
Иммерсионный способ ультразвукового контроля изделий
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Зависимое от авт. свидетельства №
М. Кл. G 01п 29/04
Заявлено 06.1V.1972 (№ 1768826/25-28) с присоединением заявки №
Опубликовано 26.Х.1973. Бюллетень № 43
Дата опубликования описания 19.111.1974
Совета Министров СССР оо делам изобретений и открытий
УДК 621.179.16(088.8) Автор изобретения
Всесоюзный дважды ордена Трудового Красного Знамени теплотехнический научно-исследовательский институт им. Ф. Э. Дзержинского
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ
Изобретение относится к ультразвуковой дефектоскопии и может быть использовано для контроля сварных швов.
Известные способы ультразвукового контроля изделий в иммерсионном варианте, основанные на вводе в контролируемое изделие ультразвука, излучаемого и принимаемого механически перемещаемым преобразователем, ориентированным наклонно к поверхности изделия, не обеспечивают достаточной надежности контроля, так как механическое сканирование приводит к наличию трущихся механических частей, например контактов токосъемников.
Цель изобретения — повысить надежность контроля.
Это достигается тем, что иммерсионную жидкость образуют путем смешивания по крайней мере двух химически однородных жидкостей с разными скоростями распространения в пих ультразвука, концентрацию которых в смеси непрерывно изменяют в интервале, соответствующем необходимому изменению величины угла преломления ультразвука в контролируемом изделии при неподвижном преобразователе.
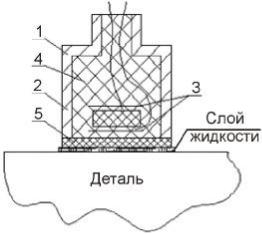
На чертеже показана схема устройства, осуществляемого предлагаемый способ.
Устройство содержит камеру 1 для смешивания жидкостей 2 и 3, смесь которых поступает в виде струи 4 на поверхность контролируемого изделия 5, соприкасающегося с емкостью 6 с дренажом. Ультразвуковой преобразователь 7 размещен в струе 4. Он служит для излучения или приема ультразвука 8, который распространяется в струе 4 по направлению 9 до точки 10 ввода ультразвука, расположенной на поверхности изделия 5. На границе раздела жидкости и изделия 5 ульт10 развуковой луч преломляется, распространяясь в изделии в направлении 11. Угол падения ультразвука из жидкости на поверхность изделия обозначен а, угол преломления — р.
15 При многокомпонентном составе струи 4 изменение угла преломления ориентировочно описывается следующей формулой (получается путем дифференцирования известной формулы Снеллиуса):
20 др = — — tg, ЛС
ЛС где — — относительное изменение скороС сти звука,в струе жидкости.
25 Для двухкомпонентной смеси из этилового спирта и глицерина скорость ультразвука изменяется в зависимости от концентрации от
1,2 до 1,9 км/сек, т. е. почти íà 60%. В этом случае для р=50 изменение угла преломле30 ния примерно 40 .
Составитель Л. Вопилкин
Техред А. Камышникова
Корректор 3. Тарасова
Редактор О. Стенина
Заказ 604/12 Изд. № 187 Тираж 755 Подписное
ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий
Москва, K-35, Раушская наб., д. 4/5
Типография, пр. Сапунова, 2
Изменение чувствительности ультразвукового преобразователя (изменение амглитуды сигнала, отраженного от дефекта в изделии) при изменении концентрации двухкомпонентной смеси (струи) может быть скомпенсировано периодическими добавками в струю разных количеств третьей жидкости или суспензни, характеризующейся в основном изменением затухания ультразвука. Например, для двухкомпонентной струи переменного состава па основе спирта и глицерина вместе с изменением угла преломления происходит изменение коэффициента передачи ультразвука вследствие изменения удельного импеданса жидкости, составляющей струю. При увеличении импеданса (его приближении к импедансу металла) передача ультразвука улучшается.
Улучшение передачи ультразвука может быть скомпенсировано увеличением затухания ультразвука в струе путем добавки 3-ей компоненты, например взвеси в спирте или глицерине мелкодисперсных частиц металла, резины ит. п.
