
- Фотополимерный способ нанесения печати
- Фотополимеры для 3D-печати: советы и инструкция по применению
- Содержание
- Что такое 3D-печать фотополимерами
- Подготовка файлов
- Заполнение модели
- Правильная ориентация
- Выбор фотополимера
- Подготовка принтера
- Постпечатная обработка принта
- Выбор растворителя
- Выбор инвентаря
- Очистка принта
- Отверждение принта
- Вопросы безопасности
- Пожарная безопасность
- Защита кожи
- Защита глаз
- Защита органов дыхания
- Защита окружающей среды
- Образцы печати
- Заключение
Фотополимерный способ нанесения печати
Право /1 1 . Криминалистика и судебная медицина
Донецкий Национальний Університет, Украина
Особенности фотополимерного способа
Флексография — один из самых популярных в мире видов печати. Такое широкое признание этой разновидности высокой печати объясняется прежде всего тем, что она практически не имеет ограничений по типу запечатываемого материала: в качестве подложки используются как тонкая пленка, так и достаточно грубый гофрокартон , не говоря уже о различных видах бумаги, фольги и пр.
Флексографская печать предусматривает использование гибких фотополимерных форм. Технология печати с использованием таких форм имеет множество неоспоримых преимуществ перед другими способами нанесения изображения на материал. Прежде всего, это их устойчивость к износу: тиражестойкость фотополимерной флексографской формы на порядок превышает тиражестойкость монометаллической офсетной формы и составляет от 1 до 2,5 млн. оттисков; эластичность и относительная простота в изготовлении; большой выбор типов носителей для печати; возможность печати на очень толстых материалах; относительная экономичность на довольно широком диапазоне тиражей; гибкость конфигурации форм для печати оттисков разных размеров; возможность применения водных красок; возможность объединения послепечатных процессов ( ламинирования , вырубки штампом, фальцовки и склейки) в единую линию; себестоимость клише печати невысока при хорошем качестве оттиска печати. [1].
Однако основными недостатками данного вида печати трудности репродуцирования в тенях и высоких светах; невозможность печати шрифтов с малыми кеглями, особенно вывороткой; неэкономичность при малых тиражах; качество печати меняется от машины к машине; отсутствие промышленных стандартов; низкая стойкость к чернилам на спиртовой основе; быстрый износ и старение печати; невозможность передачи сложной графики в печати.
Для изготовления фотополимерных клише используются полимеризующиеся под действием света вещества на металлических или синтетических носителях. Признаками таких клише являются: точность воспроизведения оригинала, четкие и ровные края штрихов, интенсивное окрашивание штрихов, наличие неокрашенных точек на штрихах (следы от лопнувших воздушных пузырьков) и «марашек» на пробельных участках, отсутствие отдельных деталей текста (точек, запятых и т.д.) в результате механического повреждения печатающих элементов.
Печатающие элементы полученной формы находятся в одной плоскости, имеют ровную поверхность, по краям несколько округленную. Границы печатающих элементов выражены не так резко, как при лазерном гравировании, и имеют форму, близкую к той, какой обладают традиционные удостоверительные печатные формы. Однако линия границ часто неровная, ширина печатающего элемента на его протяжении может быть неодинаковой, на печатающих элементах иногда наблюдаются углубления.
При высокой квалификации изготовителя оттиски фотополимерных печатных форм отличаются высокой графической точностью воспроизведения оригинала, интенсивным и насыщенным окрашиванием. Штрихи имеют четкие и ровные края. Интенсивно окрашенные оттиски близки по внешнему виду к оттискам традиционных удостоверительных печатных форм. Однако в слаб о- и среднеокрашенных штрихах наблюдаются особенности.
В оттисках печатей (штампов), изготовленных из ФПЖК, можно обнаружить следующие признаки:
1) неодинаковая ширина элемента знака;
2) неровные края штрихов;
3) неодинаковая длина параллельных элементов в одной букве;
4) спрямление дугообразных элементов;
5) иногда неодинаковое расстояние между буквами;
6) искривление линии строки;
7) штемпельная краска концентрируется примерно в середине штриха, по краям штрих окрашен слабо, выделяются отдельные окрашенные участки;
8) обозначены края штрихов (краска по краям в достаточном количестве), но по всей площади штрихов — множество сгустков, наличие вкраплений;
9) в штрихах видны отдельные точки с неокрашенными вокруг них кольцами;
10) в штрихах видны неокрашенные участки круглой формы;
11) посторонние (дополнительные) небольшого размера штрихи, примыкающие к штрихам букв, цифр, линиям рамок и другим элементам оттисков. Так отображаются прилипшие к печатающим элементам частицы полимера;
12) отсутствие отдельных частей элементов букв и цифр в результате разрушения печатей;
13) наличие так называемых «марашек», образующихся при засоренности печатей волокнами бумаги и другими частицами. В связи с тем что в процессе эксплуатации эти частицы могут перемещаться на печати (штампе), одни и те же «марашки» в различное время обнаруживаются на разных участках оттиска. [2].
