
- Химические способы очистки
- MetalloPraktik.ru
- Технология производства металлопроката | Опыт. Исследования. Результаты.
- Химические методы очистки поверхности
- 10.1.3. Химические способы очистки
- Очистка металлических поверхностей. Химический способ
- Термический и механический способы очистки
- Химический способ очистки и его преимущества
- ХИМИЧЕСКИЕ СПОСОБЫ ОЧИСТКИ
- Химия и технология лакокрасочных покрытий
- БЕЗОПАСНОСТЬ ТРУДА ПРИ ПОЛУЧЕНИИ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
- УТИЛИЗАЦИЯ И ПЕРЕРАБОТКА ОТХОДОВ
- ЗАЩИТА ВОДНОЙ СРЕДЫ
- Продажа шагающий экскаватор 20/90
Химические способы очистки
Под химической очисткой подразумевают все способы удаления окалины и ржавчины посредством травления (кислотами, пастами или щелочами) или с помощью преобразователей ржавчины. Очистка травлением предназначена для удаления с поверхности металла, преимущественно в листах, окалины и ржавчины.
Травление должно быть организовано так, чтобы сталь разрушалась как можно медленнее, а окалина, наоборот, быстрее. Это достигается соответствующим подбором травильных растворов. Следует учитывать, что окалину, образовавшуюся при низкой температуре, удалить труднее, чем образовавшуюся при более высокой температуре.
Технология очистки травлением заключается в следующем: предварительно обезжиренные листы погружают в ванну с травящим раствором, затем промывают в проточной воде, обрабатывая при этом щетками, чтобы удалить остатки окалины и образовавшийся шлам, нейтрализуют в ванне с раствором щелочи, после чего промывают теплой водой. При травлении в серной кислоте происходит быстрое растворение железа и очень медленное — окислов, поэтому окислы (окалина) отстают от поверхности вследствие растворения находящегося под ними слоя железа. Соляная кислота лучше растворяет окислы железа, но глубже проникает в поры металла, вследствие чего ее труднее отмывать и нейтрализовать. В дальнейшем эти неудаленные остатки кислоты могут вызвать коррозию металла.
Образующийся при травлении водород проникает в металл и вызывает его водородную хрупкость. Устранить это можно, ограничив длительность действия кислоты на металл и применив ингибиторы, которые замедляют растворение стали, уменьшая выделение водорода.
Хорошими ингибиторами считаются такие, при внесении 5 г которых на 1 л раствора обеспечиваются необходимые условия травления; ингибиторы среднего качества дают эффект при введении в пределах 5—30 г на 1 л. Ингибиторы, количество которых превышает 30 г на 1 л, относятся к плохим. Применение ингибиторов на 40—50 % уменьшает потери металла при травлении и на 30— 40 % снижает расход кислоты.
В некоторых случаях корпуса металлических судов, не удаляя обрастаний, очищают от остатков окалины, ржавчины и старой краски с помощью пасты «Целлогель», одновременно разрушающей все виды обрастателей. Пасту наносят слоем 1 —1,5 мм и выдерживают 0,5—12 ч, затем образовавшийся слой отмерших обрастателей, остатки пасты, ржавчину и другие загрязнения удаляют струей воды и металлическими шпателями.
Комбинированное щелочно-кислотное травление рекомендуется применять для очистки кислотоупорных и нержавеющих сталей. По этому методу окалину сначала разрыхляют в расплаве, состоящем из едкого натра (70—80 %) и азотнокислого натрия (30—20 %) при 400—520 °С. При промывке в холодной воде разрыхленная окалина в значительной мере удаляется. Для получения блестящей поверхности производят травление в растворе, содержащем 15—18 % серной кислоты и 3—5 % поваренной соли при 60—70 °С или в 10—12 %-ном растворе серной кислоты. Пассивирование производят при 50 °С в 30 %-ном растворе азотной кислоты.
