
Фрезерование плоскостей
Обработка плоскостей на фрезерном станке
Фрезерование плоскостей торцовыми и цилиндрическими фрезами бывает: грубое, черновое и получистовая.
- Грубая обработка — фрезерная обработка с большим и неравномерным припуском — более 8 мм, а также работа по корке.
- Черновая обработка — обработка плоскостей с относительно равномерным припуском, без корки, с глубиной резания от 3 до 8 мм.
- Получистовая обработка — фрезерная обработка плоскости с равномерным припуском и глубиной резания от 1,5 до 3 мм и высотой микронеровностей обработанной поверхности не более Rz = 40 мкм.
- Чистовая обработка — обработка плоскости с равно-мерным припуском и глубиной резания до 1,5 мм и высотой микронеровностей обработанной поверхности не более Ra = 20 мкм (Ra =2,5 и 1,25 мкм).
Требования, предъявляемые к фрезерованию плоскостей
Плоскость — поверхность, обладающая следующим свойством: если любые две точки поверхности соединить прямой, то все точки этой прямой будут находиться на этой поверхности. Отсюда вытекает простейший способ контроля плоских поверхностей деталей. Если к плоскости детали приложить ребро лекальной линейки, то величина образовавшегося между ними зазора будет характеризовать качество ее изготовления. Чем точнее изготовлена плоскость, тем меньше будет зазор.
Качественная фрезерная обработка плоскостей характеризуется следующими показателями:
- Точность размеров, т. е. должно быть соответствие фактических размеров детали размерам, указанным на чертеже.
- Допустимые отклонения от правильной геометрической формы полученной поверхности не должны выходить за пределы допуска на неточность изготовления (допуск прямолинейности, допуск плоскостности).
- Отклонения расположения отдельных граней детали относительно других поверхностей должны быть в заданных пределах (отклонения от параллельности, перпендикулярности, наклона, симметричности и др.).
Фрезерование плоскостей обычно производится на вертикально-фрезерных, горизонтально-фрезерных и продольно-фрезерных станках цилиндрическими, торцовыми, ротационными и концевыми фрезами. В зависимости от расположения относительно поверхности стола станка обрабатываемые плоскости подразделяют на горизонтальные, вертикальные и наклонные.
Выбор схемы и последовательности операции фрезерования плоскостей
Выбор схемы и последовательности операции фрезерования плоскости (с учетом имеющегося оборудования и технологической оснастки) целесообразно начинать с установления возможности одновременной обработки нескольких заготовок. Если такая возможность существует, то в общем случае возможны две схемы обработки. Для первой схемы характерна установка заготовок в несколько параллельных рядов (рис. 91, г). Фрезерование ведут одной или несколькими (набором) фрезами. В этом случае затраты основного времени уменьшаются во столько раз, сколько заготовок установлено в одном ряду. При определении числа одновременно обрабатываемых заготовок необходимо учитывать мощность станка, жесткость режущего инструмента, надежность крепления заготовок.
Для второй схемы характерна установка заготовок последовательно в один ряд по направлению перемещения стола (рис. 91, а). Расстояние.а между заготовками зависит в основном от конфигурации заготовки и принятой схемы крепления. Именно этот параметр определяет целесообразность выбора схемы. Сокращение штучного времени достигают за счет уменьшения длины пути холостого хода фрезы, который определяется длиной врезания и перебега режущего инструмента. На рис.91 показаны возможные варианты установки четырех заготовок размером 50×100 мм. При первом варианте (рис. 91, а) расстояние а=20 мм, при втором (рис. 91, б) и третьем (рис. 91, в) а=0. Если основное время при фрезеровании заготовок, расположенных по первому варианту, принять за 100%, то при расположении по второму варианту оно уменьшится на 10%, а при третьем — более чем на 45%. Однако наибольшая производительность обработки может быть достигнута при установке заготовок параллельными рядами (рис. 91, г). Основное время при этой схеме по сравнению с исходной (рис. 91, а) сократится не менее чем в 4,5 раза.
Рассмотренные выше примеры позволяют установить пути рационального размещения нескольких заготовок на столе станка:
- Заготовки следует устанавливать так, чтобы сторона, имеющая наименьший размер, была расположена параллельно направлению подачи.
- Расстояние между обрабатываемыми заготовками должно быть минимальным.