Применение многокомпонентпых жидкостей расширяет возможности для регулировки диапазона вариации угла преломления и стабилизации чувствительности ультразвуковых преобразователей.
Иммерсионпый способ ультразвукового контроля изделий, заключающийся во вводе в
10 контролируемое изделие ультразвука, излучаемого и принимаемого преобразователем, ориентированным наклонно к поверхности изделия, отличающийся тем, что, с целью повышения надежности контроля, иммерсионную жидкость образуют путем смешивания по крайней мере двух химически однородных жидкостей с разными скоростями распространения в них ультразвука, концентрацию которых в смеси непрерывно изменяют в интерва20 ле, соответствующем необходимому изменению величины угла преломления ультразвука в контролируемом изделии при неподвижном преобразователе.
Источник
Большая Энциклопедия Нефти и Газа
Иммерсионный способ
Большое внимание обращено на иммерсионный способ контроля . При контроле прямым преобразователем перпендикулярность УЗ-пучка к поверхности ввода определяется по максимуму начального сигнала, т.е. сигнала, отраженного от поверхности ввода. Когда это невозможно ( например, для преобразователя с острой фокусировкой), можно использовать многократные отражения. [16]
Непланшетность ОК при контроле иммерсионным способом также проявляется сильнее, чем в теневом методе контроля. Однако зеркально-теневой метод чаще всего применяют в контактном или щелевом вариантах, при которых этот вид помех не возникает, поскольку параллельность поверхностей ОК и преобразователя обеспечивается самим способом контакта. [17]
При контроле щелевым и особенно иммерсионными способами изменение чувствительности от нестабильности контакта значительно меньше, чем при контактном. [18]
Измерения в твердых средах производятся иммерсионным способом — образцы различной длины 4 по -, гружаются в жидкость, в которой от излучателя к приемнику распространяется ультразвуковая волна. Здесь также может использоваться оптический метод с применением дифракции света на ультразвуковой волне в иммерсионной прозрачной жидкости после прохождения через исследуемый образец. [19]
Непараллельность поверхностей изделия при контроле иммерсионным способом также оказывает более сильное влияние на прошедший сигнал, чем при контроле теневым методом. Зеркально-теневой метод чаще всего применяют в контактном или щелевом вариантах, при которых помехи от поворота изделия не возникают, поскольку параллельность поверхностей изделия и преобразователя обеспечивается самим способом контакта. [20]
Таким образом, в отличие от ультразвукового иммерсионного способа контроля сварных соединений металлов с использованием поперечных волн ультразвуковой контроль сварных конструкций из пластмасс в иммерсионном варианте осуществляется с помощью продольных ультразвуковых волн. Для определения пределов перемещения искательной головки и глубины расположения обнаруженных дефектов необходимо знать точное значение угла ввода а-луча в изделие. В процессе контроля возможны некоторые отклонения угла ввода от истинного значения из-за наклона призмы, приводящего к непараллельности ее рабочей поверхности и поверхности изделия, а также из-за изменения температуры призмы искателя и изделия, так как с изменением температуры скорость ультразвуковых волн меняется. [21]
Чтобы исключить явление интерференции при контроле иммерсионным способом , ультразвуковые колебания передают через слой, толщина которого больше, чем половина протяженности зондирующего импульса в контактирующей среде. Следует отметить, что наибольшее влияние на амплитуду сигнала оказывает шероховатость поверхности со стороны ввода ультразвука и значительно меньше с противоположной ( донной) стороны. Экспериментальные данные подтверждают преимущество иммерсионного способа ввода УЗК. [22]
Контроль прутков на установке УДЦ-25 осуществляют иммерсионным способом тремя фокусирующими преобразователями при поступательном перемещении прутка. [23]
Для искателей, предназначенных для работы иммерсионным способом , характеристику направленностп снимают в иммерсионной ванне. В качестве отражателя применяют небольшую сферу. Искатель и отражатель перемещают с помощью координатных устройств. [25]
