
Методы гибки труб
Череповецкий завод занимается производством качественных конструкций из металла на протяжении 55 лет. В процессе изготовления мы используем технологию гибки труб.
Без труб, согнутых под углом, не обходится ни один строительный проект. Изделия используются в нефтяной и химической промышленности. Гибка труб не нарушает их целостность, а также обеспечивает надежность и привлекательный внешний вид деталей.
Преимущества гибки труб перед сваркой или резьбовым соединением:
- снижение материалоемкости;
- снижение трудоемкости при создании конструкции;
- отсутствие негативного воздействия на металл;
- улучшенные показатели гидроаэродинамики;
- лучший внешний вид конструкции;
- улучшенная герметизация.
Технология гибки труб бывает разная. Выбор метода зависит от множества факторов:
- материала изготовления;
- профиля;
- толщины изделия;
- радиуса сгиба;
- показателей прочности и долговечности;
- диаметра профиля и т.д.
Особенности процесса гибки труб
В процессе гибки на трубу действуют две силы: радиальные и тангенциальные. Первые способствуют деформации сечения, а вторые – формируют складки. Идеальным результатом считается отсутствие гофр на стенках и сечение трубы, оставшееся без изменений. Процесс гибки сокращает количество швов от сварочных работ при прокладке трубопровода.
Основные технологии гибки труб
Технология гибки труб бывает механическая и ручная. Существует также горячая и холодная гибка труб. Выбор оптимального метода зависит от вида материала, его габаритов и угла изгиба.
Горячая гибка труб
Горячий метод позволяет согнуть даже самые жесткие трубы. Гибка происходит как вручную, так и с применением оборудования. Технология довольно трудоемкая, она предполагает предварительную подготовку изделия (нагрев) и использование наполнителей. В качестве второго используют очищенный речной песок без органических объектов, мелких частиц и содержания влаги.
Гибка горячих труб происходит под воздействием в +900 градусов. Пережоги и дополнительные нагревы могут ухудшить качественные характеристики изделия. Размер части, которая нагревается, зависит от радиуса и размера сечения. В конце процесса убирается песок и заглушки, а затем промывается внутренняя поверхность трубы.
Ручная гибка горячим методом осуществляется с помощью наматывания на калибр и деформации на опорах.
Механическая горячая гибка труб практикуется на вальцевых трубогибах. Изделие нагребают перед подачей в оборудование.
Холодная гибка труб
Холодная гибка труб часто применяется для цветных металлов диаметром до 4 см. Вручную процедура выполняется с помощью наматывания изделия на шаблон и деформации на опорах.
Перед наматыванием на шаблон трубу наполняют песком или солью. Затем берут калибр и гнут трубу, наматывая ее вокруг оборудования. Данный способ подходит для изделий из латуни, дюраля или другого пластичного материала.
Деформация на опорах выполняется следующим образом: изделие устанавливается на две опоры, затем наносят удары в центральную точку. Под действием ударов труба начинает сгибаться.
Механическая холодная гибка труб предполагает обязательное применение дорна – стабилизатора. Его размещают в рабочем участке изделия, чтобы не допустить деформации его стенок. Дорн может быть двух видов. Жесткий изготавливают из твердого металла с одним закругленным концом, а гибкий – имеет несколько гнущихся сегментов на конце. Дорн позволяет сохранять формы стенок и извлекается после завершения процесса гибки.
Переносные трубогибы
Если металлоконструкции нужно согнуть на месте производства, используют технологии, которые подразумевают применение трубогибов. Они бывают:
- Рычажные. Гибка труб выполняется благодаря силе человека. Мастер работает при помощи длинной рукоятки и может согнуть изделие до 180 градусов.
- Арбалетные. Оборудование размещается на двух опорах, которые вращаются вокруг собственной оси. Арбалетные трубогибы применяются для изделий из нержавеющей стали диаметром до 10 см под углом в 90 градусов.
- Электрические. Оборудование позволяет осуществлять гибку труб на сегментах разного радиуса.
Достоинства электрического трубогиба:
- возможность выставлять угол до 180 градусов;
- универсальное применение;
- компактность;
- легкий вес;
- автоматическая работа;
- плавная смена режимов работы;
- простая эксплуатация.
Оборудование будет работать даже без электричества, благодаря встроенному аккумулятору.