- При возможности использовать схему расположения заготовок параллельными рядами.
При обработке партии заготовок применяют схему непрерывного фрезерования, когда вспомогательное время перекрывается основным. Такая фрезерная обработка осуществляется и на вертикально-фрезерных станках, оснащенных круглым столом с непрерывным вращением. На круглом столе 1 (рис. 92) устанавливают многоместное приспособление 2 или несколько зажимных устройств. На разгрузочно-загрузочной позиции 3 во время фрезерования одной заготовки 4 рабочий снимает уже обработанную заготовку и устанавливает новую. Зажим и отжим заготовки происходит автоматически. При приближении к зоне обработки стержень 5 многоместного приспособления при помощи копира перемещается к центру и благодаря клиновому мехайизму обеспечивает зажим заготовки. После окончания обработки стержень сходит с копира, и заготовка открепляется.
Круглый стол получает вращение от механизма продольной подачи стола станка (продольное перемещение стола отключается) или от индивидуального привода. Частота вращения стола должна обеспечить установленную подачу на зуб фрезы в соответствии с заданным режимом резания и с учетом частоты вращения входного вала 7 круглого стола и передаточного отношения червячной пары его кинематической цепи.
Позиционное фрезерование также является одним из прогрессивных методов обработки, при котором снятие обработанной заготовки и установку новой осуществляют на загрузочной позиции. При этом основное время должно превышать вспомогательное. Заготовки при позиционном фрезеровании устанавливают на поворотные столы (или приспособления), имеющие фиксированный поворот на заданное число позиций (3, 4, 6 или 12).
На рис. 93 показана схема позиционного фрезерования. На загрузочной позиции 2 устанавливают три заготовки 1. На рабочей позиции 3 фрезой 4 обрабатывают заготовки 5 с подачей стола DS. После окончания фрезерования следует быстрый отвод стола (положение пунктиром) и поворот его на 90°. Затем стол фиксиру-ется и зажимается. Одновременно с зажимом поворотной части стола включается рабочая подача, и цикл повторяется. В определенных конструкциях приспособлений отжим заготовки на загрузочной позиции и закрепление ее при приближении к зоне обработки происходит автоматически.
Наша компания принимает заказы на фрезерную обработку, чтобы сделать заказ или получить информацию по интересующим вопросам, свяжитесь с менеджерами нашей компании по телефонам +7 967 780 43 30, +7 917 856 82 24, по электронной почте info@inmet16.ru или отправьте сообщение через форму обратной связи.
Источник
Технология фрезерования плоских поверхностей и скосов
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
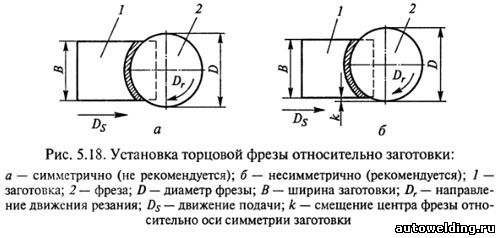
Плоскости обычно фрезеруют торцовыми и цилиндрическими фрезами. Диаметр торцовой фрезы D (мм) выбирают в зависимости от ширины В (мм) фрезерования с учетом соотношения D=(1,3. 1,8)B. При фрезеровании торцовыми фрезами предпочтение следует отдавать несимметричной схеме резания. Размер смещения (мм) k = (0,03. 0,06)D (рис. 5.18).
Фрезерование плоскостей производят в такой последовательности: подводят заготовку под вращающуюся фрезу до легкого касания, затем отводят из-под фрезы, выключают шпиндель станка, устанавливают лимб вертикальной подачи (при фрезеровании плоской поверхности) или поперечной подачи (при фрезеровании плоской торцовой поверхности) на глубину фрезерования, включают шпиндель станка и перемещают вручную стол с заготовкой до касания с фрезой, после чего включают продольную подачу стола.
При обработке цилиндрическими фрезами длина фрезы должна на 10. 15 мм перекрывать требуемую ширину обработки. Диаметр фрезы выбирают в зависимости от ширины фрезерования и глубины резания t (мм).