Струйный метод очистки объединяет химическое и механическое воздействие на поверхность очищаемых листов и деталей. В этом случае стальные листы или детали не погружают в травильную ванну, а очищают струями раствора, подаваемого под давлением.
Очистка фосфорной кислотой эффективна только при наличии на поверхности рыхлой окалины и ржавчины, так как плотно держащаяся окалина ею практически не растворяется и не удаляется. Поэтому такой способ применяют для очистки холоднокатаной стали.
Использование ультразвука при очистке в 5— 10 раз сокращает время выполнения операций, позволяет вести процесс при меньшей концентрации растворов, реже корректировать и обновлять их, работать при более низких температурах и облегчает удаление ржавчины или загрязнений из язв и углублений.
Источник
MetalloPraktik.ru
Технология производства металлопроката | Опыт. Исследования. Результаты.

Химические методы очистки поверхности

Очистка металла является одной из неотъемлемых операций производства металла под покрытие. Поэтому, одним из основных факторов, определяющих качественные и количественные показатели работы цеха жести, является работа агрегатов для очистки металлической поверхности.
На поверхности жести после стана холодной прокатки находятся остатки технологической смазки и продуктов износа полосы и валков количеством порой достигающем 1000 мг/м 2 . В то же время загрязненность металла перед отжигом должна быть не более 50 мг/м 2 . Это связано с тем, что остатки смазки во время отжига превращаются в соединения, которые вкатываются в поверхность полосы при дрессировке и не удаляются перед лужением.
Выбор метода очистки металла зависит от характера загрязнений и условий производства. Самым распространенным вариантом удаления загрязнений с поверхности является химический способ очистки загрязнений с поверхности металла.
Химические методы очистки металла основаны на взаимодействии органических растворителей, растворов щелочей, кислот, расплавов солей с частицами загрязнений с поверхности металла.
Одним из наиболее эффективных химических методов очистки металла считается обезжиривание в водных растворах щелочей. Технология очистки методом обезжиривания в щелочах получило более широкое распространение, чем обезжиривание с использованием органических соединений вследствие низкой стоимости, высокой производительности и меньшей агрессивности. К недостаткам этого метода относится плохая регенерируемость отработанных растворов щелочей. А также необходимость поддерживать относительно высокую температуру обезжиривания.
Основными процессами при обезжиривании щелочами является эмульгирование и омыление жиров животного и растительного происхождения.
Одним из важных условий отделения жировых загрязнений с поверхности металла является понижение свободной межфазной энергии на границе раздала загрязнение — обезжиривающий раствор, то есть смачиваемость очищаемой поверхности раствором. В чистых растворах щелочей при соприкосновении их с маслами происходит образование мыл, которые понижают свободную энергию раствора щелочей.
Рассмотрим омыление при взаимодействии стеарина со щелочью:
Полученный в результате реакции мыло (стеарат натрия) образует в присутствии воды коллоидный раствор. Твердые частицы различного вида удаляются с металлической поверхности вместе с жировыми загрязнениями в обезжиривающий раствор.
Качество очистки поверхности стали зависит от характера загрязнения, химического состава очищающего электролита, характера поверхности металла, температуры, жесткости применяемой воды, интенсивности механического воздействия.
Источник
10.1.3. Химические способы очистки
Химические способы очистки металлов наиболее распространены в промышленности. Они доступны, универсальны, экономичны. Их используют при обезжиривании поверхности, удалении оксидов металлов (травлении) и снятии старых покрытий.
Обезжиривание. На поверхности металлов могут присутствовать омыляемые (компоненты смазок, полировочных паст, следы от кожи рук) и неомыляемые (консервационные смазки, эмульсионные составы и др.) «жировые» загрязнения.
Различают три степени загрязнения в зависимости от количества примесей на единице поверхности: слабую – не более 1, среднюю – не более 5 и сильную – более 5 г/м2.
