
Производство обуви
Детали низа прикрепляют к верху обуви с помощью клея, ниток, гвоздей, винтов, шпилек. Методы крепления влияют на свойства обуви — износостойкость, легкость, гибкость, удобство и носке, теплозащитность и др.
Методы крепления подразделяют на:
химические — клеевой, горячей вулканизации и литьевой;
ниточные — рантовый, рантово-пришивной, сандальный, выворотной, бортовой, прошивной и мокасиновый;
комбинированные — рантово-клеевой, сандально-клеевой и строчечно-горячей вулканизации.
Химические методы крепления
При химических методах крепления подошву с верхом обуви соединяют с помощью клея.
Клеевой метод заключается в прикреплении подошвы к затяжной кромке заготовки с помощью клея. Обувь выдерживается на колодках под специальными прессами.
Обувь клеевого метода отличается легкостью, водо- и износостойкостью, но из-за клеевой пленки уступает по гигиеническим свойствам обуви ниточным методам крепления.
Метод горячей вулканизации дает прочное и монолитное соединение резиновой подошвы с верхом. Сырая резиновая смесь формуется в специальной пресс-форме, имеющей контур и профиль подошвы. Отформованный низ вулканизируется и прикрепляется к заготовке, затянутой на стельку. Вулканизация происходит при соответствующей температуре и под давлением. На подошве заметны следы от пресс-формы.
Литьевой метод. При литьевом методе подошва обуви формуется в пресс-форме из пластмасс, термоэластопластов; таким способом изготавливается обувь с верхом из хромовых кож, а также цельноформованная обувь пляжного и спортивного назначения.
Ниточные методы крепления
Обувь ниточных методов крепления имеет высокие потребительские свойства, красивый внешний вид, но из-за пониженной водостойкости низа и ухудшения износостойкости ниточной крепления во влажных условиях предназначена для носки в весенне-летний период.
Рантовый метод (рис. 18).
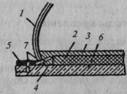
Рис. 18. Рантовой метод крепления: 1 — заготовка верха обуви; 2— простилка; 3 — стелька; 4— губа стельки; 5— рант; 6— подошва; 7— ниточные швы
Обувь рантового метода отличаете) высокими эксплуатационными свойствами, прочностью, эластичностью, гибкостью, гигроскопичностью, имеет хорошие теплозащитные свойства. Рант совместно с затяжной кромкой заготовки сначала сшивают с губой стельки, а затем пришивают подошву к ранту двухниточным швом. Шов, проходящий через рант, затяжную кромку заготовки и губу стельки, эластичен и защищен от износа подошвой и стелькой.
Недостаток этого метода — трудоемкость и большой расход высококачественных подошвенных и стелечных материалов.
Рантово-прошивной метод (рис. 19) отличается от рантового отсутствием губы у стельки. Рант, кромка заготовки и стелька прошиваются нитками насквозь. Ниточный шов на стельке испытывает действие пота и трения, поэтому по эксплуатационным свойствам этот метод уступает рантовому. Этот метод применяют редко.
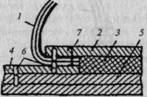
Рис. 19. Рантово-прошивной метод: 1 — заготовка; 2— стелька; 3 — простилка; 4 — рант; 5— подошва; 6— ниточные швы; 7— затяжной текс
Сандальный метод (рис. 20). Затяжную кромку заготовки отгибают наружу, наложенный со стороны верха рант сшивается с кромкой заготовки и с подошвой по всему периметру. В сандальной обуви нет стельки и нет подкладки. Обувь легкая, гибкая, но имеет низкую износостойкость.
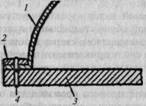
Рис. 20. Сандальный метод: 1 — заготовка; 2— рант; 3 — подошва; 4— ниточный шов
Выворотным методом изготавливают спортивную обувь, чувяки. Подошву с заготовкой скрепляют в вывернутом состоянии, а затем выворачивают лицевой стороной кверху.
Бортовой метод (рис. 21). Кожаную подошву формируют для образования борта. Кожаной лентой скрепляют полученный борт подошвы с кромкой заготовки. Обувь бортового метода легкая, удобная. Подошва может быть кожаной или полимерной.