При черновом фрезеровании обычно достигается точность размеров, соответствующая 11 и 12-му квалитетам, при чистовом — 8 и 9-му квалитетам. В отдельных случаях при тонком фрезеровании можно получить точность размеров, соответствующую 6 и 7-му квалитетам. Шероховатость обработанной поверхности колеблется от Rz 80 мкм до Ra 0,63 мкм. Наиболее низкие параметры шероховатости (Ra 1,25. 0,63 мкм) получают тонким фрезерованием. Другой метод достижения низких параметров шероховатости плоских поверхностей на заготовках — это применение составных фрез, в корпусах которых закреплены черновые и чистовые резцы. Чистовые резцы устанавливают ниже черновых на величину, равную глубине чистового фрезерования. В корпусе фрезы можно устанавливать один или несколько чистовых резцов. При подаче Sz = 1,5. 2,5 мм/зуб и скорости резания v = 240. 250 м/мин достигается шероховатость поверхности Rz 5. 2,5 мкм.
При обработке поверхностей торцовыми фрезами благодаря конструкции крепления инструмента процесс резания происходит спокойнее, чем при фрезеровании цилиндрической фрезой.
Концевыми фрезами можно фрезеровать вертикальные и небольшие горизонтальные плоскости. Применение наборов фрез при фрезеровании плоскостей позволяет повысить производительность процесса обработки и обрабатывать фасонные поверхности. Набор представляет собой группу фрез, установленных и закрепленных на одной оправке.
Плоскую поверхность детали, расположенную под определенным углом к горизонтали, называют наклонной, а наклонную плоскость небольших размеров — скосом.
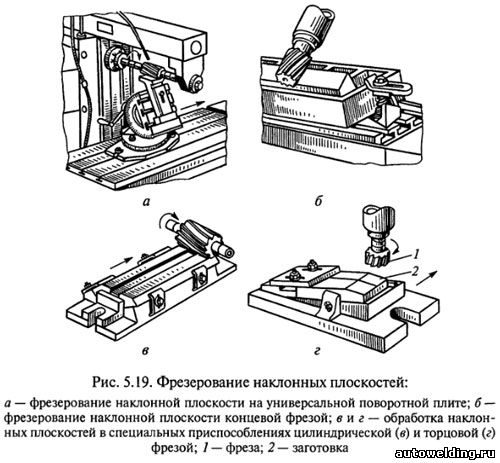
Для фрезерования наклонных плоскостей и скосов используют следующие инструменты:
- цилиндрические, торцовые и концевые фрезы с поворотом заготовки на требуемый угол с помощью универсальной поворотной плиты (рис. 5.19, а);

- торцовые и концевые фрезы с поворотом фрезы на требуемый угол (рис. 5.19, б);
- специальные приспособления (рис. 5.19, в, г) для обработки цилиндрическими и торцовыми фрезами;
- угловые фрезы.
При фрезеровании с поворотом на требуемый угол заготовку закрепляют в универсальных тисках или на универсальной плите и поворачивают на угол так, чтобы плоскость, подлежащая обработке, располагалась параллельно поверхности стола.
Фрезерование наклонных плоскостей и скосов торцовыми и концевыми фрезами можно производить, поворачивая на требуемый угол не заготовку, а шпиндель инструмента. Это возможно осуществить на вертикально-фрезерных станках, у которых фрезерная головка со шпинделем поворачивается в вертикальной плоскости.
Фрезерование заготовок с наклонными плоскостями и скосами в условиях серийного и массового производств целесообразно производить в специальных приспособлениях, позволяющих устанавливать и закреплять заготовки без выверки.
Угловыми фрезами обрабатывают небольшие наклонные плоскости и скосы. В этом случае нет необходимости в повороте детали и фрезы.
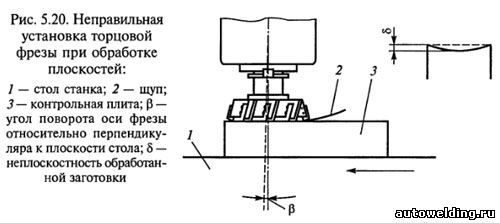
Погрешность плоскостности при обработке торцовой фрезой возникает, если ось вращения фрезы неперпендикулярна к обрабатываемой поверхности или, иначе, к плоскости стола станка. Плоскость получается вогнутой (рис. 5.20), и тем больше, чем больше угол β и чем меньше диаметр D торцовой фрезы.