При контроле теневым или зеркально-теневым методом иммерсионным способом в качестве искусственных дефектов применяют экраны из непрозрачного для ультразвука материала ( например, пенопласта), которые укрепляют на поверхности изделия. [26]
Чтобы определить чувствительность прибора УСАД-61 при иммерсионном способе ультразвукового контроля биметалла прозвучиванию подвергли биметаллический образец сталь4 — бронза толщиной 10 мм ( толщина бронзы 4 мм) с искусственными дефектами типа расслоений диаметром от 1 до 12 мм. [27]
При контроле через акустическую задержку, в частности иммерсионным способом , мертвая зона возникает под действием начального импульса, появляющегося в результате отражения УЗ на границе задержки с ОК. Начальный импульс имеет очень большую амплитуду и играет ту же роль, что и зондирующий. [28]
Многократные отражения в иммерсионной жидкости между поверхностями ОК и преобразователя возникают при контроле иммерсионным способом . При малой толщине слоя жидкости эти отражения приходят раньше, чем донный сигнал от ОК. [29]
Акустический контакт в теневом методе может быть осуществлен через тонкий слой смазки либо иммерсионным способом . [30]
Источник
Иммерсионный способ ввода ультразвука
![]()
Да, правильно. Это и будет Ваша зона контроля. Следите, чтобы в этой зоне не возник второй зондирующий импульс.
![]()
![]()
Да, правильно. Это и будет Ваша зона контроля. Следите, чтобы в этой зоне не возник второй зондирующий импульс.
Скорость, как следствие время прихода отраженного сигнала.
Еще следите, чтобы вода была чистая и без пузырьков — влияет на амплитуду.
Второй зондирующий? Это в смысле вы про задержку зондирующего импульса?
Частота 10.
Контролировать буду образец из алюминия, толщиной 35мм. В образце заложен дефект типа расслоения.
Значит воду нужно залить, что-бы она отстоялась? А может использовать антифриз например, чтоб вода в ванне не закисла?
![]()
Частоту следования зондирующих импульсов освойте.
![]()
Чаще всего фантомы (сигналы от конструктивных отражателей, приходящие в другом временном интервале) при иммерсионном контроле появляются из-за неправильного расстояния до ОК и /или неучета скорости в жидкости, но при наличии второго и третьего переотражений от границы или при большой толщине ОК, или при большом расстоянии до ОК, возможен вариант с неправильным выбором частоты следования
Источник
Способы ввода ультразвука в деталь




Оценка качества вагонной оси
Ось колесной пары подлежит браковке, если:
· отсутствует сигнал от противоположного торца оси при «сквозном» «прозвучивании»;
· в зоне контроля при браковочной чувствительности имеется сигнал, превышающий середину экрана.
Практическое занятие № 2
Тема: Ультразвуковой контроль болтов подвагонного генератора.
Цель: Изучение методики и получения практических навыков ультразвукового дефектоскопирования деталей вагонов.
— ультразвуковой дефектоскоп типа;
— пьезоэлектрические преобразователи (ПЭП)
— назначение ультразвукового дефектоскопа;
— способы ввода ультразвука в деталь;
— подготовка к проведению контроля;
— оценка качества детали.
1. Ультразвуковой дефектоскоп предназначен для ультразвукового контроля узлов и деталей вагонов с целью выявления их внутренних скрытых дефектов. Принципиальная схема дефектоскопа приведена на рисунке 1.
| ГИ |
| ИР |
| У |
| Д |
ГР – генератор развертки; ГИ – генератор импульсов; ИР – индикатор расхождения; У – усилитель; Д– дисплей; ПЭП– пьезоэлектрический преобразователь
Рисунок 1 – Схема ультразвукового дефектоскопа
2. Назначение узлов дефектоскопа:
а) генератор развертки служит для развертки электронного луча на экране ЭЛТ;
б) генератор импульсов предназначен для получения высокочастотных электрических колебаний и их подачи на ГР, ИР и ПЭП;
в) индикатор расхождения необходим для выявления в определенном масштабе места расположения дефекта на экране ЭЛТ;
г) усилитель усиливает сигналы, получаемые от ПЭП;
д) дисплей предназначен для визуальной оценки места расположения и величины дефекта;
е) пьезоэлектрический преобразователь преобразует высокочастотные электрические колебания в механические, передает их через жидкую среду в деталь, воспринимает отраженные механические колебаний и преобразует их в электрическое напряжение, подавая его на усилитель.
