
Технологии крепления подошвы

Существует несколько десятков технологий крепления подошвы к верхней заготовке обуви. Все они объединяются в три большие группы.
 1. Механические технологии крепления
1. Механические технологии крепления
Подошва прикрепляется к верхней заготовке ручным способом или с помощью механического оборудования с использованием вспомогательных материалов – нитей, гвоздей, винтов и т.д. К таким технологиям относится рантовый, сандальный, гвоздевой, винтовой, выворотный, доппельный методы.
2. Химические технологии крепления
Подошва прочно соединяется с верхней частью посредством химической реакции между соприкасающимися материалами. Например, клеевым, литьевым, строчечно-литьевым способом. Также к химическим технологиям относится прессовая вулканизация.
3. Комбинированные технологии крепления
Надежное крепление двух составляющих обуви обеспечивается за счет комбинации двух или нескольких методов. Например, методом доппельно-клеевым, рантово-скобочным, гвозде-клеевым, клеепрошивным и т.д.
Самые популярные способы крепления
Из всего большого перечня технологий крепления, можно отметить три самых распространенных метода. Они относятся к категории химических и активно используются в производстве обуви.
1. Соединение литьем заключается во впрыскивании в специальную пресс-форму резины, термопласта или ПВХ в вязкотекучем состоянии. Таким образом, одновременно происходит соединение с верхом за счет адгезии и формование подошвы. Подошва, полученная методом литья, в пять раз прочнее и долговечнее, чем подошва приклеенная.
2. Горячая вулканизация с прессованием подразумевает соединение заготовки верха с подошвой посредством специального прессово-формовочного оборудования. Материал подошвы (резина, ПФХ, нитрил) помещается в форму и расплавляется электронагревателями до 150-200°С. Затем создается внутреннее (или внешнее) давление. Процесс формовки и вулканизации длится 5-10 мин. Получается прочная, влагостойкая подошва, крепко соединенная с верхом.
3. Клеевая технология особо актуальна для соединения верхних заготовок из кожи хромового дубления, кожзаменителей, текстиля с подошвой из кожи (натуральной или искусственной). Перед нанесением клеящего вещества поверхности подвергаются предварительной обработке. После нанесения клея поверхности соединяются и фиксируются в таком положении до окончательного застывания клея.
 Выбор технологии крепления подошвы зависит от ряда факторов. В первую очередь, обращается внимание на то, какие материалы необходимо между собой соединить. Материалы, используемые в производстве верхней части обуви, делятся на две большие группы – натуральные и искусственные. Используя все многообразие современных материалов, производители обуви могут создать самые разнообразные виды обуви. Далее мы познакомимся с основными материалами верха, их свойствами и характеристиками.
Выбор технологии крепления подошвы зависит от ряда факторов. В первую очередь, обращается внимание на то, какие материалы необходимо между собой соединить. Материалы, используемые в производстве верхней части обуви, делятся на две большие группы – натуральные и искусственные. Используя все многообразие современных материалов, производители обуви могут создать самые разнообразные виды обуви. Далее мы познакомимся с основными материалами верха, их свойствами и характеристиками.
Источник
Производство обуви
Детали низа прикрепляют к верху обуви с помощью клея, ниток, гвоздей, винтов, шпилек. Методы крепления влияют на свойства обуви — износостойкость, легкость, гибкость, удобство и носке, теплозащитность и др.
Методы крепления подразделяют на:
химические — клеевой, горячей вулканизации и литьевой;
ниточные — рантовый, рантово-пришивной, сандальный, выворотной, бортовой, прошивной и мокасиновый;
комбинированные — рантово-клеевой, сандально-клеевой и строчечно-горячей вулканизации.
Химические методы крепления
При химических методах крепления подошву с верхом обуви соединяют с помощью клея.
Клеевой метод заключается в прикреплении подошвы к затяжной кромке заготовки с помощью клея. Обувь выдерживается на колодках под специальными прессами.
Обувь клеевого метода отличается легкостью, водо- и износостойкостью, но из-за клеевой пленки уступает по гигиеническим свойствам обуви ниточным методам крепления.
Метод горячей вулканизации дает прочное и монолитное соединение резиновой подошвы с верхом. Сырая резиновая смесь формуется в специальной пресс-форме, имеющей контур и профиль подошвы. Отформованный низ вулканизируется и прикрепляется к заготовке, затянутой на стельку. Вулканизация происходит при соответствующей температуре и под давлением. На подошве заметны следы от пресс-формы.