Химическое обезжиривание основано на растворении, эмульгировании и разрушении (омылении) жиров и масел. В качестве обезжиривающих веществ применяют: органические растворители, водные моющие растворы и эмульсии растворителей в воде (эмульсионные составы).
Наиболее дешевый, пожаробезопасный и менее токсичный способ — обезжиривание водными моющими растворами. Оно основано на химическом разрушении омыляемых жиров и масел и солюбилизации и эмульгировании неомыляемых загрязнений. Последний процесс схематически можно представить в виде последовательных стадий (рис. 10.1).
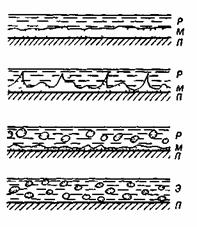
Рис. 10.1. схема процесса удаления (эмульгирования) масляного слоя щелочным раствором: р – раствор; м – масло; э – эмульсия; п – подложка
Вода обладает слабым моющим действием по отношению к масляным загрязнениям. Из-за большого поверхностного натяжения и несовместимости с маслами она плохо смачивает зажиренные поверхности и не образует стабильных эмульсий.
Обезжиривание ускоряется при повышении температуры, механическом воздействии, использовании электролитов, повышении рН среды, применении ПАВ. На принципе сочетания температурного и механического воздействий разработан и применяется способ пароструйной очистки. Поверхность обрабатывают водяным паром под давлением 0,6–4,0 МПа или теплой водой, выходящей из насадок под давлением 16–18 МПа.
Особенно эффективно использование водных растворов щелочных электролитов и ПАВ: едкого натра (каустическая сода) NaOH, карбонат натрия (кальцинированная сода) Na2CO3, силикат натрия (жидкое стекло) Na2SiO3, тринатрийфосфат Na3PO4, пирофосфат натрия Na4P2O7, гексаметафосфат натрия (NaPO3)6, триполифосфат натрия Na3PO4×2NaPO3. Эмульгирующее действие возрастает при введении ионогенных (мыла, алкил — , и арилсульфонаты) и неионогенных (оксиэтиленовые эфиры алкилированных фенолов и др.) ПАВ. Часто используют добавки водорастворимых полимеров, например, Na–карбоксиметилцеллюлозы. Это предотвращает оседание загрязнений на очищаемой поверхности. Для обезжиривания черных металлов обычно применяют растворы с общей концентрацией щелочи и щелочных солей 30–100 г/л (рН=10–13).
Составы для обезжиривания цветных металлов часто отличаются от составов, применяемых для очистки черных металлов. Как правило, они имеют более низкие значения рН среды. В промышленности применяют:
1) готовые составы, выпускаемые в виде концентратов;
2) составы, приготовляемые на месте потребления.
Широко используют моющие композиции КМ–1, КМИ–1, КМА–1 и КМА–2. Это порошковые смеси солей фосфорной, борной, и других кислот с соответствующими ПАВ. Для получения растворов рабочей концентрации (0,5–2,0%) композиции растворяют в воде. Обезжиривание проводят распылением растворов при следующих условиях:
Температура, °С 55-65
Продолжительность, мин 1,5-3
Расход композиции, г/м2 не более 10.
При обезжиривании стали распылением также эффективны моющие средства: МС–5, МС–6, МС–8, СМ–2, МЛ–51, МЛ–52, З–14, лабомид–203, и др.; цинка и алюминия – состав КМ–5. Перечисленные составы образуют растворы с рН=9,8–12,0; степень очистки ими поверхности стали составляет 94–98%.
Рецептуры некоторых составов (в г/л), приготовляемых на месте потребления и применяемых для обезжиривания черных и цветных металлов способом окунания приведены в табл. 10.1.
Таблица 10.1. Рецептуры некоторых составов для обработки металлических поверхностей
Источник
Очистка металлических поверхностей. Химический способ
Подготовка металлической поверхности к окрашиванию — этап, которым нельзя пренебрегать, поскольку именно от подготовки зависит дальнейшая функциональность покрытия и его долговечность. Существует несколько разных способов, которыми может быть выполнена очистка металлических поверхностей. Химический способ сегодня считается наиболее простым и технологичным, однако многие считают его неэффективным, предпочитая ему механическую или термическую очистку. Действительно ли это так и какой способ в итоге лучше?