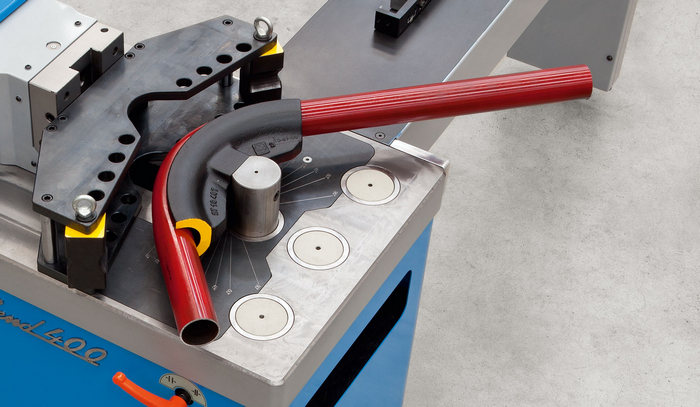
Станочная гибка труб
Станочная гибка труб – наиболее используемая технология. Она осуществляется при помощи трехроликового вальцевого трубогиба. Оборудование работает по методу холодного деформирования трубы. Трубогиб работает с абсолютно любым видом металла, подходит для изделий круглого сечения или профилей. Оборудование полностью универсально.
Применение станочной гибки труб позволяет предотвратить деформацию изделий и получить качественный результат. Технология позволяет обрабатывать трубы более 5 метров, что удобно в процессе строительства. Угол работы составляет не более 360 градусов.
Принцип станочной гибки труб: один конец захватывается и фиксируется, а затем закручивается на колодку под необходимым углом.
Способы гибки труб большого диаметра
Трубы большого диаметра (до 30 сантиметров) нагревают, сгибают с использованием электрического тока, а затем охлаждают. Технология гибки состоит из механической и электрической частей. Вторая включает в себя установку с высокой частотой. Трубы нагреваются и в таком виде деформируют. Чтобы подобрать оптимальный угол сгиба, применяют отклоняющийся ролик.
Второй способ – гибка на гибочно-растяжных машинках. Приборы растягивают и сгибают металл. В результате получаются изделия с круто согнутыми углами. Такой метод позволяет согнуть трубу до 180 градусов.
Технология гибки труб большого диаметра выполняется на специальном оборудовании. На изделие воздействуют усилия, которые в результате позволяют получить изогнутые трубы под крутым углом с недеформированной стенкой. Такие изделия подходят для автомобильной, авиационной и судостроительной сферы.
Особенности гибки труб из цветных металлов
Главное отличие цветных металлов в их пластичности. Неправильное выполнение инструкции по гибке труб из данного материала может привести к деформации и разрыву заготовки.

1. Гибка медных и латунных труб.
Для латунных и медных труб используют метод холодного и горячего деформирования. В обоих случаях в полость изделия помещают наполнитель – расплавленную канифоль (для холодного способа) и песок (для горячего).
Для начала необходимо обжечь заготовки, а затем остудить их. Температура воздействия – от +600 до +700 градусов. Охлаждают материалы разными способами: медь окунают в воду, а латунь – оставляют проветриться на открытом воздухе.
По завершению процесса наполнитель выплавляют. Чтобы не деформировать трубу, извлечение начинают с краев. Изделия из цветных металлов лучше поддаются процессу сгибания, однако проблемы остаются теми же: внутренняя стенка утолщается, а наружная – истончается. Несоблюдение инструкции сгиба может привести к изменению формы трубы.
2. Гибка алюминиевых труб.
С трубами из алюминия работают теми же методами: с использованием роликов, прокаткой, откатыванием, давлением.
Первый вариант подходит для тонких заготовок, с диаметром не более 10 см. Он позволяет получить изгиб без достаточной градусной точности. Оптимальный радиус сгиба – 5-6 диаметров.
Второй способ подходит для труб с большим сечением. Он используется для создания декоративных элементов интерьера. Для этого применяют трехроликовое гибочное оборудование.
Метод откатки позволяет получить лишь небольшой изгиб.
В способе давления используют прессы со штампами. Изделие приобретает нужный угол под воздействием давления извне.
Работать с алюминиевыми трубами просто: они прочные и пружинистые. Изделия обжигают при температуре от +350 до +400 градусов, а затем осуждают на открытом воздухе.
Вы можете заказать гибку труб в Череповецком заводе металлоконструкций. Мы занимаемся производством и обработкой изделий в собственных цехах. В нашей команде работают настоящие профессионалы с большим опытом работы.