Литьевой метод. При литьевом методе подошва обуви формуется в пресс-форме из пластмасс, термоэластопластов; таким способом изготавливается обувь с верхом из хромовых кож, а также цельноформованная обувь пляжного и спортивного назначения.
Ниточные методы крепления
Обувь ниточных методов крепления имеет высокие потребительские свойства, красивый внешний вид, но из-за пониженной водостойкости низа и ухудшения износостойкости ниточной крепления во влажных условиях предназначена для носки в весенне-летний период.
Рантовый метод (рис. 18).
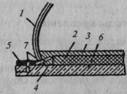
Рис. 18. Рантовой метод крепления: 1 — заготовка верха обуви; 2— простилка; 3 — стелька; 4— губа стельки; 5— рант; 6— подошва; 7— ниточные швы
Обувь рантового метода отличаете) высокими эксплуатационными свойствами, прочностью, эластичностью, гибкостью, гигроскопичностью, имеет хорошие теплозащитные свойства. Рант совместно с затяжной кромкой заготовки сначала сшивают с губой стельки, а затем пришивают подошву к ранту двухниточным швом. Шов, проходящий через рант, затяжную кромку заготовки и губу стельки, эластичен и защищен от износа подошвой и стелькой.
Недостаток этого метода — трудоемкость и большой расход высококачественных подошвенных и стелечных материалов.
Рантово-прошивной метод (рис. 19) отличается от рантового отсутствием губы у стельки. Рант, кромка заготовки и стелька прошиваются нитками насквозь. Ниточный шов на стельке испытывает действие пота и трения, поэтому по эксплуатационным свойствам этот метод уступает рантовому. Этот метод применяют редко.
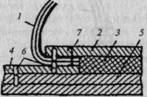
Рис. 19. Рантово-прошивной метод: 1 — заготовка; 2— стелька; 3 — простилка; 4 — рант; 5— подошва; 6— ниточные швы; 7— затяжной текс
Сандальный метод (рис. 20). Затяжную кромку заготовки отгибают наружу, наложенный со стороны верха рант сшивается с кромкой заготовки и с подошвой по всему периметру. В сандальной обуви нет стельки и нет подкладки. Обувь легкая, гибкая, но имеет низкую износостойкость.
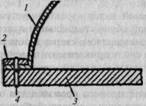
Рис. 20. Сандальный метод: 1 — заготовка; 2— рант; 3 — подошва; 4— ниточный шов
Выворотным методом изготавливают спортивную обувь, чувяки. Подошву с заготовкой скрепляют в вывернутом состоянии, а затем выворачивают лицевой стороной кверху.
Бортовой метод (рис. 21). Кожаную подошву формируют для образования борта. Кожаной лентой скрепляют полученный борт подошвы с кромкой заготовки. Обувь бортового метода легкая, удобная. Подошва может быть кожаной или полимерной.
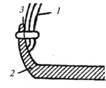
Рис. 21. Бортовой метод: 1 — заготовка; 2 — подошва; 3 — кожаная лента для крепления
Комбинированные методы крепления подошв
В комбинированных методах сочетаются два метода, обычно ниточный с клеевым.
Рантово-клеевой. В этом методе к одному слою подошвы приклеивается второй.
Строчечно-клеевой метод характеризуется наличием между верхом и подошвой обуви специальной платформы, обтянутой мягким обувным материалом; сверху к обтяжке пристрачивают: материал верха, а снизу приклеивают подошву.
Применяют сандально-клеевой, строчечно-литьевой, клеепрошивной и другие методы.
Технологический процесс производства обуви завершается отделкой. После отделочных операций обувь приобретает товарный вид. Обувь маркируют, упаковывают и отправляют на склад готовой продукции.
Источник
Методы крепления низа обуви
Прикрепление низа обуви (подошвы, каблука) к ее верху завершает создание конструкции изделия и осуществляется многими способами (методами). Методы крепления подошвы обусловлены не только подошвенными крепителями (клеевые пленки, нитки, гвозди, винты и др.), но и схемой крепления подошвы с верхом при использовании других деталей низа – стельки, ранта, подложки и др. Такая схема определяет конструкцию низа обуви. При двух методах (горячей вулканизации и литьевом) крепление подошвы и каблука производят одновременно с их изготовлением. В связи с этим мы назвали этот раздел «Методы крепления низа», а не подошвы.
