
- Технология и способы гибки труб
- Горячая гибка труб
- Холодная гибка труб
- Переносные трубогибы
- Станочная гибка труб
- Способы гибки труб и профилей на трубогибочных и профилегибочных станках
- Трубогибочные станки работающие способом наматывания
- Трубогибочные станки работающие способом обкатки
- Трубогибочные станки и профилегибочные станки для гибки труб (профилей) способом вальцовки.
- Трубогибы для гибки труб на двух опорах
Технология и способы гибки труб
При производстве жестких металлоконструкций из цельной заготовки в качестве альтернативы сварке и резьбовому соединению все чаще применяется гибка труб.

Человечество начало применять трубу очень давно — ее прототипом были тростник и бамбук, из которых сооружались первые водоводы. Еще в древнем Риме научились изготавливать трубы из бронзы. Первые методы промышленного производства таких металлических изделий возникли в начале 19 века. В настоящее время выпускаются миллионы и миллионы тонн продукта, без которого не могут обойтись огромное количество отраслей хозяйственной деятельности человека.
При производстве жестких металлоконструкций из цельной заготовки в качестве альтернативы сварке и резьбовому соединению все чаще применяется гибка труб. Это объясняется целым рядом причин:
- снижение материалоемкости, так как нет ввариваемых патрубков;
- уменьшение трудоемкости при создании конструкций по сравнению со сварными и резьбовыми соединениями;
- лучшие гидроаэродинамические показатели прохода;
- отсутствие неблагоприятного воздействия на структуру металла по сравнению со сваркой;
- преимущество в герметизации относительно резьбовых соединений;
- лучший внешний вид конечного изделия.
Гнутье труб осуществляется различными методами. Применение той или иной технологии определяется следующими основными факторами:
- материал изготовления;
- толщина стенок;
- профиль;
- размер сечения (диаметр или высота профиля);
- радиус сгиба;
- необходимая точность гнутья;
- допустимые пределы деформации гнутой конструкции;
- качественные показатели прочности и долговечности в месте изгиба.
Горячая гибка труб
Гнутье труб с предварительным разогревом применяют в случаях,  когда нет возможности применить трубогибочные устройства и приспособления для гиба холодным способом. Процесс гибки труб с предварительным разогревом весьма трудоемок и производится с наполнителем. В этом качестве используют сеяный речной песок без органических включений и слишком мелких фракций, которые при термическом воздействии могут спекаться и пригорать к стенкам. Песок не должен быть влажным, чтобы исключить возникновение высокого давления пара в трубе при ее нагреве.
когда нет возможности применить трубогибочные устройства и приспособления для гиба холодным способом. Процесс гибки труб с предварительным разогревом весьма трудоемок и производится с наполнителем. В этом качестве используют сеяный речной песок без органических включений и слишком мелких фракций, которые при термическом воздействии могут спекаться и пригорать к стенкам. Песок не должен быть влажным, чтобы исключить возникновение высокого давления пара в трубе при ее нагреве.
Гибка стальных труб производится при температуре порядка 900 о С без пережога и с одним нагревом — иначе ухудшается качество продукции. Размер разогреваемого участка определяется сечением и радиусом гибки. По окончании процесса удаляют заглушки, извлекают песок, очищают и промывают полость трубы.
Холодная гибка труб
Строго говоря, гибка труб отрицательно влияет на характеристики их качества. Возникают заметные дефекты, основными из которых являются:
- уменьшение толщины стенки на внешней стороне изгиба;
- появление гофровых складок на внутренней стороне изгиба;
- искажение формы прохода трубы — из круглой она превращается в овальную.
Особенно подвержены деформациям трубы из мягких металлов и с тонкими стенками. Поэтому гибка тонкостенных труб требует применения механического стабилизатора — им служит дорн.
Дорном называют специальный элемент оснастки, который в процессе гибки располагается в полости трубы по месту ее изгиба. Он предназначен для предотвращения деформаций стенок трубы в гибочном процессе. Дорн может быть жесткой или гибкой конструкции.
Жесткий дорн — это направляющий элемент, выполненный из твердого металла, с закругленным торцом с рабочей стороны. Его заправляют непосредственно в точку изгиба. Гибкий дорн также состоит из твердого стержня. На одном его краю находятся один или несколько изгибающихся сегментов, выполненных в виде шаров или полусфер особой формы.
Эти конструкции, находясь в месте изгиба, обеспечивают неизменность формы прохода. По завершении процесса дорн выталкивается из гибочной зоны, а шарики дополнительно калибруют внутреннюю поверхность. Использование гибкого дорна достаточно сложно. Для его применения в трубогибе должно быть устройство автоматического управления дорном.
Трубогибы с использованием дорна, в силу своей специфики, бывают только стационарными. Они производятся для работы как в полуавтоматическом, так и в полностью автоматическом режиме. Работа высокопроизводительных дорогостоящих трубогибов контролируется системой ЧПУ, которая отслеживает все текущие параметры технологического процесса.
Переносные трубогибы
- Трубогибы рычажные. За счет большого плеча возможно совершать необходимые действия исключительно мышечным усилием человека. В изделиях из пластичного металла, включая нержавеющую сталь сечением до 3/4 дюйма, они позволяют делать загиб до 180 о .