Со временем качество печатей становится хуже: оттиски окрашиваются неравномерно, на многих участках штрихов краска отсутствует совсем, в том числе исчезают элементы букв и цифр.
Таким образом можно сделать вывод о том, что в настоящее время флексографская печать является доминирующим способом печати на материалах различной природы и назначения. Благодаря экономичности и универсальности использования, флексографский способ печати постепенно сравнивается по масштабам использования с офсетным способом печати. Последние разработки в области фотополимерных печатных форм делают его конкурентоспособным и по качеству печати.
1. Ярема С. Флексография : проблемы и перспективы развития // Пал i тра друку №1, 1995г., с.28-31.
2. Павленко С.Д. Криминалистическое исследование документов, изготовленных с помощью фотополимерных печатных форм. — М.: ВНИИСЭ, 1976.
3. Флексография — лучший способ печати на упаковке // Полиграфия. 1993г., -№5. с.46.
Источник
Фотополимеры для 3D-печати: советы и инструкция по применению
Рассказываем о применении фотополимеров для 3D-печати, их преимуществах и тонкостях работы с ними, даем детальную инструкцию — подробный мануал, пошаговый гайд для печати, который поможет понять, сложно ли печатать 3D-объекты на фотополимерных 3D-принтерах.
Узнайте больше из статьи.
Содержание
Что такое 3D-печать фотополимерами
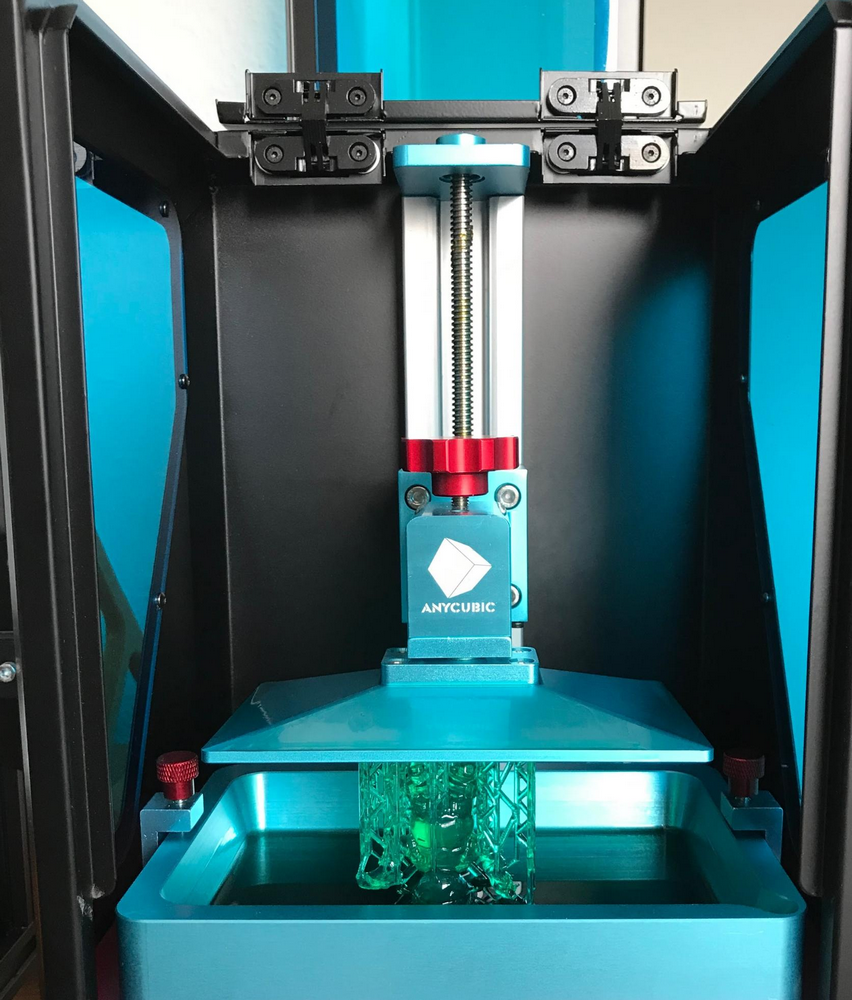
В сравнении с другими видами 3D-печати фотополимерная печать обладает рядом преимуществ, из которых наиболее существенными являются следующие:
Возможность изготавливать геометрически сложные объекты с большим количеством мелких деталей.