Преимущества нашей компании:
- кратчайшие сроки выполнения работ;
- гарантия от 12 до 24 месяцев;
- контроль за выполнением работы в онлайн-режиме;
- доступная стоимость;
- доставка в любую точку России;
- удобные способы оплаты (наличными или картой).
Для консультации звоните по телефону 8 800 222 04 45.
Источник
Гибка труб: «холодный» и «горячий» способы
Гибка труб своими руками допустима лишь в разовых случаях. Если процесс сборки металлоконструкции или трубопровода предполагает использование большого количества «гнутых» труб, то процесс деформации изделий лучше всего проводить на особых станках – трубогибах.
Впрочем, в данной статье мы рассмотрим оба варианта деформации труб, примеряя каждый способ к изделиям разной формы и диаметра.
ГИБКА ТРУБ СТАЛЬНЫХ ИЛИ ПЛАСТИКОВЫХ: СПОСОБЫ РЕАЛИЗАЦИИ ПРОЦЕССА
По большому счету, существует всего два способа деформации трубного проката:
- холодная гибка труб
- деформация разогретых изделий
Первый способ – «холодная» гибка – возможен только в том случае, если деформируемая труба изготавливается из достаточно пластичного материала, способного менять свою форму под влиянием внешних сил.
Поэтому «холодную» гибку, как правило, практикуют при деформации относительно небольших металлических труб (за исключением труб из чугуна).
Правда, гибка труб из нержавеющей стали (или любых других труб с повышенной кольцевой жесткостью) вынуждает нас задействовать в этом процессе особые станки – трубогибы. Поскольку собственными силами мы можем согнуть только очень пластичные трубы из меди или алюминия.
жесткостью) вынуждает нас задействовать в этом процессе особые станки – трубогибы. Поскольку собственными силами мы можем согнуть только очень пластичные трубы из меди или алюминия.
Впрочем, «мягкие» пластиковые трубы такому способу гибки не поддаются даже на трубогибах. Ведь, несмотря на декларируемую мягкость, пластиковые трубы либо не обладают достаточной пластичностью для такого способа деформации, либо у них нет кольцевой жесткости, достаточной для удержания изделия в согнутом состоянии (полиэтиленовые изделия без армирующего каркаса).
Исключение можно сделать только для комбинированных материалов на основе полиэтилена — гибку металлопластиковых труб выполняют только «холодным» способом. Внутри такой трубы находится армирующий пояс из алюминия – в процессе деформации гнут именно его и форму после гибки удерживает именно он.
Горячая гибка – возможна практически в любом случае. Ведь в разогретом состоянии пластичность любого материала повышается на порядок. Например, высокотемпературная гибка стальных труб (или изделий из любого другого металла) осуществляется очень просто: трубу просто нагревают в месте деформации и сгибают руками. То есть станки или механические трубогибы, в этом случае, нам уже не понадобятся.
С пластиком, в данном случае, опять возникают проблемы. Горячая деформация невозможна в принципе – полимерные трубы теряют свою кольцевую жесткость при нагреве выше 250 градусов Цельсия. То есть, в процессе горячей деформации такая труба просто растечется по поверхности.
Ну, а теперь, когда мы познакомились со способами деформации, давайте перейдем от теории к практике и разберем, как гнуть трубы «холодным» и «горячим» способом.
↑ХОЛОДНАЯ ГИБКА – ОСНОВНЫЕ ЭТАПЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Используя холодную гибку, трубы можно согнуть практически под любым углом. Но сделать это можно всего двумя способами: вручную и с помощью специальных механизмов. Причем и сами механизмы могут использовать либо электрическую или иную энергию, либо энергию мускульной силы оператора.
К основным способам ручной деформации относятся следующие варианты:
- наматывание изделия на шаблон
- деформация изделия на опорах
Причем первый способ допустим только в том случае, если материал трубы будет достаточно пластичным. Ну а второй способ можно использовать и для более жестких труб.