вращающихся вокруг собственных осей. Гибочный башмак, соединенный с перемещающимся штоком, прилагает усилие к той части трубы, которая расположена между опорами. Такие легко переносимые трубогибы способны согнуть трубу из нержавейки диаметром до 100 мм на угол до 90 о . Шток, создающий давление, может быть выполнен как:
- механический винтовой;
- гидравлический с ручным приводом;
- гидравлический с электроприводом.
- Электрические трубогибы. В них гибка труб производится на сменных гибочных сегментах различного радиуса. Здесь с помощью поворотной оправки заготовку загибают под определенным углом.
Положительные свойства этого инструмента:
- универсальность, которую обеспечивает сменный набор сегментов и поворотных оправок для разных сечений труб;
- угол изгиба до 180 о ;
- автоматическая работа без дополнительных действий;
- плавное изменение скорости, присутствие обратного хода;
- фактическое отсутствие деформации изгиба, благодаря безукоризненному согласованию всех элементов оснастки и необходимой динамики подачи;
- простота использования, легкая замена насадок;
- высокая производительность;
- компактность и малый вес, благодаря большой приведенной мощности привода.
При отсутствии электросети такие трубогибы обеспечиваются приводом, работающим от встроенного аккумулятора.
Станочная гибка труб
Гибка профиля из металла не представляет для такого станка никакой проблемы, так же как и гибка профильной трубы. Универсальность оборудования данного типа обусловлена тем, что вальцовка по сути — это деформация материала по некоторому направлению. Этот метод можно отнести к самому общему виду гибки металла. Изгиб профильной трубы обеспечивается установкой необходимой формы (калибра) роликов или валков.
К достоинствам такого станка следует отнести возможность получения гнутого профиля большой длины — более 5 метров, что бывает часто необходимо в строительстве. Кроме того, заготовку можно гнуть на угол до 360 градусов — на полный круг. Гибку труб большого диаметра производят на электрических станках со следующим принципом изгиба: сначала один конец заготовки устанавливается в специальный захват, а затем наматывается на колодку нужного радиуса.
Такие станки позволяют реализовать точный угол загиба (до одного градуса). Это обеспечивается либо простым механическим путем, либо заданием параметров в цифре с контролем всего процесса на мониторе на высокоавтоматизированных комплексах. Станки используются только в заводских условиях.
Источник
Способы гибки труб и профилей на трубогибочных и профилегибочных станках
Способ гибки труб определяется способом работы трубогиба, трубогибочного станка или станка для гибки труб. В практике существует множество способов гибки труб. Вот основные из них:
1. Гибка труб способом обкатки
2. Гибка труб способом намотки

3. Гибка труб способом волочения
4. Гибка труб способом вальцовки (3-х роликовая вальцевая гибка)

5. Гибка труб на 2-х опорах
6. Гибка труб способом растяжения

7. Гибка труб с внутренним гидростатическим давлением
8. Гибка труб через фильеру, имеющую кривую ось
9. Гибка труб по копирам
а так же, так называемые «дедовские» способы гибки труб с наполнением песком, заливки специальным легко расплавляемым составом, с установкой легко извлекаемой пружины. Такие «Дедовские» способы гибки применимы при выполнении одного или нескольких гибов, а для производства трубных деталей они не применимы.
Осуществляя поиск трубогибочного станка, для производства трубных деталей, целесообразно сосредоточить внимание на четырех основных способах холодной гибки труб, таких как:
- Наматывание;
- Обкатка;
- Вальцовка;
- Гибка труб на двух опорах.
Выбор способа гибки труб и соответствующего трубогиба зависит от диаметра трубы, толщины стенки трубы, материала трубы, радиуса гиба, требуемой точности, качества гиба, потребного количества изогнутых деталей, повторяемости изделий и ряда других факторов.
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .
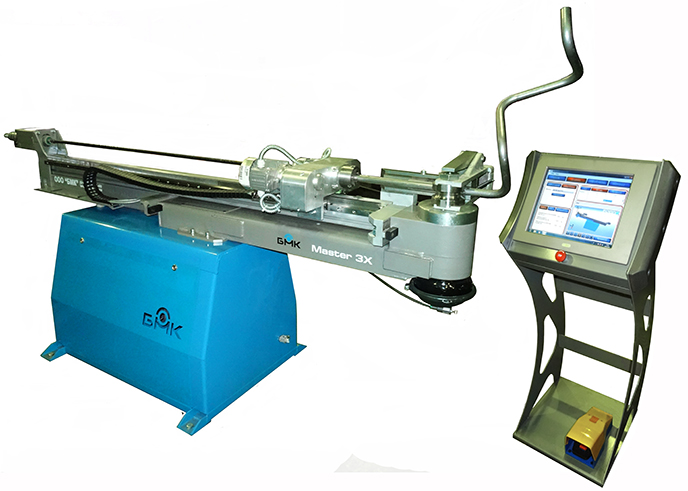 Автоматический трубогиб СЕ-51 серии MASTER.3X
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.