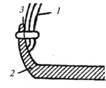
Рис. 21. Бортовой метод: 1 — заготовка; 2 — подошва; 3 — кожаная лента для крепления
Комбинированные методы крепления подошв
В комбинированных методах сочетаются два метода, обычно ниточный с клеевым.
Рантово-клеевой. В этом методе к одному слою подошвы приклеивается второй.
Строчечно-клеевой метод характеризуется наличием между верхом и подошвой обуви специальной платформы, обтянутой мягким обувным материалом; сверху к обтяжке пристрачивают: материал верха, а снизу приклеивают подошву.
Применяют сандально-клеевой, строчечно-литьевой, клеепрошивной и другие методы.
Технологический процесс производства обуви завершается отделкой. После отделочных операций обувь приобретает товарный вид. Обувь маркируют, упаковывают и отправляют на склад готовой продукции.
Источник
Методы крепления низа обуви
Прикрепление низа обуви (подошвы, каблука) к ее верху завершает создание конструкции изделия и осуществляется многими способами (методами). Методы крепления подошвы обусловлены не только подошвенными крепителями (клеевые пленки, нитки, гвозди, винты и др.), но и схемой крепления подошвы с верхом при использовании других деталей низа – стельки, ранта, подложки и др. Такая схема определяет конструкцию низа обуви. При двух методах (горячей вулканизации и литьевом) крепление подошвы и каблука производят одновременно с их изготовлением. В связи с этим мы назвали этот раздел «Методы крепления низа», а не подошвы.
Методы крепления низа играют большую роль в формировании ассортимента и свойств кожаной обуви. Они во многом определяют ее конструкцию и оказывают в той или иной мере влияние на все важнейшие потребительские свойства обуви – прочность, надежность, износостойкость, внешний вид, легкость, гибкость, влагозащитные, теплозащитные и паропроводные свойства, удобство в носке.
Существуют три группы методов крепления низа обуви:
Механические методы крепления.
Крепление низа обуви осуществляется с помощью различных подошвенных крепителей (нитки, гвозди, винты и т.д.). К таким методам относятся: гвоздевой, винтовой, рантовый, доппельный, сандальный, выворотный и др.;
Химические методы крепления.
Крепление низа обуви осуществляется за счет химической реакции (адгезии) между материалами. К таким методам относятся: клеевой, литьевой, строчечно-литьевой, метод прессовой вулканизации и др.;
Комбинированные методы крепления.
Крепление низа обуви осуществляется сочетанием методов первых двух групп (механический + химический). К таким методам относятся: гвозде-клеевой, рантово-прошивной, рантово-скобочный, рантово-клеевой, доппельно-клеевой, строчечно-клеевой, клеепрошивной и др.
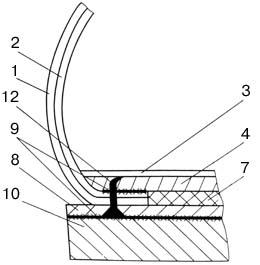
Гвоздевой метод.
Подошву прикрепляют к стельке через подложку и затяжную кромку заготовки верха гвоздями.
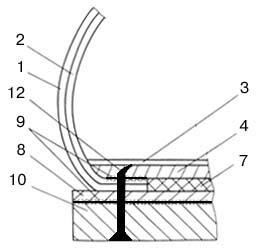
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 7 — простилка, 8 — подложка, 9 — клеевой шов, 10 — подошва, 12 – гвоздь
* Винтовой метод. Подошва через затяжную кромку заготовки верха крепится к стельке навинтованной металлической проволокой.
* Прошивной метод. Подошва до пяточной части прикрепляется нитками к стельке обуви. Пяточная часть крепится нитками, гвоздями или винтами.