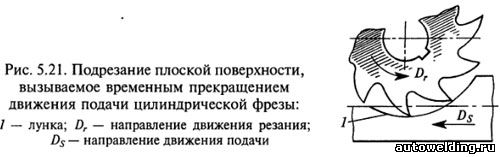
При фрезеровании плоскости цилиндрической фрезой (набором фрез) погрешность плоскостности может быть вызвана так называемым подрезанием, которое выражается появлением лунки 1 на обработанной поверхности (рис. 5.21) и является результатом временного прекращения движения подачи, вследствие чего фреза некоторое время работает, вращаясь на одном месте. Упругие силы, действующие между фрезой и заготовкой, стремятся при этом сблизить их, что приводит к непроизвольному появлению лунки («выработки»), и тем большей, чем меньше жесткость системы СИД, чем больше усилие резания и чем дольше находится фреза на одном месте.
Контроль плоскостности обработанной поверхности производят лекальной линейкой. Неплоскостность при обработке торцовых поверхностей проверяют плоским угольником или рейсмасом. Неплоскостностью, или отклонением от плоскостности, называют наибольшее расстояние от реальной обработанной поверхности (плоскости) до прилегающей поверхности в пределах контролируемого участка. Прилегающей называется поверхность, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки обработанной реальной поверхности было минимальным в пределах контролируемого участка.
Наклонные плоскости и скосы контролируют с помощью шаблонов и рейсмасов.
Источник
Виды фрезерования на станках с ЧПУ
В очередном выпуске публикаций материалов из учебника Босинзона М.А «Обработка деталей на металлорежущих станках различного вида и типа» разберем виды работ на станках фрезерной группы.
ВИДЫ РАБОТ НА СТАНКАХ ФРЕЗЕРНОЙ ГРУППЫ
Основные виды работ на фрезерном станке. На фрезерном станке возможно выполнять обработку очень большого числа самых разнообразных деталей, в том числе и очень сложных. На рис. 11.8 представлены основные виды работ на фрезерном станке:
■фрезерование горизонтальных плоскостей производится на горизонтально-фрезерных и вертикально-фрезерных (рис. 11.8, а, б) станках. Эту работу лучше производить на вертикальных станках вследствие большей жесткости крепления фрезы;
■фрезерование вертикальных плоскостей осуществляется на горизонтально-фрезерных и продольно-фрезерных станках (рис. 11.8, в) торцовыми фрезерными головками, а на вертикально-фрезерных станках — боковыми зубцами концевой фрезы (рис. 11.8, г);
■ фрезерование наклонных плоскостей производится одноугловой (рис. 11.8, д), двуугловой фрезой на горизонтально-фрезерных станках, либо торцовой фрезерной головкой — на вертикально-фрезерных станках со шпинделем, установленным под углом (рис. 11.8, е);