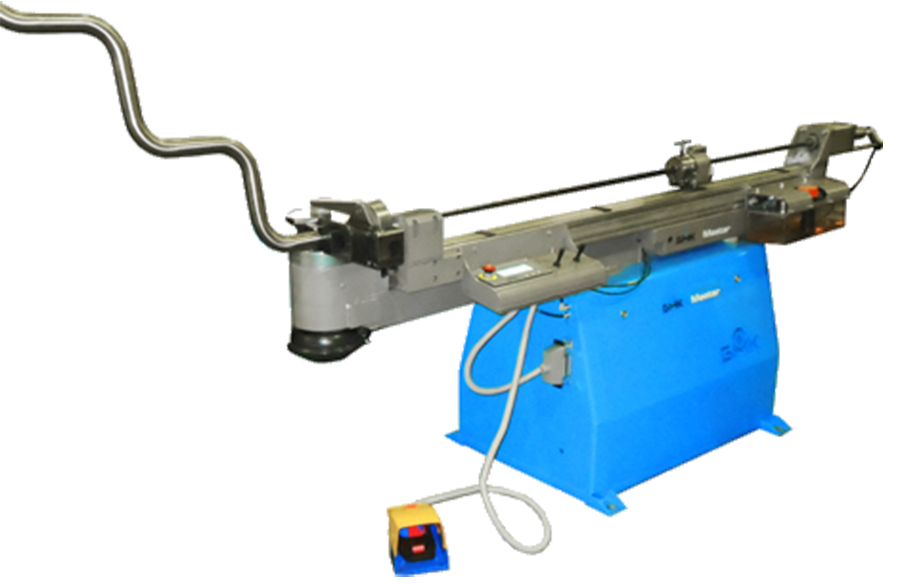
Полуавтоматический трубогиб СЕ-51 серии MASTER
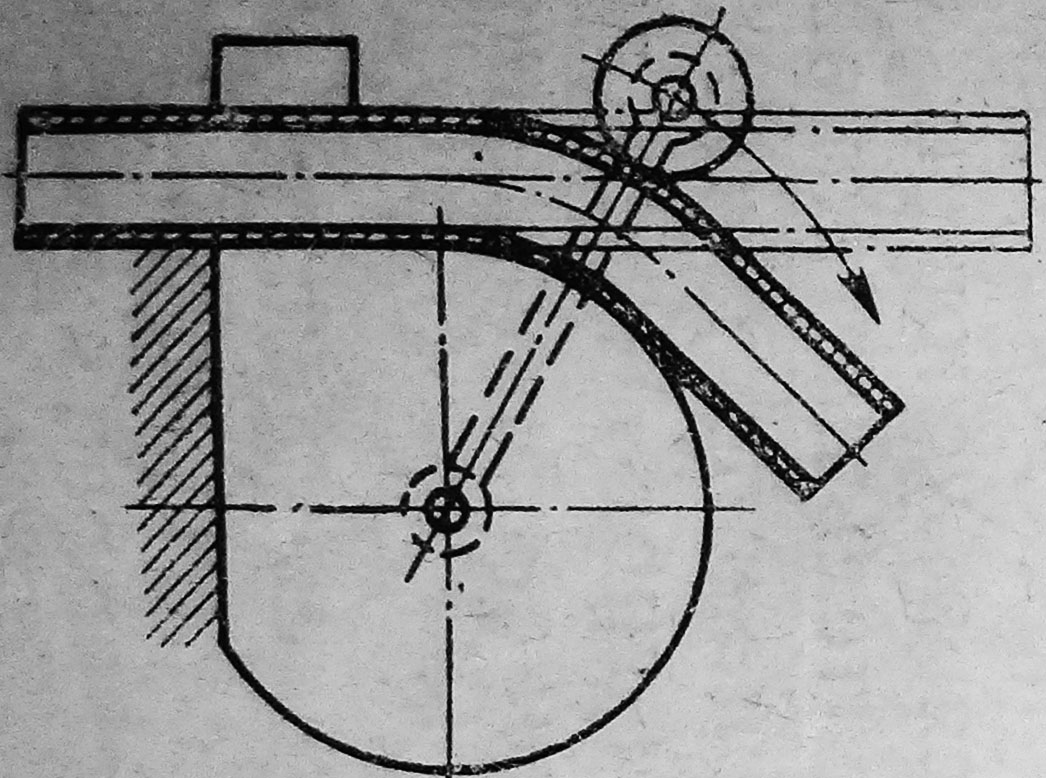
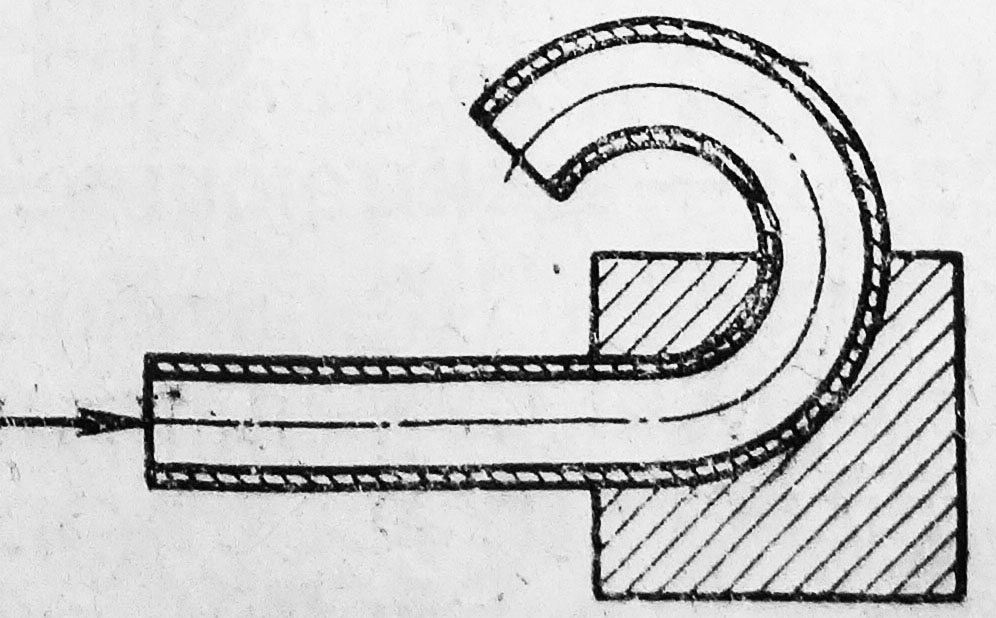
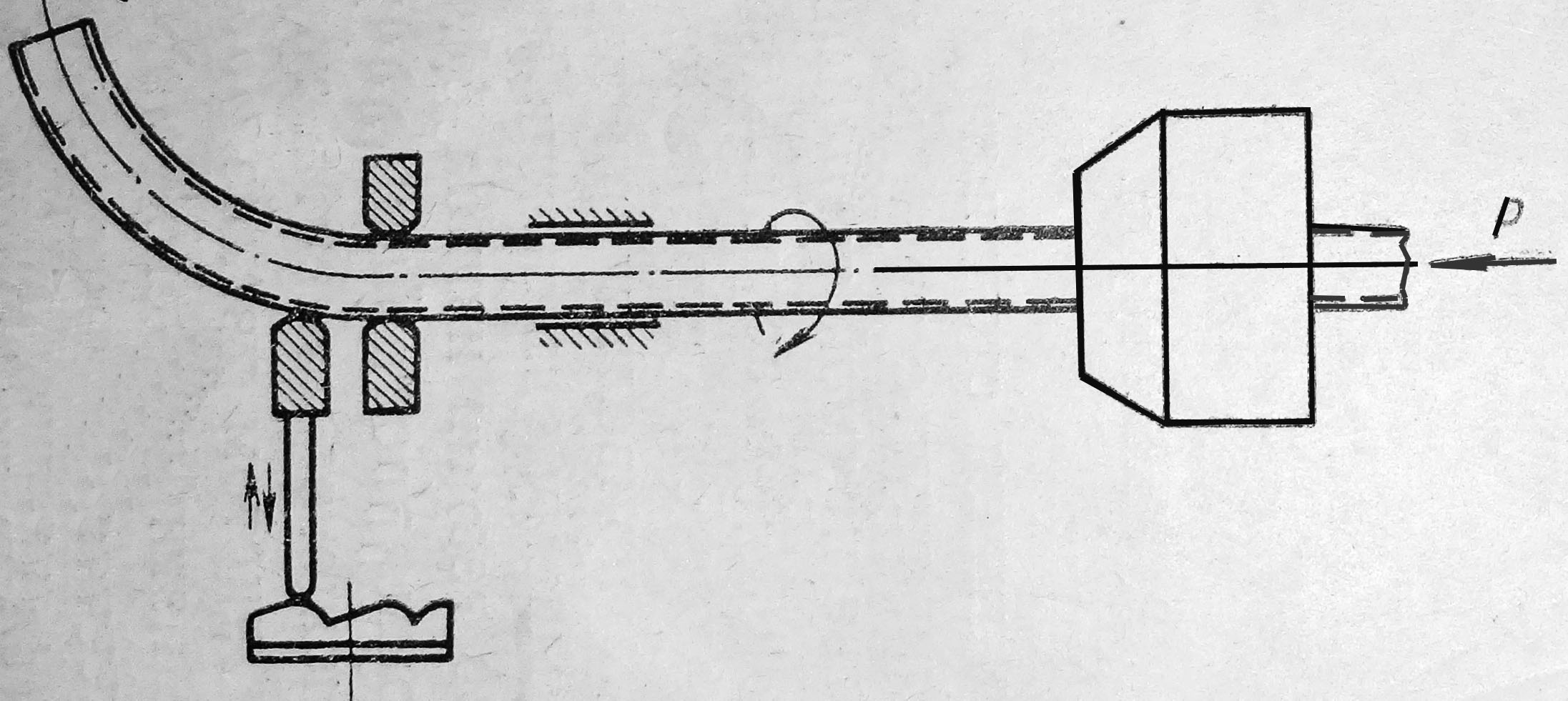
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
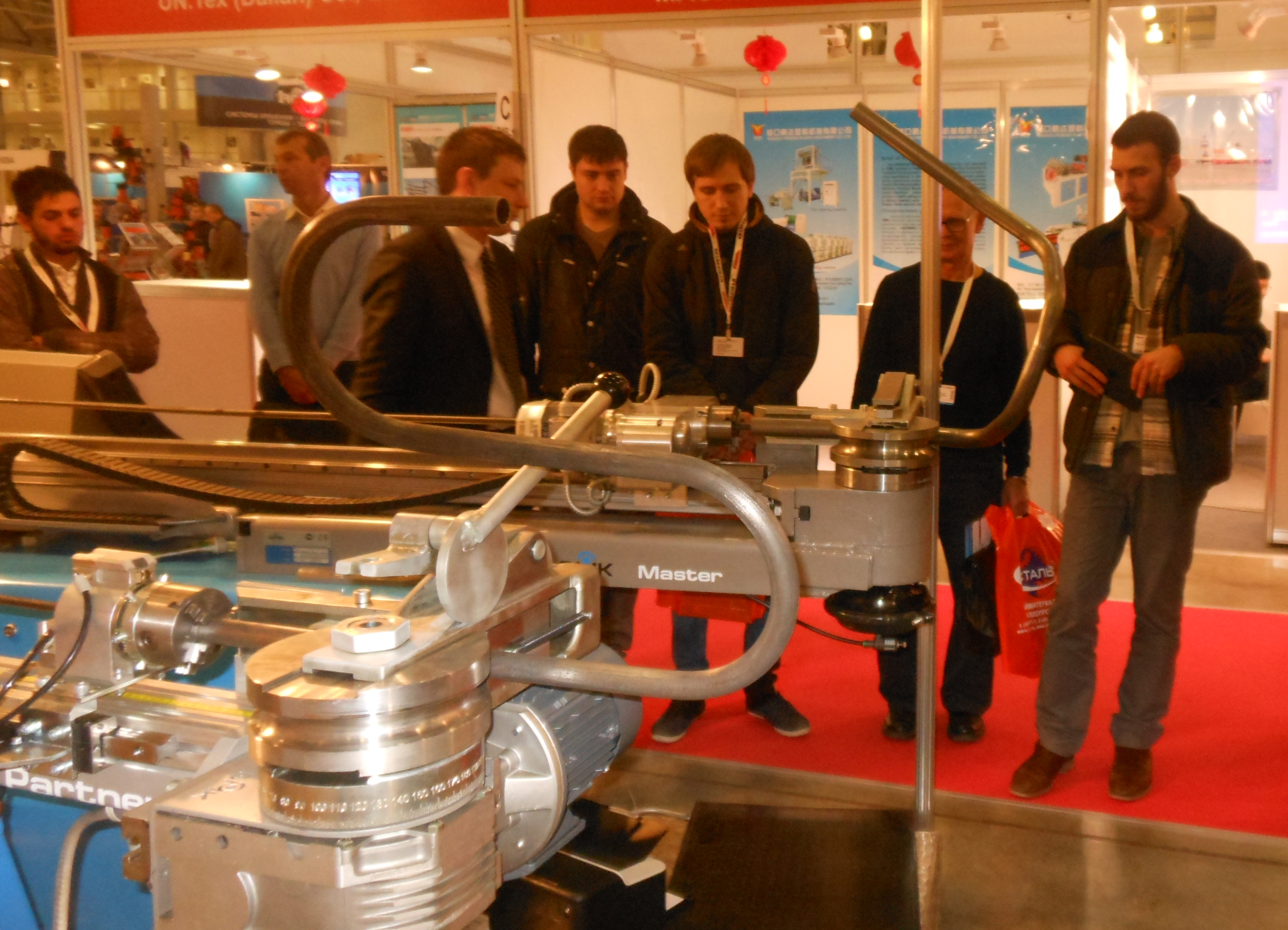
Автоматический трубогиб СЕ-51 MASTER.3X — гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО «БМК», практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
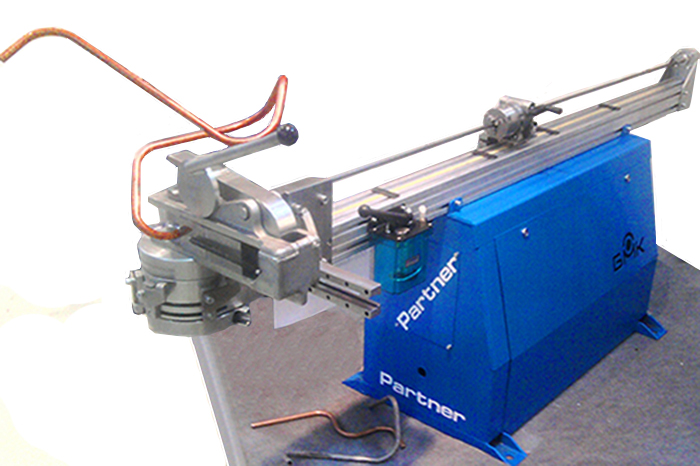
Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов — Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
Трубогибочные станки работающие способом обкатки
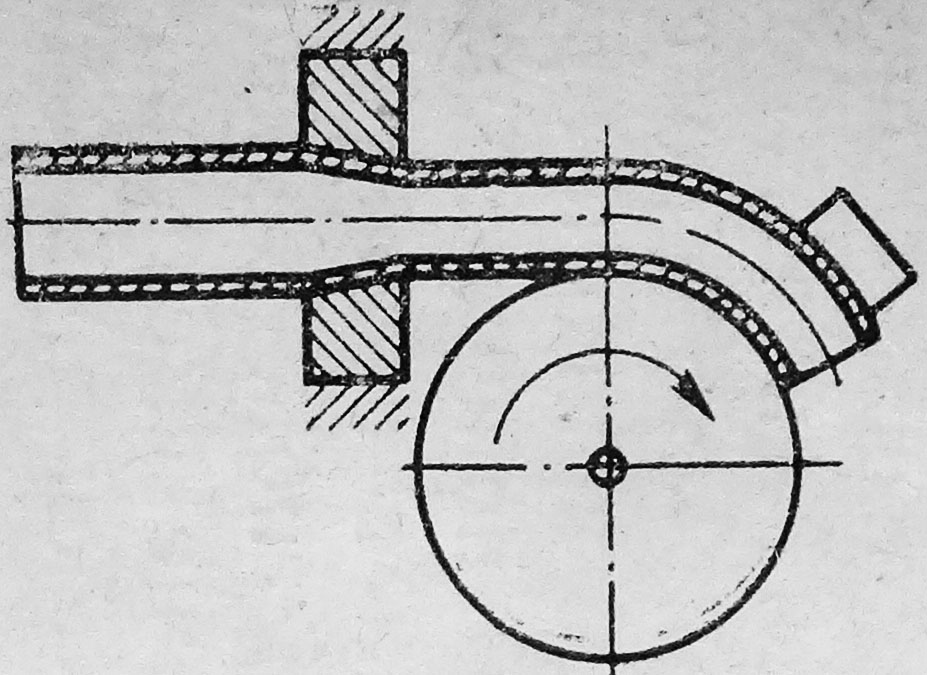
Трубогибы и трубогибочные станки, работающие способом обкатки широко применяются в строительной отрасли , а так же при мелкосерийном и штучном производствах. Принцип работы трубогибов, работающих способом обкатки заключается в прижатии трубы к ручью неподвижного гибочного ролика обкаточным роликом. Ручьи обкаточного ролика и неподвижного ролика трубогиба должны соответствовать типоразмеру изгибаемой трубы. Фиксация (закрепление )трубы на трубогибочном станке происходит вне зоны движения обкаточного ролика.