Идеально гладкие поверхности напечатанных объектов.
Большой выбор материалов для 3D-печати с различными свойствами.
Превосходные физико-механические свойства принтов, обеспечивающие простоту их последующей обработки – склеивания, шлифовки, окрашивания и т.п.
Однако, в течение длительного времени оборудование для фотополимерной печати отличалось высокой ценой и было доступно лишь профессионалам.
Благодаря стремительному прогрессу оптоэлектроники, в последние два-три года стоимость оборудования резко снизилась. Сочетание низкой цены и высокого качества печати обеспечило фотополимерным принтерам широкую популярность, а производители, в первую очередь китайские, наводнили рынок разнообразными моделями – от промышленных до настольных.
Фотополимерные принтеры сильно отличаются от ставших уже привычными FDM-принтеров. А поскольку число их непрерывно растёт, возникла необходимость уделить внимание вопросам, связанным с подготовкой файлов, постпечатной обработкой принтов и обеспечением безопасности.
Подготовка файлов
Заполнение модели
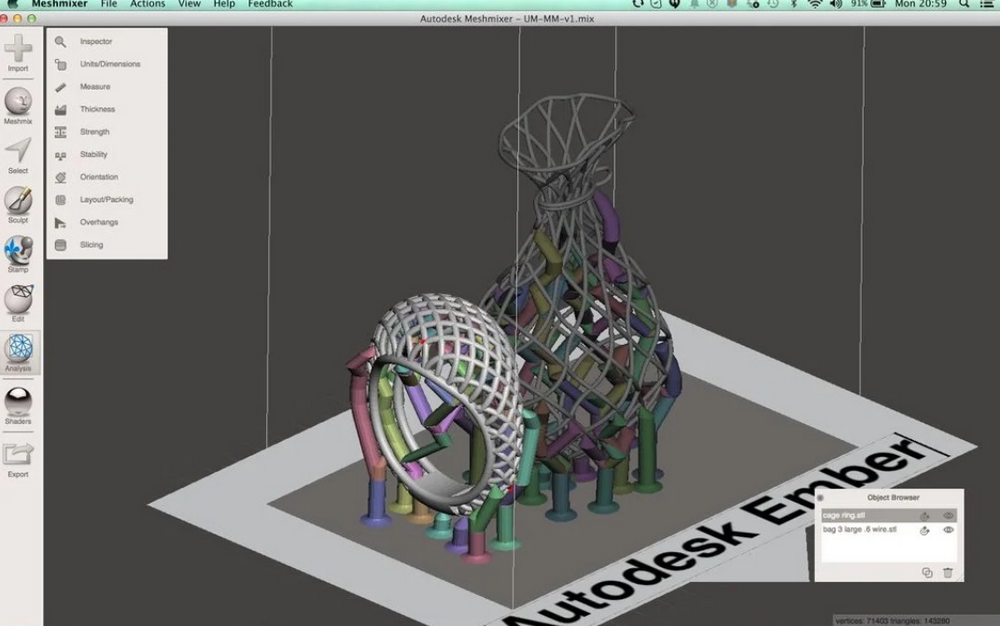
При работе с фотополимерными принтерами необходимо иметь в виду, что они не способны автоматически производить «заполнение» внутреннего пространства моделей так, как это делает FDM-принтер. К примеру, сфера будет распечатана как сплошной шар, что сделает модель чрезвычайно массивной и обернётся напрасной тратой смолы и трудностями с отверждением. Поэтому файлы, описывающие пустотелые модели, требуют специальной обработки, производить которую удобнее всего при помощи программы Meshmixer.