3. Устройство ПЭПизображено на рисунке 2.
1-корпус; 2-пьезопластина; 3-токопроводный слой; 4-демпфер; 5-протектор
Рисунок 2 – Устройство ПЭП
Пьезопластина изготавливается из титаната бария или других материалов. На неё наносится токопроводный слой, на который подается ток высокой частоты. При определенном значении высокой частоты тока наступает явление резонанса, когда пьезопластина начинает колебаться особенно сильно. Ультразвук этой частоты вводится в деталь. При прекращении подачи переменных электрических импульсов на пьезопластину, она ещё некоторое время будет колебаться. Для гашения этих колебаний и уменьшения продолжительности ультразвуковых импульсов применяются демпферы, которые изготавливаются из текстолита или эпоксидной смолы с наполнителем (сажа, свинцовый сурик). Протектор изготавливается из оргстекла толщиной 1–1,5 мм. Он предназначен для предохранения токопроводного слоя пьезопластины от истирания. ПЭП, у которых пьезопластина расположена на контролирующей поверхности, называются прямыми(0°). Если пьезопластина расположена под углом, то это наклонные ПЭП(18°, 40°, 50°).
Способы ввода ультразвука в деталь
Ввод может быть осуществлен контактным, щелевым, иммерсионным способами. При контактном способе в месте установки ПЭП наносят жидкость, которая хорошо смачивает поверхность детали и протектор ПЭП и хорошо удерживается на поверхности. Для вертикальных поверхностей применяются более вязкие масла, солидол, вазелин. При щелевом способеобычно применяется вода, которая под давлением вводится в щель между протектором и вращающейся деталью. При иммерсионном способе деталь помещается в жидкость и ПЭП через слой этой жидкости вводит ультразвук в деталь.

5. Подготовка к проведению контроля:
— перед началом работы дефектоскопист знакомится с конструкцией узлов болтовых соединений, производит наружный осмотр доступных поверхностей болтов;
— торец болта, со стороны которого производится контроль, обрабатывается (зачищается напильником или механизированным инструментом). Плоскость подготовленного торца должна быть перпендикулярна оси болта;
— на подготовленную поверхность торца болта наносится слой контактной смазки.
6. Проведение контроля:
— настройка глубиномера и длительности развертки;
— настройка браковочной чувствительности дефектоскопа;
— установление поисковой чувствительности дефектоскопа;
— сканирование болта. Сканирование ведется по всей поверхности ввода ультразвуковых колебаний. Ультразвуковые колебания в зависимости от конструктивного исполнения болта и удобства проведения измерений могут вводиться в болт, как со стороны головки, так и со стороны резьбы. При двустороннем доступе к болту контроль необходимо выполнять с обеих сторон.
1. При наличии скосов и кривизны контактной поверхности УЗ-колебания проходят по телу болта с некоторым наклоном к его оси. В результате перекоса УЗ-колебания отражаются не только от торца болта, но и от ниток резьбы, что вызывает появление на экране дефектоскопа ложных сигналов. При перемещении ПЭП по контактной поверхности такие сигналы временами пропадают или несколько смещаются по линии развертки.
2. При контроле болта со стороны головки следует учитывать наличие эхо-сигнала от противоположной поверхности головки и невозможность выявления трещин, развивающихся под головкой болта.
Оценка качества
Качество проконтролированных болтов оценивают по двухбалльной системе:
1 балл – неудовлетворительное качество. В 1 балл оценивают болты с дефектами, амплитуды эхо-сигналов от которых превышают браковочный уровень чувствительности.
2 балла – удовлетворительное качество. В 2 балла оценивают элементы, в которых не обнаружены дефекты, амплитуды эхо-сигналов которых превышают браковочный уровень чувствительности.
Источник