Термический и механический способы очистки
Механическая очистка металла от краски и ржавчины не так сложна и требует наличия довольно простых инструментов — наждачной бумаги, щетки с металлическим ворсом, острого скребка. Этот способ подходит для очистки металла от краски и ржавчины, но актуален лишь в случае, когда работа предстоит на небольшом участке.
Если же надо очистить несколько квадратных метров металла, не обойтись без такого электроинструмента, как дрель или болгарка со специальными насадками. Минусы процесса — высокая степень трудозатрат, а также невозможность гарантированно достигнуть нужного результата.
Следующий способ — это термический, который реализуется путем нагревания поверхности при помощи строительного фена для того, чтобы нагретая краска отслоилась и ее можно было счистить простым шпателем. Прообразом этого метода было использование утюга, которым краску нагревали через алюминиевую фольгу, и это было крайне медленно, к тому же не всегда результативно. Строительный фен способен нагреть поверхность быстрее и эффективнее, но вот стоит ли приобретать это дорогой инструмент, если вам потребовалось снять краску с металла один-единственный раз?
Химический способ очистки и его преимущества
Современные производители могут предложить широкий спектр смывок для краски, в том числе и специализированные составы для работы по металлу, которыми и производится очистка металлических поверхностей. Химический способ не требует специальных инструментов, а кисти и малярные валики для нанесения состава можно легко и не затратно купить в любом строительном магазине. Применение смывки чем-то похоже на процесс окрашивания, с той лишь разницей, что смывка наносится гораздо более толстым слоем, чем красящий состав.
Воздействие смывки заметно визуально, поскольку ее проникновение в краску сопровождается вздутием покрытия и его отслаиванием. Разные марки смывки имеют разное время воздействия, поэтому обратите внимание на инструкцию, где сказано об этом самом времени. После того, как состав подействует на краску, ее можно будет просто снять шпателем или щеткой по металлу. Хорошие составы способны очистить поверхность с первого раза, так что лучше не экономить на смывке, иначе придется наносить состав несколько раз.
Источник
ХИМИЧЕСКИЕ СПОСОБЫ ОЧИСТКИ
Химические способы очистки металлов наиболее широко распространены в промышленности при окрашивании мало — и среднегабаритных изделий. Это связано с их доступностью, универсальностью, экономичностью. Их используют при обезжиривании поверхности, удалении оксидов металлов (травлении) и снятии старых покрытий.
Обезжиривание. На поверхности металлов могут присутствовать как омыляемые (компоненты смазок, полировочных паст, следы от кожи рук), так и неомыляемые (консервационные смазки, эмульсионные составы и др.) «жировые» загрязнения. Различают три степени загрязнения в зависимости от количества примесей на единице поверхности: слабая — не более 1, средняя — не более 5 и сильная — более 5 г/м2.
Химическое обезжиривание основано на растворении, эмульгировании и разрушении (омылении) жиров и масел. В качестве обезжиривающих веществ нашли применение: органические растворители, водные моющие растворы и эмульсии растворителей в воде (эмульсионные составы). Наибольшее применение в нашей стране получило обезжиривание водными моющими растворами как наименее токсичный, дешевый и пожаробезопасный способ.
Обезжиривание водными растворами основано на химическом разрушении омыляемых жиров и масел и солюбилизации и эмульгировании неомыляемых загрязнений. Последний процесс схематически можно представить в виде последовательных стадий (рис. 9.1).