* Рантовый метод. Подошва крепится к заготовке верха нитками. Рант через затяжную кромку заготовки верха прикрепляется с помощью ниток к губе стельки, затем к нему пристрачивают подошву. Стежки рантового шва располагаются параллельно поверхности подошвы, нитки находятся между подошвой и стелькой, поэтому гигротермическое воздействие на нитки невелико, а от непосредственного воздействия обувь имеет высокие эксплуатационные и гигиенические свойства, хорошую формоустойчивость. *Сандальный метод. Затяжную кромку заготовки верха отгибают наружу, зажимают между рантом и подошвой и все вместе сшивают. Метод характеризуется отсутствием стельки. Обувь сандального метода крепления имеет мягкую и гибкую конструкцию, хорошие гигиенические свойства, низкую материалоемкость. *Доппельный (полусандальный) метод. До пяточной части подошва крепится сандальным методом. Подкладку на этих участках заготовки загибают на стельку и скрепляют с ней клеем. Пяточная часть заготовки верха вместе с подкладкой крепится к стельке гвоздями, винтами или другим жестким крепителем. Обувь обладает повышенной формоустойчивостью и прочностью крепления по сравнению с теми же показателями обуви сандального метода, лучшими гигиеническими свойствами, эластичностью.
* Метод «Парко». Подошва прикрепляется к ранту, предварительно пристроченному непосредственно к затяжной кромке заготовки верха по всему периметру в обуви без основной стельки, или до пяточной части в обуви с основной стелькой.
* Выворотный метод. Подошву пристрачивают к заготовке верха швом, стежки которого проходят насквозь заготовку и половину толщины подошвы. В другой разновидности этого метода подошву из мягкой кожи пристрачивают к заготовке, после чего заготовку выворачивают так, что шов остается внутри обуви. Метод характеризуется отсутствием стельки. Данным методом изготавливают в основном спортивную, домашнюю обувь. И др.
Химические методы крепления:
* Клеевой метод. Подошву прикрепляют к заготовке верха клеевым швом.
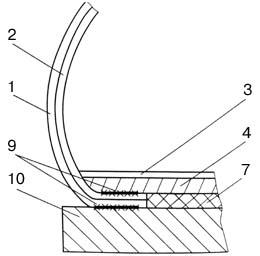
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 7-простилка, 9 — клеевой шов, 10 – подошва
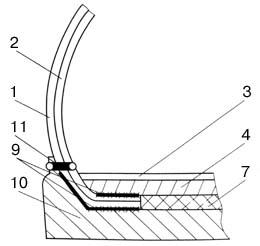
* Литьевой метод. Материал для низа обуви впрыскивается в пресс-форму, где и осуществляется его крепление к заготовке верха с одновременным формованием и отделкой.
Литьевой и строчечно-литьевой методы
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 6 — втачная стелька, 7 — простилка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
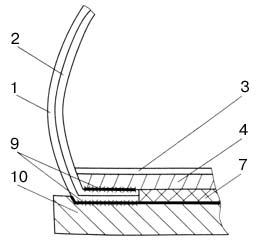
* Метод прессовой (горячей) вулканизации. В пресс-форме под давлением и при высокой температуре осуществляется одновременно вулканизация сырой резиновой смеси, формование низа из этой смеси и прикрепление его к заготовке в ерха обуви.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — основная стелька, 7 — простилка, 9 — клеевой шов, 10 — подошва
Комбинированные методы крепления:
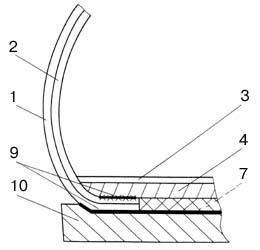
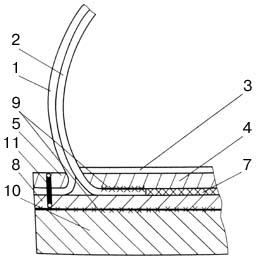
Гвозде-клеевой метод. Подложка через затяжную кромку заготовки верха крепится к стельке с помощью гвоздей. Затем к подложке приклеивают подошву.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 7 — простилка, 8 — подложка, 9 — клеевой шов, 10 — подошва, 12 — гвоздь
* Рантово-прошивной и рантово-скобочный методы. Рант через затяжную кромку заготовки верха прикрепляется к стельке нитками или скобками, а затем к нему пришивается подошва.