■ фрезерование пазов: угловых (рис. 11.8, ж), прямоугольных (рис. 11.8, з), Т-образных (рис. 11.8, и), типа «ласточкиного хвоста» (рис. 11.8, к) производится на вертикально-фрезерных станках соответственно концевыми, Т-образными и одноугловыми фрезами;
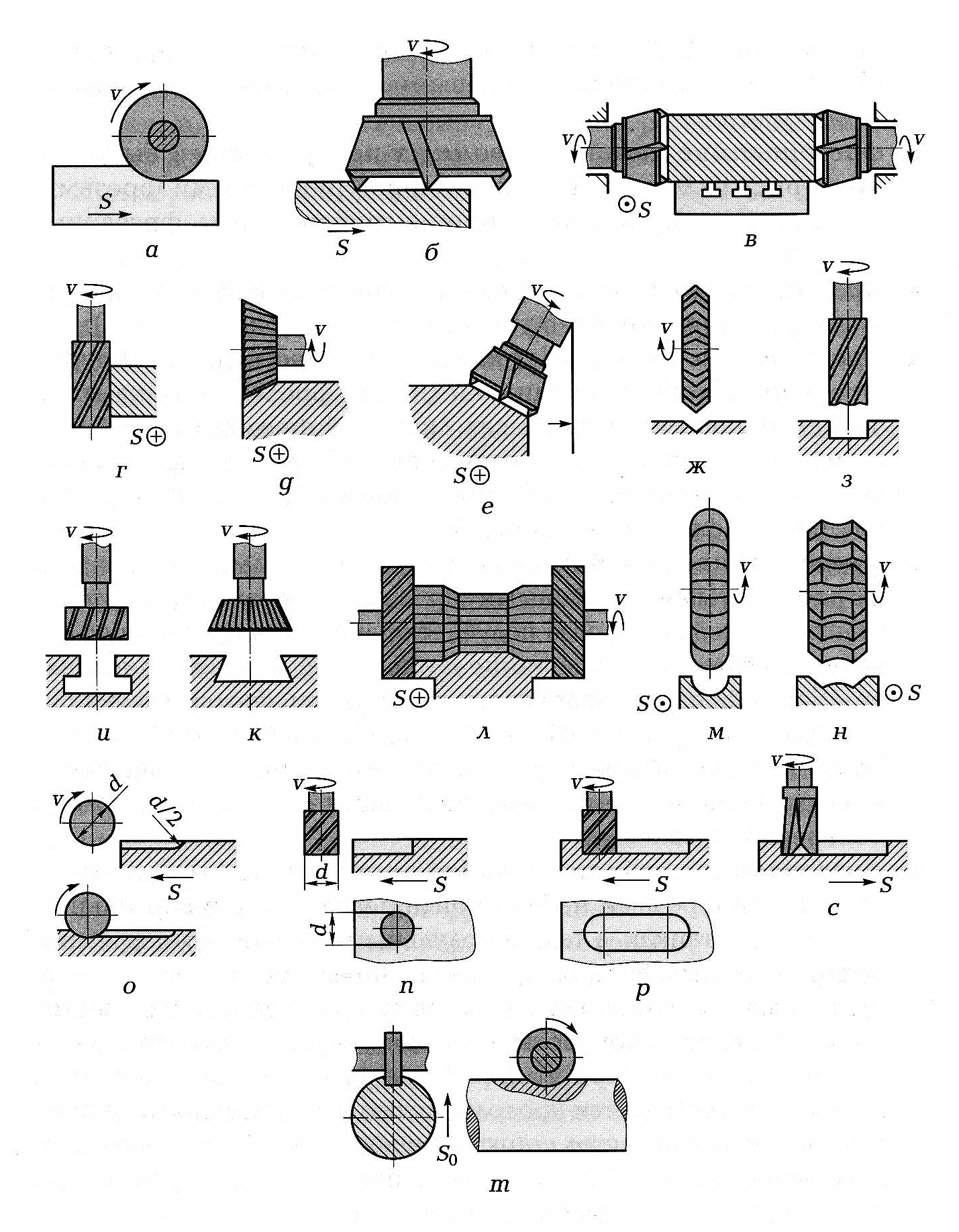
Рис. 11.8. Основные виды работ на фрезерном станке:
а, б — фрезерование горизонтальных плоскостей; в, г — фрезерование вертикальных плоскостей; д, е — фрезерование наклонных плоскостей; ж, з, и, к — фрезерование пазов; л — фрезерование комбинированных поверхностей; м, н — фрезерование фасонных поверхностей; о, п, р, с, т — фрезерование шпоночных канавок; v — вращение фрезы; S — движение подачи; d — диаметр фрезы
■фрезерование комбинированных поверхностей выполняется (рис. 11.8, л) комплектами фрез (наборными фрезами) на продольно-фрезерных и иногда горизонтально-фрезерных станках;
■фрезерование фасонных поверхностей производится фасонными фрезами соответствующего профиля (рис. 11.8, м, н);
■фрезерование шпоночных канавок осуществляется разными фрезами. Шпоночные канавки можно фрезеровать на горизонтально-фрезерных станках дисковой фрезой (рис. 11.8, о) и дисковой шпоночной фрезой (рис. 11.8, т), на вертикально-фрезерных станках — концевой фрезой (рис. 11.8, п, р) или шпоночной фрезой (рис. 11.8, с);
■фрезерование резьб производится дисковыми резьбовыми и гребенчатыми резьбовыми фрезами на резьбо-фрезерных станках. Резьбовая фреза получает вращение и продольную подачу, а заготовка — вращение с окружной подачей. Дисковая резьбовая фреза устанавливается под углом, соответствующим углу подъема фрезеруемой резьбы. При работе гребенчатой резьбовой фрезой предварительно фрезе сообщаются движения на ее врезание, а затем, выключив поперечную подачу, включают поперечное движение;
■фрезерование зубчатых колес производится модульными дисковыми фрезами на горизонтальных или универсальных фрезерных станках, а также модульными пальцевыми фрезами на вертикальных фрезерных станках. Фрезерование осуществляется по методу копирования, когда каждая канавка нарезается индивидуально, а повороты заготовки осуществляются в делительных головках. При этих работах фреза только вращается, а заготовке сообщается продольная подача. После прохода фрезой каждой канавки стол станка возвращается обратно, заготовка поворачивается на l / Z и начинается повторный цикл работы для фрезерования следующей канавки и т. д.