 Трубогиб бездорновый RE-60 серии TECHNIC
Трубогиб бездорновый RE-60 серии TECHNIC
Способом обкатки, гнутся только толстостенные трубы, (например на трубогибах, типа RE-60 TECHNIC, с наружным диаметром до 60 миллиметров) на осевой радиус гиба не менее 3,5D, при этом изменение сечения формы (овальность) трубы в месте гиба может составлять до 10-12 %. Для достижения указанного значения овальности трубы в месте ее гиба на трубогибах и трубогибочных станках данного типа должно быть устройство позволяющее регулировать зазор между неподвижным и обкаточным роликами трубогиба.
В тех случаях когда необходимо изготовить простые детали с одним или несколькими гибами, к которым не предъявляется требований по качеству гиба — сохранению сечения трубы в месте гиба, сохранению геометрии и пространственных параметров изделия применимы трубогибочные станки и трубогибы работающие способом обкатки, так как такие трубогибы относятся к группе наиболее дешевых и простых трубогибочных станков.
Трубогибочные станки и профилегибочные станки для гибки труб (профилей) способом вальцовки.
Профилегибочные станки (3-х роликовые вальцевые трубогибы) предназначенные для гибки труб и специальных профилей в кольца сегментные дуги и спирали с заданным шагом подъема витка спирали. Эти трубогибы работают с профилями из любого материала — стали, нержавеющей стали, алюминия, меди, титана и их сплавов.
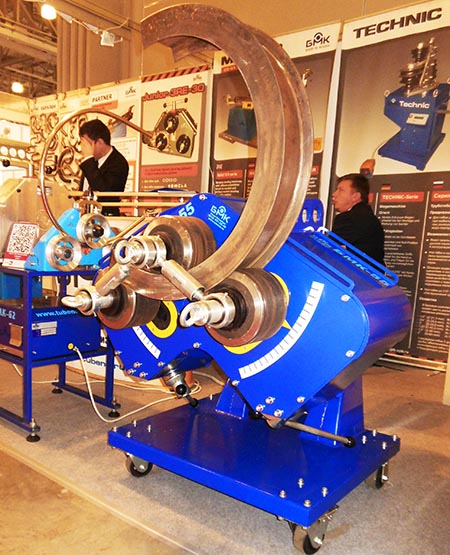 Профилегиб RE-80 серии БМК-55У — гибка двутавра на выставке
Профилегиб RE-80 серии БМК-55У — гибка двутавра на выставке
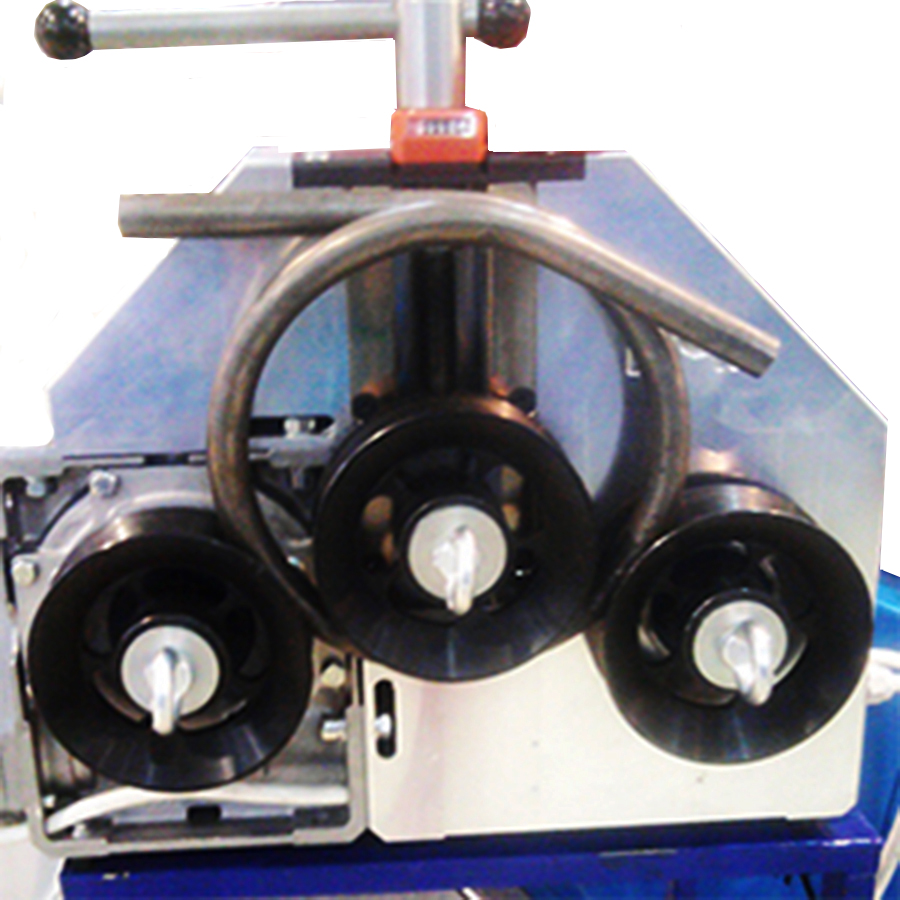
Работу таких трубогибов и профлегибов следует разделить на два этапа:
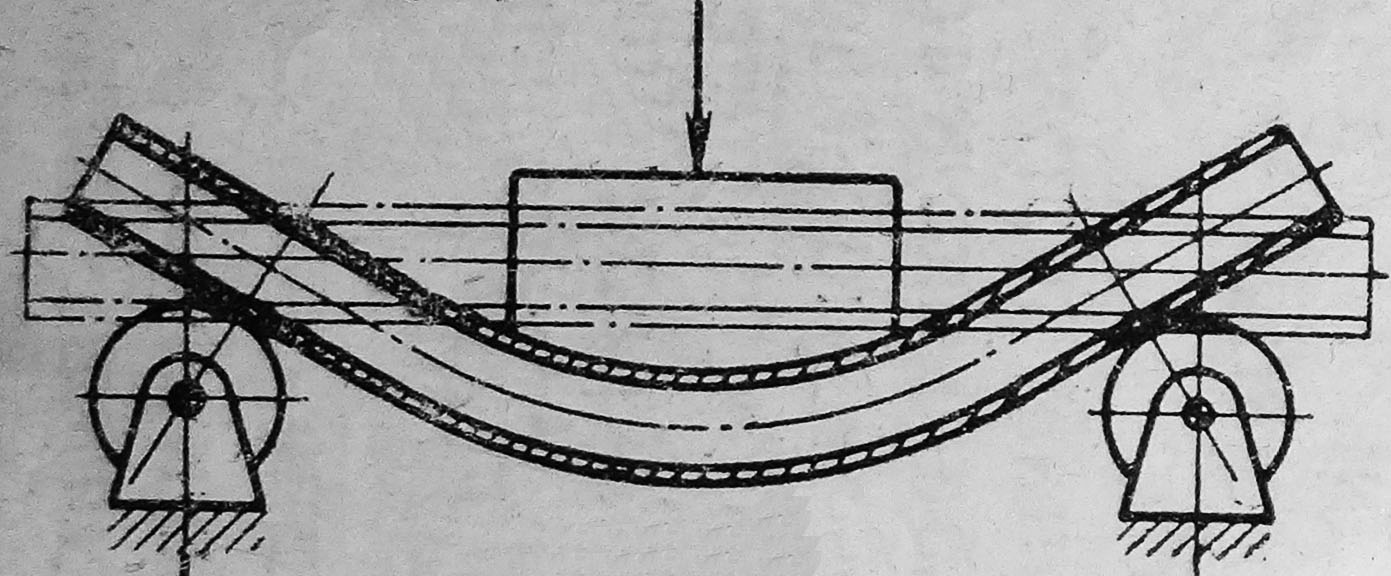
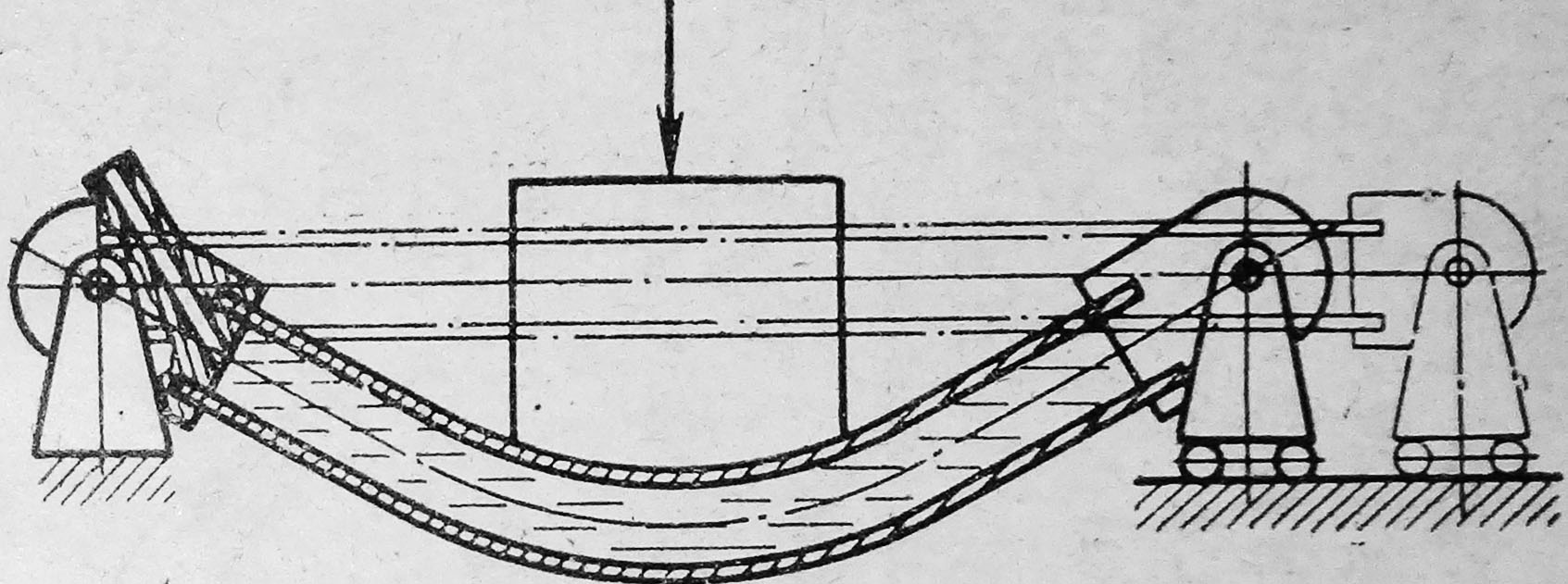