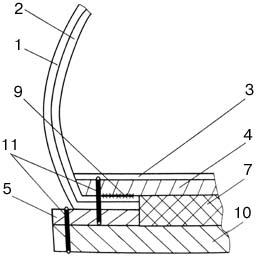
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 5 — рант, 7 — простилка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
* Рантово-клеевой метод. Рант через затяжную кромку заготовки пристрачивают к губе стельки. Затем к ранту пристрачивается подложка, к которой приклеивается подошва.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 5 — рант, 7 — простилка, 8 — подложка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
*Доппельно-клеевой метод. Затяжную кромку заготовки верха отгибают наружу, зажимают между рантом и подложкой и все вместе сшивают до пяточной части. Пяточную часть крепят к подложке отдельно гвоздями или нитками. Затем к подложке приклеивают подошву.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 5 — рант, 7 — простилка, 8 — подложка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
* Строчечно–клеевой метод. К заготовке верха обуви пристрачивают мягкую стельку и обтяжку, которую приклеивают затем к платформе. Подошву приклеивают к обтяжке и платформе.
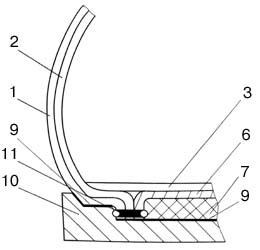
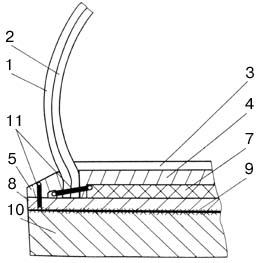
* Клеепрошивной (борто-клеевой/бортопрошивной) метод. Формованная подошва с отогнутым и расположенным выше ребра следа краем прикрепляется к плоской или полуплоской заготовке верха обуви клеем и нитками или полоской из кожи, или других материалов.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 7 — простилка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
Источник
Обувные товары
Для прикрепления подошв к обуви применяют клеи, нитки (капроновые и льняные), гвозди подошвенные, реже винтованную проволоку и деревянные шпильки.
Методы крепления низа можно классифицировать по виду применяемых крепителей на четыре группы:
клеевые или химические, к которым относятся клеевой, строчечно-клеевой, метод горячей вулканизации и литьевой;
ниточные методы — рантовый, сандальный, полусандальный (доппельный), парко, тачной и др.;
стержневые (шпилечные) — гвоздевой, винтовой и деревянно-шпилечный;
комбинированные — рантово-клеевой, доппельно-клеевой, гвозде-клеевой, клее-прошивной.
Методы крепления низа определяют внешний вид обуви, ее износостойкость, гигиенические свойства (теплозащитные свойства низа, водоупорность по стыку подошвы с затяжной кромкой, вес обуви, ее гибкость), и, кроме того, материалоемкость обуви и трудовые затраты на ее обработку.
Клеевые крепления применяют при изготовлении почти 70% обуви (рис. 47).

Рис. 47. Конструкция обуви клеевого метода крепления: 1 — стелька; 2 — заготовка; 3 — подошва; 4 — простилка; 5 — жесткий подносок.
Технология прикрепления низа при клеевом методе складывается из двух групп операций — подготовки следа обуви и подошвы к креплению и крепления (приклеивания) подошвы.
Подготовка следа обуви состоит в том, что в геленочной части следа прикрепляют металлический супинатор (рис. 46 д), простилают след обуви, т. е. заполняют простилкой углубление, образованное краем заготовки. Затяжную кромку верха и неходовую поверхность подошвы взъерошивают (шершуют) металлическими щетками, в результате чего с затяжной кромки удаляется лицевой слой и поверхность ее разрыхляется, что обеспечивает более прочное приклеивание подошв. На склеиваемые поверхности, т. е. на затяжную кромку и подошву, наносят клей в виде раствора и клеевую пленку высушивают.
Для приклеивания подошв применяют главным образом найритовый клей НТ (на основе хлоропренового каучука), перхлорвиниловый клей, а также их модификации и реже нитроцеллюлозный клей.
Технология приклеивания подошв заключается в активизации клеевой пленки, наложении подошвы на след и прессовании обуви под давлением.
Клеевой метод крепления применяется в обуви с верхом из кож хромового дубления, из тканей, искусственных материалов и для подошв из всех видов эластичных материалов массового производства и модельной.