Методы крепления низа играют большую роль в формировании ассортимента и свойств кожаной обуви. Они во многом определяют ее конструкцию и оказывают в той или иной мере влияние на все важнейшие потребительские свойства обуви – прочность, надежность, износостойкость, внешний вид, легкость, гибкость, влагозащитные, теплозащитные и паропроводные свойства, удобство в носке.
Существуют три группы методов крепления низа обуви:
Механические методы крепления.
Крепление низа обуви осуществляется с помощью различных подошвенных крепителей (нитки, гвозди, винты и т.д.). К таким методам относятся: гвоздевой, винтовой, рантовый, доппельный, сандальный, выворотный и др.;
Химические методы крепления.
Крепление низа обуви осуществляется за счет химической реакции (адгезии) между материалами. К таким методам относятся: клеевой, литьевой, строчечно-литьевой, метод прессовой вулканизации и др.;
Комбинированные методы крепления.
Крепление низа обуви осуществляется сочетанием методов первых двух групп (механический + химический). К таким методам относятся: гвозде-клеевой, рантово-прошивной, рантово-скобочный, рантово-клеевой, доппельно-клеевой, строчечно-клеевой, клеепрошивной и др.
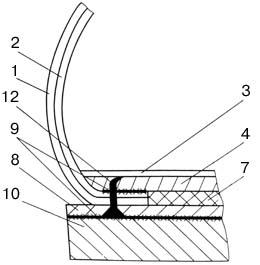
Гвоздевой метод.
Подошву прикрепляют к стельке через подложку и затяжную кромку заготовки верха гвоздями.
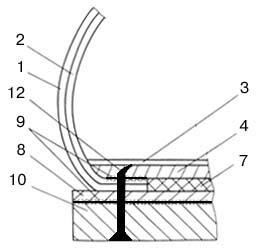
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 7 — простилка, 8 — подложка, 9 — клеевой шов, 10 — подошва, 12 – гвоздь
* Винтовой метод. Подошва через затяжную кромку заготовки верха крепится к стельке навинтованной металлической проволокой.
* Прошивной метод. Подошва до пяточной части прикрепляется нитками к стельке обуви. Пяточная часть крепится нитками, гвоздями или винтами.
* Рантовый метод. Подошва крепится к заготовке верха нитками. Рант через затяжную кромку заготовки верха прикрепляется с помощью ниток к губе стельки, затем к нему пристрачивают подошву. Стежки рантового шва располагаются параллельно поверхности подошвы, нитки находятся между подошвой и стелькой, поэтому гигротермическое воздействие на нитки невелико, а от непосредственного воздействия обувь имеет высокие эксплуатационные и гигиенические свойства, хорошую формоустойчивость. *Сандальный метод. Затяжную кромку заготовки верха отгибают наружу, зажимают между рантом и подошвой и все вместе сшивают. Метод характеризуется отсутствием стельки. Обувь сандального метода крепления имеет мягкую и гибкую конструкцию, хорошие гигиенические свойства, низкую материалоемкость. *Доппельный (полусандальный) метод. До пяточной части подошва крепится сандальным методом. Подкладку на этих участках заготовки загибают на стельку и скрепляют с ней клеем. Пяточная часть заготовки верха вместе с подкладкой крепится к стельке гвоздями, винтами или другим жестким крепителем. Обувь обладает повышенной формоустойчивостью и прочностью крепления по сравнению с теми же показателями обуви сандального метода, лучшими гигиеническими свойствами, эластичностью.
* Метод «Парко». Подошва прикрепляется к ранту, предварительно пристроченному непосредственно к затяжной кромке заготовки верха по всему периметру в обуви без основной стельки, или до пяточной части в обуви с основной стелькой.
* Выворотный метод. Подошву пристрачивают к заготовке верха швом, стежки которого проходят насквозь заготовку и половину толщины подошвы. В другой разновидности этого метода подошву из мягкой кожи пристрачивают к заготовке, после чего заготовку выворачивают так, что шов остается внутри обуви. Метод характеризуется отсутствием стельки. Данным методом изготавливают в основном спортивную, домашнюю обувь. И др.