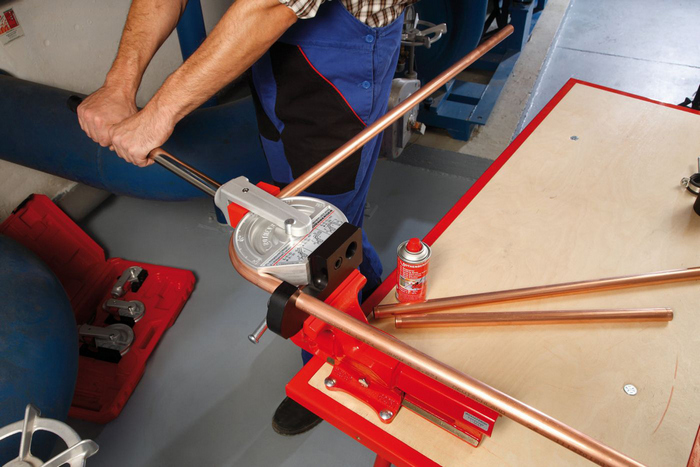
 Первый вариант – наматывание на шаблон – реализуется следующим способом. На первом этапе процесса гибки трубу нужно заполнить каким-либо сыпучим веществом. Поэтому в изделие засыпают песок (можно соль) или заливают воду, которую охлаждают до состояния льда. Сыпучее вещество не позволит измениться профилю трубы.
Первый вариант – наматывание на шаблон – реализуется следующим способом. На первом этапе процесса гибки трубу нужно заполнить каким-либо сыпучим веществом. Поэтому в изделие засыпают песок (можно соль) или заливают воду, которую охлаждают до состояния льда. Сыпучее вещество не позволит измениться профилю трубы.
Далее мы берем калибр – округлую и твердую поверхность – и гнем трубу, наматывая изделия вокруг калибра. Само изделие, при этом, удерживается за края мерного отрезка, а гнется только середина.
По такой методике осуществляется гибка труб из дюраля или латуни, или иного материала с достаточно высокой пластичностью. Сам изгиб получается относительно ровным, но такая технология сопровождается большими объемами отходов. Ведь даже гибка медных труб – очень пластичных изделий – требует достаточно большого рычага. Следовательно, согнув участок в середине мерного отрезка, мы будем вынуждены избавиться от «рукоятей» — концов, за которые держались в процессе загиба.
Второй вариант – деформация на опорах – реализуется следующим способом:
- Сгибаемое изделие устанавливают на две точечные опоры. Центр трубы, при этом, находится над пустотой.
- Далее мы наносим удары в центральную точку, равноудаленную от двух опор. И под влиянием этих ударов труба немного сгибается. Причем саму трубу можно немного сдвигать, перенося центральную точку на пока еще недеформированный участок.
Подобная технология гибки труб грешит неаккуратностью – с внешней стороны изделия несут на себе следы ударов, а их поперечное сечение отклоняется от первоначального профиля. Кроме того, «лишний» металл соберется в складку на внутренней поверхности загиба. Поэтому холодная гибка на двух опорах – это не наш метод.
себе следы ударов, а их поперечное сечение отклоняется от первоначального профиля. Кроме того, «лишний» металл соберется в складку на внутренней поверхности загиба. Поэтому холодная гибка на двух опорах – это не наш метод.
Правда, используя различные ручные приспособления для гибки труб, мы можем исправить эту ситуацию. Для этого нам нужны: ножовка по металлу, линейка и сварочный аппарат. Линейкой мы отмеряет несколько точек на трубе (в месте загиба изделия), ножовкой делаем надрезы в теле трубы. А сварочным аппаратом завариваем швы после завершения деформации на опорах. И никакого деформирования тела или профиля изделия – лишний металл мы уже удалили, сделав надрезы ножовкой.
Впрочем, несмотря на все наши ухищрения, ручная деформация уступает, по всем параметрам такому способу, как механическая гибка труб в стационарных условиях.
↑Основные способы механической гибки труб
Вся механическая гибка основана всего на двух способах:
- Обкатке трубы
- Гидравлической деформации трубы
Причем для реализации этих технологий используют как электрифицированные, так и ручные станки для гибки труб. Последние используют в качестве источника деформирующего усилия мускульную силу оператора, приложенную к рычагу или струбцине.