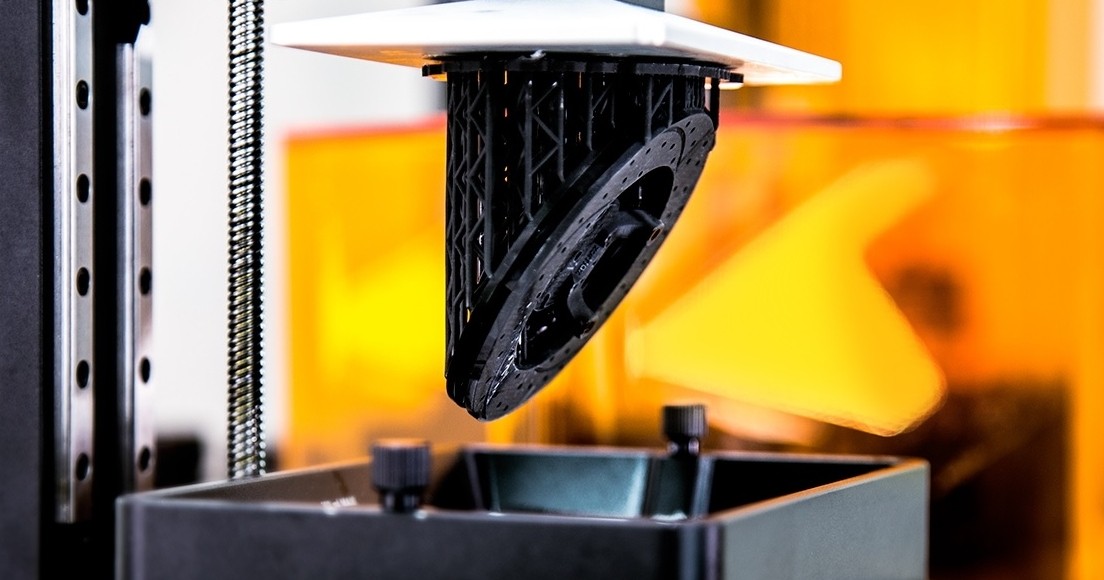
Правильная ориентация
Фотополимерная печать обеспечивает лучшее качество тогда, когда плоскость создания слоев не совпадает с плоскостями объекта, то есть располагать его надо под некоторым углом.
Это отличается от того, к чему вы привыкли при использовании FDM-принтеров, и об этом надо помнить.
Выбор фотополимера
Ещё совсем недавно рынок фотополимерных смол был почти полностью занят китайскими производителями. Фотополимеры, производимые в США и Европе, располагались в сегментах “верхний” и “верхний-средний” и были мало доступны отечественному потребителю.
В последнее время на российском рынке появились качественные смолы отечественного производства, в том числе нижегородской компании “3Д Аддитивные технологии” под торговой маркой Gorky Liquid.
Не уступая китайским фотополимерам по таким показателям, как цена, удобство печати и качество принтов, они резко выделяются практически полным отсутствием запаха. Полная информация о фотополимерных смолах Gorky Liquid – на сайте производителя.
ВНИМАНИЕ !
При любых работах со смолами и растворителями необходимо тщательное соблюдение правил техники безопасности, подробнее — читайте ниже.
Подготовка принтера
При извлечении принта капли смолы часто попадают и на принтер и окружающие поверхности. Чтобы минимизировать возможный ущерб, рекомендуется перед заливкой фотополимерной смолы в кювету установить принтер в какую-нибудь достаточно большую ёмкость с низкими краями. Дешевый обеденный поднос или противень – достаточная страховка на случай, если что-то пойдет не так. Даже если смола выплеснется из кюветы и вытечет из принтера, дальше подставки она не попадёт.
Постпечатная обработка принта
Выбор растворителя

После окончания печати полученную модель необходимо очистить от неотверждённой смолы, которой она покрыта. Для этого вам понадобится растворитель. Лучшим растворителем для фотополимерных смол является изопропиловый спирт. Он низкотоксичен, относительно малолетуч и легко доступен, поскольку, в отличие от этилового спирта, не является объектом государственного регулирования.
