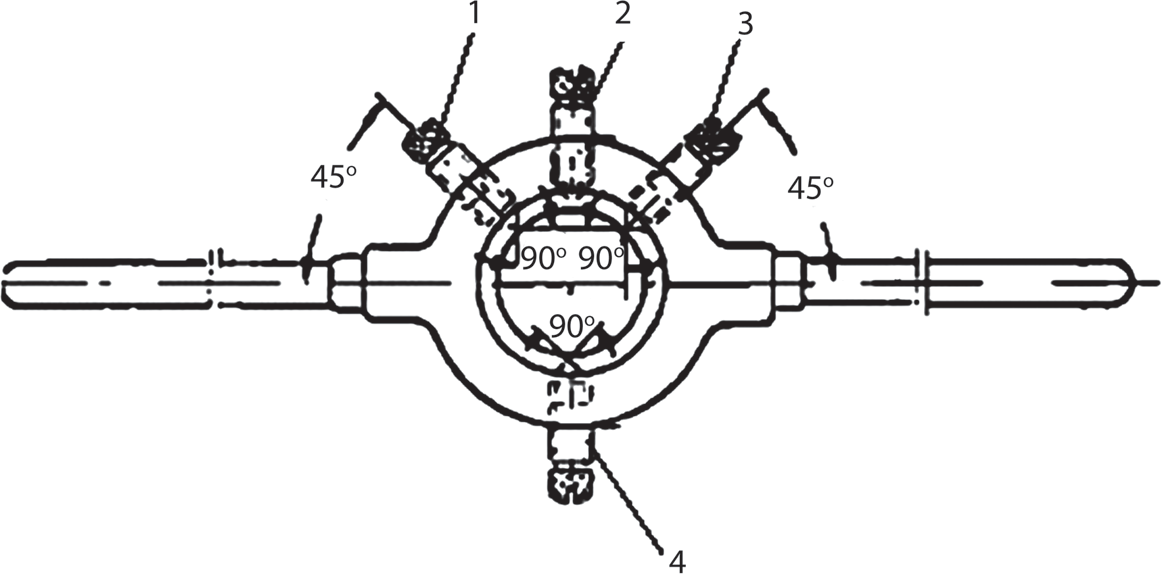
Рис. 8. Вороток для круглой плашки
Удерживается плашка от провертывания тремя стопорными винтами (1, 2 и 3), конические концы которых входят в углубления на боковой поверхности плашки. Четвертый винт входит в разрез регулируемой плашки и фиксирует правильный размер резьбы.
Клуппы для раздвижных плашек (рис. 9, а) представляют собой косую рамку с двумя рукоятками. В центральном отверстии рамки с размерами А и С устанавливаются и центрируются раздвижные плашки. Установка раздвижных плашек на требуемый размер осуществляется с помощью нажимного винта 1, действующего на подвижную часть раздвижной плашки.
Клуппы для нарезания резьбы на трубах отличаются от обычных тем, что в прорези обоймы клуппа входят четыре стальные гребенки 2 (рис. 9, б).
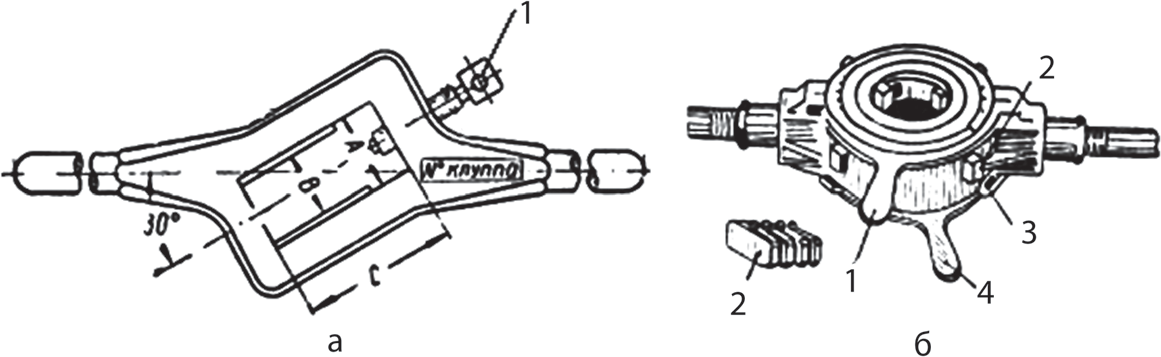
Рис. 9. Клуппы: а — для раздвижных плашек; б — для нарезания резьбы на трубах
Повертыванием верхней рукоятки 1 можно сближать или раздвигать гребенки и благодаря этому применять один и тот же клупп для нарезания резьбы на трубах различных диаметров. Трубный клупп снабжается направляющими 3, которые регулируются так же, как и плашки, нижней рукояткой 4. Этим обеспечивается правильное положение клуппа на трубе при нарезании резьбы.
2. Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а).
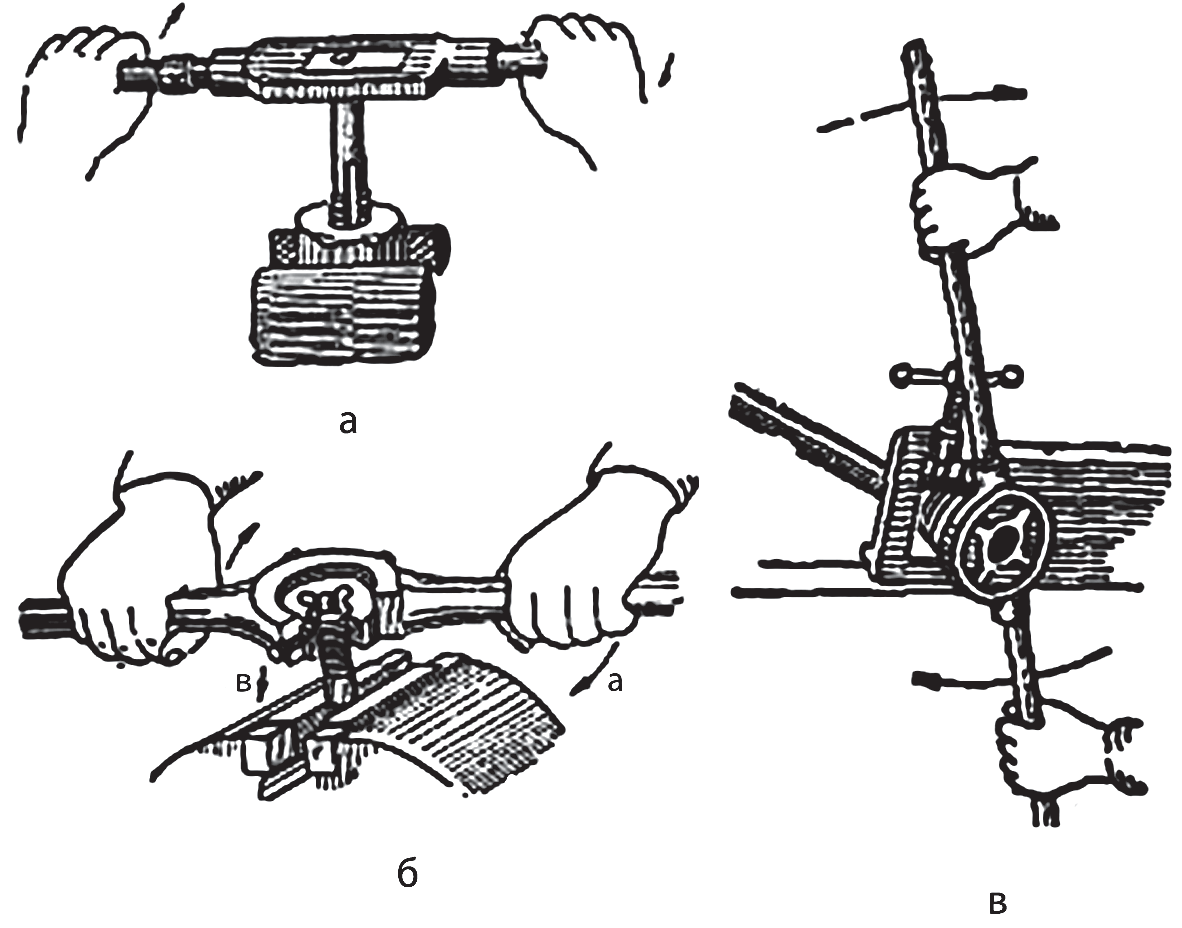
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки.
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Источник