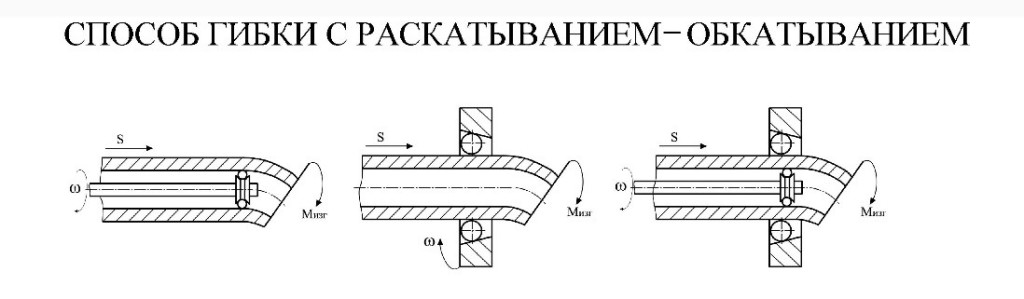
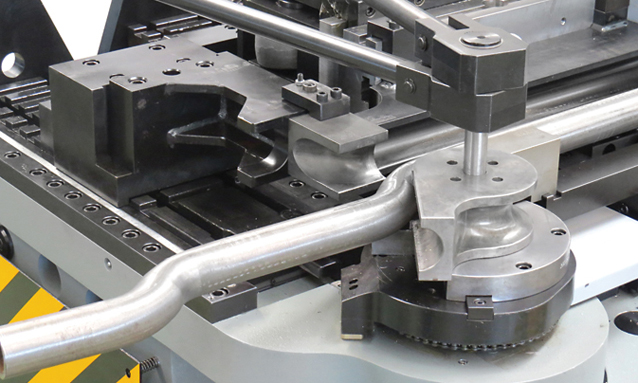
Электрифицированная и ручная гибка труб методом обкатки осуществляется следующим способом:
- изделие устанавливается на подающие вальцы станка
- Деформирующий валец подводится к поверхности трубы и упирается в нее с нужным усилием.
- Оператор включает мотор или начинает вращать барабан подающего механизма с помощью особой рукояти.
- Геометрические параметры процесса регулируют в ходе обкатки, поджимая деформирующий валец. Ведь чем большее усилие на этом вальце, тем больше радиус загиба трубы.
В итоге, такая, почти самостоятельная гибка труб – ведь большинство станков работают именно на ручном приводе – позволяет согнуть под нужным радиусом значительные партии заготовок. Причем качество гибки оказывается существенно выше любого, по-настоящему, ручного варианта. Да и сам процесс деформации происходит быстрее. Однако обработка круглых труб, а равно и гибка труб большого диаметра, на вальцевых трубогибах невозможна. Для этих целей лучше использовать либо прессы, либо специальные станки для гидравлического деформирования труб.
Последний способ основан на деформации изделия, заполненного жидкой средой (водой или маслом), проводимой в контакте со специальным калибром. По сути, этот процесс повторяет ручную гибку методом наматывания, только результаты этого процесса выглядят более впечатляющее. Кроме того, гидравлическое деформирование дает возможность не только согнуть трубу, но и изменить диаметр сечения изделия.
↑ГОРЯЧАЯ ГИБКА – КАК ЭТО ДЕЛАЕТСЯ ?
Горячее деформирование дает возможность согнуть самые жесткие трубы. Причем, как и в случае с холодной гибкой, горячий вариант можно реализовать с помощью всего двух технологических процессов: ручного и механического деформирования.
↑Горячая ручная гибка
Горячая гибка вручную выполняется теми же способами, что и холодная ручная гибка. То есть мы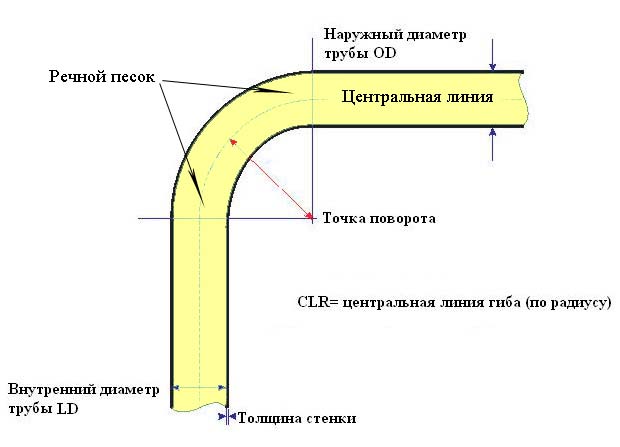 практикуем те же методы: наматывание на калибр и деформацию на опорах. Только перед подачей изделия на калибр или на опоры его нагревают.
практикуем те же методы: наматывание на калибр и деформацию на опорах. Только перед подачей изделия на калибр или на опоры его нагревают.
Причем оборудование для гибки труб вручную горячим способом нужно почти точно такое же, что и при холодной деформации. Только в процессе «горячей» обработки задействуют еще и паяльную лампу или резак, которыми прогревается место деформации.
Поэтому воду в процессе горячей гибки в качестве наполнителя не используют.
Источник