Рис. 9.1. Схема процесса удаления (эмульгирования) масляного слоя щелочным раствором:
 Р — раствор; М — масло; Э — эмульсия; П — подложка
Р — раствор; М — масло; Э — эмульсия; П — подложка

Вода обладает слабым моющим действием по отношению к масляным загрязнениям. Из-за большого поверхностного натяжения и несовместимости с маслами она плохо смачивает зажи — ренные поверхности и не образует стабильных эмульсий. Обезжиривание ускоряется при повышении температуры, механическом воздействии, использовании электролитов, повышении pH среды, применении ПАВ. На принципе сочетания температурного и механического воздействий разработан и применяется способ пароструйной очистки. Поверхность обрабатывают водяным паром под давлением 0,6-4,0 МПа или теплой водой, выходящей из насадок под давлением 16-18 МПа.
Особенно хороший эффект достигается при использовании водных растворов щелочных электролитов и ПАВ. В качестве электролитов применяются едкий натр (каустическая сода) ЫаОН, карбонат натрия (кальцинированная сода) N32003, силикат натрия (жидкое стекло) На25Ю3, тринатрийфосфат Ыа3Р04, пирофосфат натрия Ма4Р207, гексаметафосфат натрия (ИаР03)6, триполифосфат натрия На3Р04*2ЫаР03. Эмульгирующее действие возрастает при введении ионогенных (мыла, алкил — и арилсульфонаты) и неионогенных (ок — сиэтиленовые эфиры алкилированных фенолов и др.) ПАВ. Нередко предусматривают добавки водорастворимых полимеров, например На-карбоксиметилцеллюлозы; их присутствие предотвращает оседание загрязнений на очищаемой поверхности.
Для обезжиривания черных металлов обычно применяют растворы с общей концентрацией щелочи и щелочных солей 30-100 г/л, имеющие pH 10-13.
Составы для обезжиривания цветных металлов часто отличаются от составов, применяемых для очистки черных металлов. В большинстве случаев они имеют более низкие значения pH.
В промышленности нашли применение в основном готовые составы, выпускаемые в виде концентратов. Концентраты для обезжиривания стали (марки КМ-1, КМ-17, КМ-19, КМ-22, КМ-25), для обез
жиривания цинка и алюминия (КМ-5 и др.), моющие средства (МСУ-1, БОК-5 и др.) изготовляют отечественные фирмы (ООО «Экохиммаш», ООО «Кемикс», НПФ «РИФТ» и др.). В основном они представляют собой порошковые смеси солей фосфорной, борной и других кислот с соответствующими ПАВ. Например, состав КМ-2 для обезжиривания алюминия состоит из динатрийфосфата, буры и соды. Для получения растворов рабочей концентрации (обычно 5-15 г/л при струйном нанесении и 15-40 г/л при обезжиривании окунанием) композиции растворяют в воде. У разных составов pH растворов может колебаться от 8 до 12.
Обезжиривание проводят при следующих режимах:
TOC o «1-5» h z Температура рабочего раствора, °С 50-60
При струйной очистке 1-5
При очистке погружением 5-15
Степень очистки поверхности при использовании промышленных составов 94-98 %.
Обезжиривание органическими растворителями, в отличие от щелочного, основано на растворении масляных и жировых загрязнений. Этим способом удается достичь хорошей степени очистки поверхности за короткое время. Применяют растворители, обладающие высокой активностью (растворяющей способностью) по отношению к загрязнениям, стабильностью (стойкостью к разложению), низким поверхностным натяжением, умеренной летучестью. В первую очередь получили распространение алифатические и хлорированные углеводороды:
Хлорированные углеводороды, в отличие от алифатических, негорючи, однако они более токсичны (предельно допустимая концентрация паров трихлорэтилена и пентахлорэтана составляет 10 мг/м3, уайт-спирита 300 мг/м3). Хлорсодержащие растворители, кроме того, склонны к гидролизу при действии воды. Особенно подвержены гидролизу трихлорэтилен и перхлорэтилен — наиболее широко применяемые для обезжиривания растворители. Образующийся при гидролизе хлороводород может вызвать коррозию изделий и аппаратуры (ванн). Для локализации его действия в состав растворителей вводят ингибиторы коррозии и вещества, нейтрализующие хлороводород, например аммиак, триэтаноламин, уротропин (0,001 г/л) и др.