Рекомендации по выбору метода фрезерования и обеспечению чистоты поверхности
Торцовое фрезерование. По возможности нужно избегать фрезерования плоскостей с пересечением пазов и отверстий, так как при этом режущие кромки будут работать в неудовлетворительных условиях прерывистого резания. Следует выполнять операцию изготовления отверстий после фрезерования. Если такой вариант невозможен, то при пересечении фрезой отверстия нужно снижать величину подачи на 50 % от рекомендованной.
При обработке больших плоскостей нужно стараться не прерывать контакт фрезы с заготовкой, обходя поверхность по периметру, а не за несколько параллельных проходов. Обработку углов необходимо осуществлять по радиусу, превышающему радиус фрезы, чтобы исключить возможность возникновения вибраций, связанных с резким увеличением угла охвата фрезы.
Фрезерование узких пазов
1. Фрезерование на полный паз с предварительным засверливанием.
Обработку длинного и узкого паза невозможно выполнять методом круговой интерполяции, а нужно производить за проход на полную ширину паза. Если позволяет мощность оборудования, желательно выбирать диаметр фрезы максимально приближенным к окончательному размеру паза.
После такой обработки будет оставаться минимальный припуск под чистовую операцию. Для предварительного засверливания паза рекомендуется выбирать сверло диаметром на 5. 10 мм больше диаметра фрезы. Максимальная глубина засверливания должна быть не больше диаметра фрезы. Необходимо снижать подачу в начальный момент резания для обеспечения надежной эвакуации стружки.
2. Сверление и плунжерное фрезерование.
Необходимо выбирать сверло диаметром Dc на 1 мм больше диаметра фрезы. Максимальная радиальная глубина резания 12 мм (при Dc = 50 мм). Число одновременно участвующих в резании зубьев должно равняться двум.
3. Врезание по двум осям.
Максимальный угол врезания зависит от диаметра фрезы (для фрезы Dc = 50 мм угол врезания 5°). Для обеспечения максимальной производительности обработки необходимо выбирать пластины толщиной 12 или 16 мм и фрезу с небольшим шагом зубьев.
Технология фрезерования деталей, имеющих сопряженные плоскости, и многогранников. Сопряженные поверхности одной детали, т. е. поверхности, расположенные в разных плоскостях, могут быть параллельными, перпендикулярными или располагаться под любым углом. К таким плоскостям относятся смежные грани прямоугольной и квадратной призмы, куба, шестигранника, пирамиды и др.
Обработка заготовок, имеющих сопряженные плоскости, осуществляется на вертикально- и горизонтально-фрезерных станках торцовыми, концевыми и цилиндрическими фрезами, а также наборами фрез. На столе станка заготовки закрепляются в универсальных или в специальных приспособлениях.
Обработка многогранников. При фрезеровании квадрата из прутка заготовка в зависимости от ее длины может быть закреплена одним из следующих способов:
■ в трехкулачковом патроне;
■ в трехкулачковом патроне и центре задней бабки;
■в центрах универсальной делительной головки и задней бабки. Фрезерование граней квадратов производится концевыми,
торцовыми, дисковыми фрезами, а также набором дисковых фрез с закреплением заготовки в делительной головке на горизонтально- и вертикально-фрезерных станках.
При обработке шестигранников можно достичь высокой производительности применением набора дисковых фрез.
Обработка плоскостей, сопряженных под острым и тупым углами, производится так же, как и наклонных плоскостей. Взаимное расположение сопряженных плоскостей (параллельных и перпендикулярных), обработанных с переустановкой заготовок в тисках универсального горизонтально-фрезерного станка, контролируется штангенциркулями, угольниками, лекальными линейками и рейсмасами. Плоскости, расположенные под тупыми и острыми углами, контролируются шаблонами и рейсмасами, независимо от того, какими фрезами производится эта обработка: цилиндрическими или торцовыми.
Источник