Первый этап — создание на трубогибочном станке преднатяга — задать кривизну ,радиус гиба трубы. Это может осуществляться путем приложения усилия средним подвижным роликом на трубу опирающуюся на два крайних ролика, либо путем приложения усилия на трубу через два крайних, подвижных ролика на трубу опирающуюся на средний ролик;
Второй этап — непосредственно гиб трубы, осуществляемый за счет силы трения между ведущими роликами профилегиба и изгибаемой трубой, где труба силой трения увлекается в направлении вращения ведущих роликов и изгибается на радиус заданной кривизны (преднатяга).
Если при гибке трубы или профиля на трубогибочных и профилегибочных станках не удается получить требуемый радиус гиба за один прогон, то операции первого и второго этапов повторяются до получения требуемого радиуса гиба на изделии.
На трубогибочных вальцах минимальный радиус гиба труб для очень толстостенных труб составляет- 5, для толстостенных-10, для тонкостенных более 10 диаметров труб.
Особо внимание следует уделять работе по первому этапу, так как от количества ведущих роликов и силы трения на них зависит усилие создаваемое для задания кривизны (радиуса) гиба трубы.
 Трубогиб RE-30 серии JUNIOR — гибка трубы в кольцо
Трубогиб RE-30 серии JUNIOR — гибка трубы в кольцо
Для гибки черного металла трубогибочные вальцы оснащаются стальными гибочными роликами, а для гибки полированных труб- роликами из капролона. Однако, применение капролоновых роликов возможно только на трубогибах производства ООО «Балтийской Машиностроительной Компании» — 3RE-60 (БМК-55) и 3RE-80 (БМК-55У)- это единственная в мире серия вальцевых трубогибов у которых согласованы угловые скорости вращения гибочных роликов и линейные скорости прокатки профиля по всем 3-м роликам.
Качественная гибка труб на трубогибах и профилегибах обеспечивается соответствием ручьев гибочных роликов типоразмеру трубы. Применение наборных роликов удешевляет стоимость оснастки, но резко снижает качество гибов, особенно на тонкостенных и полированных трубах.