Обувь клеевого метода крепления имеет красивый внешний вид, прочное скрепление подошвы с верхом. Так как скрепление подошвы идет по поверхности соприкосновения ее с затяжной кромкой, то такая обувь обладает водоупорностью по стыку с верхом. Подошва и стелька не разрушаются проколами как при других методах, что позволяет снизить их вес, толщину и повысить гибкость. Разновидностью клеевого метода является строчечно-клеевой (рис. 48).
Обувь строчечно-клеевого метода изготовляют методом внутреннего формования. Она имеет платформу и мягкую встроченную стельку. Подошву прикрепляют к обтяжке платформы и каблука.

Рис. 48. Конструкция обуви строчечно-клеевого метода крепления: 1 — мягкая втачная стелька; 2 — платформа; 3 — подошва; 4 — простилка; 5 — обтяжка платформы; 6 — заготовка.
Сущность метода горячей вулканизации состоит в том, что процесс прикрепления резиновых деталей низа совмещается с формованием их из сырой резиновой смеси и вулканизацией резины. Такое совмещение обеспечивает получение наиболее прочного и монолитного соединения резинового низа с верхом обуви.
Резиновые смеси для горячей вулканизации могут быть непористыми, пористыми и кожеподобными. Процесс ведется в специальных прессах при повышенной температуре и давлении. Метод горячей вулканизации используется для различных видов обуви: от комнатных туфель до юфтевых сапог (кроме модельной обуви).
По свойствам и внешнему виду обувь горячей вулканизации подобна обуви клеевого метода крепления, но прочность крепления подошв выше, чем при клеевом методе.
Изготовление обуви литьевым методом аналогично изготовлению других изделий из пластиков при помощи литья. Для литья деталей низа применяют поливинилхлоридную смесь, а также сырые резиновые смеси на основе нитрильного каучука и бутилкаучука. Резиновые смеси из этих каучуков до вулканизации размягчаются при нагревании и используются для литья. После вулканизации изделие приобретает эластичность, но не размягчается при нагреве и сохраняет форму.
Формование низа обуви проводится в пресс-формах, на сердечники которых надета подготовленная обувь. Свойства этой обуви близки к свойствам обуви клеевого метода и метода горячей вулканизации.
Обувь разных ниточных методов крепления отличается по конструкции, а следовательно, по свойствам и применению.
В рантовой обуви механического производства стелька имеет вертикально расположенную губу (рис. 49). Paнт из кожи или искусственного материала вместе с затяжной кромкой заготовки прикреплен к губе стельки однониточным цепным швом капроновыми или льняными нитками, пропитанными варом.

Рис. 49. Конструкция обуви рантового метода крепления: а — обувь с кожаной подошвой, б — обувь с резиновой пористой подошвой; 1 — стелька с губой; 2 — заготовка; 3 — подошва, 4 — простилка, 5 — рант, 6 — строчка, соединяющая рант с губой стельки и заготовкой; 7 — строчка, прикрепляющая подошву к ранту; 8 — декоративный накладной рант.
От качества крепления ранта к губе стельки зависит прочность рантовой обуви. Обычно шов выдерживает срок износа подошвы с учетом ее ремонта. Объясняется это расположением шва, который изолирован от непосредственного воздействия пота и влаги.
Подошву прикрепляют к ранту двухниточным швом. Стежки строчки располагаются на ранте и подошве. Стежки строчки, расположенные со стороны подошвы, укладывают в подрезку. Пяточную часть подошвы прикрепляют к стельке и затяжной кромке подошвенными гвоздями.
Рантовым методом прикрепляют подошву из эластичной кожи и пористой резины.
Рантовая обувь отличается высокими эксплуатационными свойствами: длительностью носки, водоупорностью по стыку между подошвой и затяжной кромкой, теплозащитными свойствами, ремонтоспособностью, красивым внешним видом. Внутри обуви стелька имеет ровную гладкую поверхность, обувь отличается удовлетворительной гибкостью. В связи с тем что шов, прикрепляющий подошву, вынесен за площадь опоры стопы, а для низа применяются эластичные материалы, срок носки обуви достаточно высок. Обувь рантового метода крепления отличается высокой материалоемкостью и трудоемкостью.
Источник