Обработку растворителями проводят как в жидкой, так и в паровой фазах. Особенно часто сочетают оба способа воздействия. Обезжиривать растворителями можно практически любые металлы. Не рекомендуется применять трихлорэтилен, не содержащий ингибиторов, для обезжиривания алюминия, магния и их сплавов во избежание нежелательных реакций с металлической поверхностью.
Органические растворители эффективно удаляют с поверхности масляные и жировые загрязнения при комнатной температуре, но не обеспечивают должной очистки от твердых минеральных загрязнений, таких как абразивы, остатки металлической стружки, песок. Работа установок неизбежно связана с рекуперацией растворителей и, соответственно, со значительными энергозатратами.
Эмульсионное обезжиривание — комбинированный способ, сочетающий многие достоинства очистки органическими растворителями и водными щелочными растворами. Эмульсионное обезжиривание особенно эффективно при большом количестве механических загрязнений на поверхности. Вследствие пониженной токсичности и пожаробезопасности эмульсионные составы оправдали себя и при ручной очистке изделий взамен органических растворителей.
Применяют составы, представляющие собой эмульсии органических растворителей в воде, стабилизированные ионогенными или неионогенными ПАВ.
Растворителями служат алифатические, ароматические или хлорированные углеводороды. Их массовая доля в готовых для применения эмульсиях колеблется от 5 до 50 %. Для стабилизации эмульсий в их состав нередко вводят небольшое количество смешивающихся с водой растворителей (спиртов, эфиров). Моющие составы, в которых массовая доля растворителей не превышает 10 %, считаются неогнеопасными при применении. Ниже приводится рецептура одного из составов на основе трихлорэтилена (в %):
Трихлорэтилен 20 Эмульгаторы 2,0
Пирофосфат натрия 0,5 (ОП-Ю, сульфонол)
Ингибитор (амин) 0,5 Вода 77
Известность получили двухфазные моющие средства «Эмульсол» (Польша), позволяющие проводить обезжиривание поверхности деталей и изделий при пониженных температурах (35-40 °С), «вагск)- с1еап 1672/1» (температура 15-25 °С), а также отечественный концентрат КФЭН (фирма ООО «Кемикс»), позволяющий производить обезжиривание металлов при температуре 18-25 °С. КФЭН представляет собой кислый многокомпонентный препарат, включающий растворители, активаторы и ПАВ. Состав для обезжиривания готовят смешением концентрата с водой. Рабочая концентрация 10-50 г/л, продолжительность обезжиривания методом погружения 10-20 мин, методом распыления 1-4 мин.
Технологический процесс Обезжиривания включает следующие операции: обработка поверхности моющим составом, последующая промывка (в случае воднощелочных и эмульсионных составов) и сушка. Обработку водными растворами и эмульсиями проводят либо способом погружения, либо распылением (струйный способ). Струйное обезжиривание более эффективно (процесс ускоряется в
3- 4 раза). Это объясняется тем, что к химическому воздействию добавляется механическое действие струи жидкости; кроме того, при распылении достигается лучшее перемешивание раствора. Температура рабочих растворов обычно составляет 50-60 °С.
Обезжиривание погружением проводят в стационарных ваннах, снабженных паровым, газовым или электрическим обогревом. Агрегаты струйной очистки работают в непрерывном и периодическом режимах. Наиболее распространены агрегаты непрерывного действия. Изделия в них проходят на подвесных конвейерах последовательно три зоны: обезжиривания, первой и второй промывок. Если обезжиривание поверхности является завершающей стадией подготовки поверхности, вторая промывка перед окрашиванием производится деминерализованной водой. Температура воды для промывки 20-70 °С. Вода, как и обезжиривающий состав, подается на изделия через специальные насадки под давлением 0,15-0,20 МПа; продолжительность обезжиривания 2-3 мин, промывки 1-2 мин.