Трубогибы для гибки труб на двух опорах
При выполнении работ по прокладке и ремонту трубопроводов непосредственно на строительной площадке, в стесненных условиях, в подвалах и т.д., широко применяются трубогибы арбалетного типа, принцип работы которых заключается в приложении изгибающего усилия гибочным сегментом на трубу лежащую на двух опорах. Изгибающее усилие на гибочный сегмент может подаваться от гидравлического, пневматического, электрического или механического источника энергии. Этот тип трубогибов предназначен для штучных гибов труб в стесненных условиях. Качество гибов труб, на таких типах трубогибов, и повторяемость геометрии пространственных деталей, ни коем образом не отвечает требованиям промышленного производства. Однако, такие трубогибы арбалетного типа с рычажными и храповыми приводами производятся и широко применяются при выполнении ремонтных работ службой горячего и холодного водоснабжения.
В настоящей статье мы рассмотрели способы гибки труб получившие наибольшее распространение. Другие способы гибки труб применяются крайне редко или требуют больших затрат на производство специальных трубогибочных станков при их низкой производительности.
Данная статья про способы гибки труб и профилей на трубогибах и профилегибах — интеллектуальная собственность ООО «Балтийской Машиностроительной Компания» Любое копирование этой статьи полное или частичное являеся нарушением авторских прав владельца.
БАЛТИЙСКАЯ
МАШИНОСТРОИТЕЛЬНАЯ
КОМПАНИЯ
198097, Россия, Санкт-Петербург, пр. Стачек 47
(территория ОАО «Кировский завод»)
Телефон/факс: +7 (812) 331-08-40, 331-39-70
Телефон по Кировскому заводу: 71-340, 71-390
125599, Россия, г. Москва, 78 км МКАД, д.14, корп. 1
Телефон/факс: +7 (495) 133-96-88
Источник