Химические методы крепления:
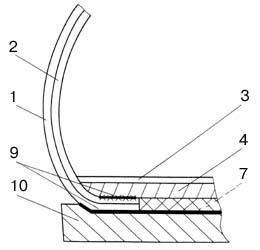
* Клеевой метод. Подошву прикрепляют к заготовке верха клеевым швом.
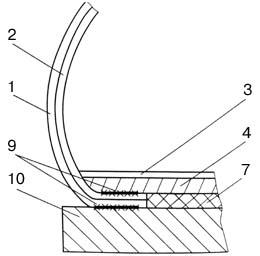
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 7-простилка, 9 — клеевой шов, 10 – подошва
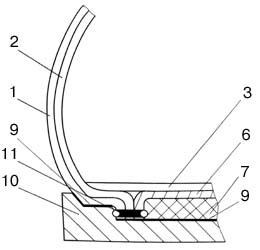
* Литьевой метод. Материал для низа обуви впрыскивается в пресс-форму, где и осуществляется его крепление к заготовке верха с одновременным формованием и отделкой.
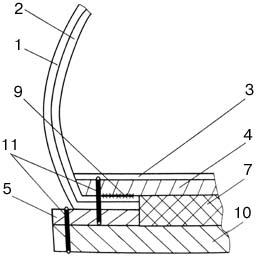
Литьевой и строчечно-литьевой методы
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 6 — втачная стелька, 7 — простилка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
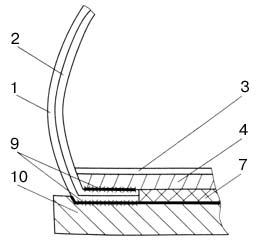
* Метод прессовой (горячей) вулканизации. В пресс-форме под давлением и при высокой температуре осуществляется одновременно вулканизация сырой резиновой смеси, формование низа из этой смеси и прикрепление его к заготовке в ерха обуви.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — основная стелька, 7 — простилка, 9 — клеевой шов, 10 — подошва
Комбинированные методы крепления:
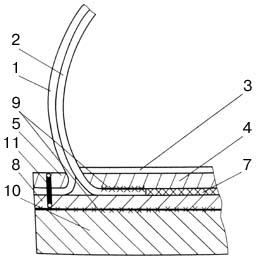
Гвозде-клеевой метод. Подложка через затяжную кромку заготовки верха крепится к стельке с помощью гвоздей. Затем к подложке приклеивают подошву.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 7 — простилка, 8 — подложка, 9 — клеевой шов, 10 — подошва, 12 — гвоздь
* Рантово-прошивной и рантово-скобочный методы. Рант через затяжную кромку заготовки верха прикрепляется к стельке нитками или скобками, а затем к нему пришивается подошва.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 5 — рант, 7 — простилка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
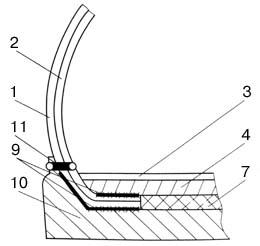
* Рантово-клеевой метод. Рант через затяжную кромку заготовки пристрачивают к губе стельки. Затем к ранту пристрачивается подложка, к которой приклеивается подошва.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 5 — рант, 7 — простилка, 8 — подложка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
*Доппельно-клеевой метод. Затяжную кромку заготовки верха отгибают наружу, зажимают между рантом и подложкой и все вместе сшивают до пяточной части. Пяточную часть крепят к подложке отдельно гвоздями или нитками. Затем к подложке приклеивают подошву.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 5 — рант, 7 — простилка, 8 — подложка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
* Строчечно–клеевой метод. К заготовке верха обуви пристрачивают мягкую стельку и обтяжку, которую приклеивают затем к платформе. Подошву приклеивают к обтяжке и платформе.
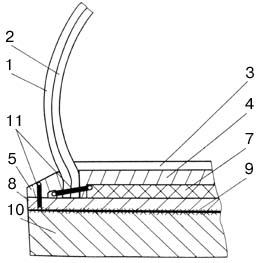
* Клеепрошивной (борто-клеевой/бортопрошивной) метод. Формованная подошва с отогнутым и расположенным выше ребра следа краем прикрепляется к плоской или полуплоской заготовке верха обуви клеем и нитками или полоской из кожи, или других материалов.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 7 — простилка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
Источник