Обезжиривание растворителями проводят в закрытых камерах или установках непрерывного действия. Загрязненные изделия на конвейере последовательно проходят через ванну с растворителем, зону облива и зону выдержки в парах. Общее время обезжиривания 2-5 мин. Загрязненный растворитель регенерируют перегонкой.
Ультразвуковое обезжиривание. Обезжиривание растворителями, щелочными и эмульсионными моющими составами ускоряется, а качество очистки поверхности возрастает, если процесс проводят в акустическом (ультразвуковом) поле. Ультразвуковая очистка нашла применение для изделий небольших размеров и сложной формы, от которых требуется высокая степень чистоты поверхности (детали часов и приборов, инструмент и т. д.). Крупные изделия требуют
больших по размерам ванн; входная мощность преобразователя при этом резко возрастает (на 4,5 л жидкости входная мощность составляет примерно 100 Вт), что делает способ экономически малооправданным.
Ультразвуковую очистку проводят в специальных установках — ваннах (УЗВ-15м, УЗВ-1бм, УЗВ-18м), снабженных магнитострикци — онными, пьезокерамическими или ферритовыми преобразователями. Полезный объем ванн 15-150 л. Очистку проводят при следующем режиме:
TOC o «1-5» h z Частота, кГц 20-40
Удельная мощность, кВт/м2 10-30
Температура воднощелочных и эмульсионных составов, °С 40-50 Температура растворителей, °С 20-40
Продолжительность очистки, мин 0,5-2,0
Электрохимическое обезжиривание. Водные растворы, используемые для электрохимического обезжиривания, содержат в основном те же компоненты, что и растворы, применяемые при химической очистке. Но, учитывая активную роль, которую играют в электрохимическом процессе выделяющиеся на электроде пузырьки газов, концентрация компонентов (как и в случае ультразвукового обезжиривания) может быть значительно понижена. Электрохимическим способом можно обезжиривать как черные, так и цветные металлы. Типовой состав электролита (в г/л):
Кальцинированная сода 40-50 Метасиликат натрия 3-5
Тринатрийфосфат 50-60 Синтанол ДС-10 1-2
Условия проведения процесса:
 Плотность тока, кА/м2 Температура, °С
Плотность тока, кА/м2 Температура, °С
Продолжительность очистки, мин
Проблемными вопросами при обезжиривании поверхности являются снижение энергозатрат и повышение экологической чистоты применяемых материалов. Практика показывает, что обезжиривание существующими водными составами при низких температурах (25-30 °С) не обеспечивает высокое качество очистки поверхности. Хорошие результаты достигаются лишь при применении органических растворителей и эмульсионных составов, однако при этом страдает экология. Противоречие в известной степени снимается при применении пароводоструйного и термического способов обезжиривания.
Положительным является также применение составов, не требующих последующей промывки (например, БОК-5) или допускающих сброс промывных вод без предварительной их очистки.
Травление. Окалину, ржавчину и другие оксиды чаще всего удаляют с поверхности металлов травлением в растворах кислот, кислых солей или щелочей. Очистка поверхности травлением сводится к растворению оксидов и поверхностного слоя металла, восстановлению оксидных соединений и их отрыву выделяющимся водородом. Травлению подвергают изделия, предварительно очищенные от механических и жировых загрязнений.
Травление черных металлов. В качестве травильных растворов для черных металлов наиболее широко используют серную, соляную и ортофосфорную кислоты с различными добавками и присадками.
При травлении кислотами на кинетической кривой уменьшения массы образца (рис. 9.2) можно выделить три периода: I — растворение оксидов (окалины); II — появление анодных участков поверхности, сопровождаемое одновременным растворением оксидов и металла; III — растворение металла. Значения tg а и tg Р характеризуют скорость травления и растворения (коррозии) металла соответственно. Наилучшей является технология, при которой tg А максимален, а tg р минимален.
Серная кислота более активно взаимодействует с железом, чем с безводными ее оксидами (при травлении растворяется не более 20 % окалины). Проникая в поры и трещины окалины, кислота растворяет поверхностный слой металла и тем самым нарушает его связь с окалиной. Поэтому травление в серной кислоте связано с образованием значительного количества шлама, наводораживанием стали, ее охрупчиванием. Поверхность металла в результате «растравливания» имеет высокоразвитый рельеф. Наиболее часто используют кислоту с концентрацией 150-200 г/л, процесс травления ведут при 50-80 °С.
В соляной кислоте удаление окалины происходит преимущественно в результате ее растворения (снижение массы окалины достигает 50 % и более). Вследствие этого поверхность металла после травления в соляной кислоте оказывается более гладкой, чем в серной: снижается и степень шламообразования. Травление в соляной кислоте удовлетворительно идет при температурах 20-60 °С, оптимальная концентрация кислоты 100-150 г/л. Применение соляной кислоты, однако, менее удобно и экономично, чем серной. Поэтому для травления чаще применяют серную кислоту и смеси серной кислоты с соляной или хлоридом натрия. Присутствие последнего снижает скорость коррозии железа, не влияя на скорость растворения его оксидов. Еще более эффективным в этом отношении является введение
Рис. 9.2. Зависимость уменьшения массы АС Образца от продолжительности т травления в
Химия и технология лакокрасочных покрытий
БЕЗОПАСНОСТЬ ТРУДА ПРИ ПОЛУЧЕНИИ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
Большинство лакокрасочных материалов содержат органические растворители и другие огнеопасные и вредные вещества, поэтому при работе с ними приходится применять специальные меры предосторожности. Многие органические растворители относятся к легковоспламеняющимся и горючим …
УТИЛИЗАЦИЯ И ПЕРЕРАБОТКА ОТХОДОВ
Использование вторичных материальных ресурсов — необходимое условие роста экономики, совершенствования производства и уменьшения загрязнения окружающей среды. В окрасочных производствах такими ресурсами могут служить отходы лакокрасочных материалов, осаждающихся в распылительных камерах, …
ЗАЩИТА ВОДНОЙ СРЕДЫ
При получении покрытий образуются разные загрязняющие водную среду стоки. Наибольшее количество сточных вод образуется при подготовке поверхности металлов — щелочном обезжиривании, травлении, фосфатировании, оксидировании, пассивировании. Стоки возникают также при мокрой …
Продажа шагающий экскаватор 20/90
Цена договорная
Используются в горнодобывающей промышленности при добыче полезных ископаемых (уголь, сланцы, руды черных и
цветных металлов, золото, сырье для химической промышленности, огнеупоров и др.) открытым способом. Их назначение – вскрышные работы с укладкой породы в выработанное пространство или на борт карьера. Экскаваторы способны
перемещать горную массу на большие расстояния. При разработке пород повышенной прочности требуется частичное или
сплошное рыхление взрыванием.
Вместимость ковша, м3 20
Длина стрелы, м 90
Угол наклона стрелы, град 32
Концевая нагрузка (max.) тс 63
Продолжительность рабочего цикла (грунт первой категории), с 60
Высота выгрузки, м 38,5
Глубина копания, м 42,5
Радиус выгрузки, м 83
Просвет под задней частью платформы, м 1,61
Диаметр опорной базы, м 14,5
Удельное давление на грунт при работе и передвижении, МПа 0,105/0,24
Размеры башмака (длина и ширина), м 13 х 2,5
Рабочая масса, т 1690
Мощность механизма подъема, кВт 2х1120
Мощность механизма поворота, кВт 4х250
Мощность механизма тяги, кВт 2х1120
Мощность механизма хода, кВт 2х400
Мощность сетевого двигателя, кВ 2х1600
Напряжение питающей сети, кВ 6
Более детальную информацию можете получить по телефону (063)0416788
Источник