Выбор инвентаря
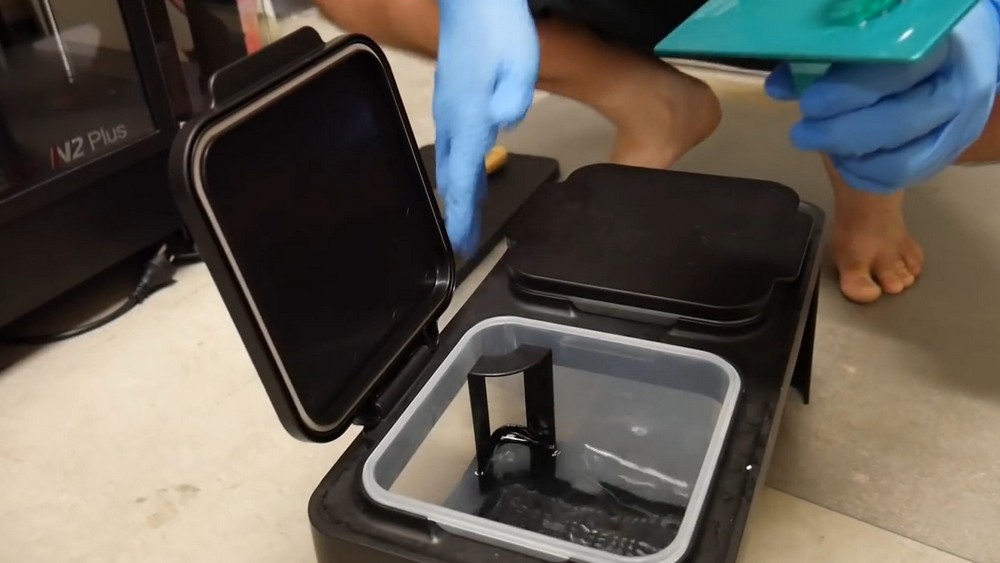
Для очистки принта используйте пластиковую ёмкость (например, какой-нибудь контейнер Tupperware) и сито. Распечатанная модель должна помещаться в сито, а сито – в ёмкость таким образом, чтобы растворитель, налитый в неё, покрывал модель полностью.

Комплект поставки любого фотополимерного принтера содержит пластмассовый шпатель – для снятия принта с платформы. Однако, опыт показывает, что режущие кромки пластмассовых шпателей редко обладают остротой достаточной для того, чтобы снять принт без повреждений. Поэтому лучше использовать металлическим шпатель – обычный строительный шпатель, который можно приобрести в любом магазине стройтоваров.
Очистка принта
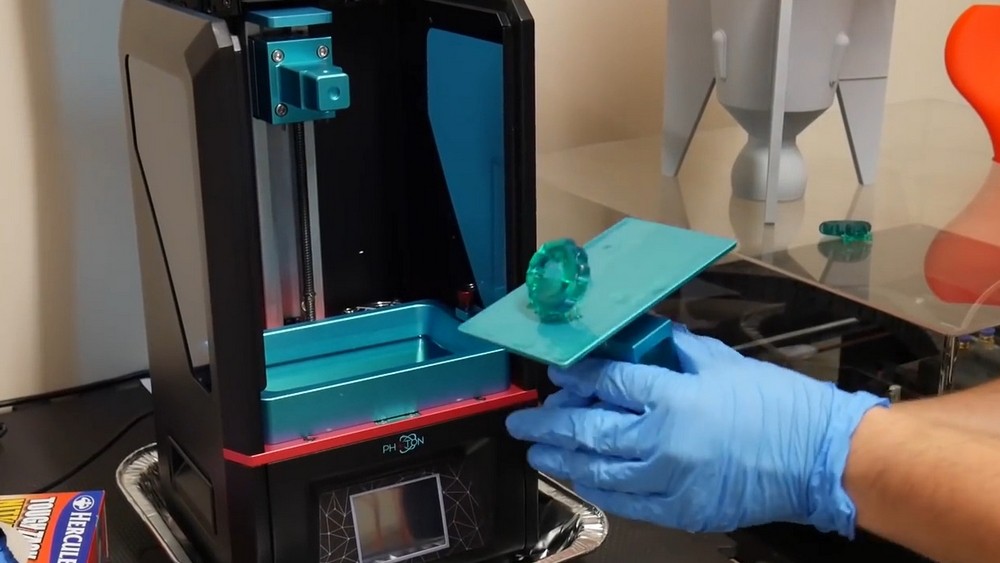
После того, как процесс печати закончится и платформа с готовым принтом будет приведена в крайнее верхнее положение, подождите несколько минут, чтобы излишки смолы стекли с принта и платформы. После этого поднимите защитный экран принтера и отсоедините платформу.

Держа платформу с принтом одной рукой, другой рукой, при помощи шпателя, отделите принт от платформы и сбросьте его в сито, расположенное в ёмкости, наполненной растворителем. После этого платформу лучше всего установить обратно в принтер – чтобы ничего не испачкать оставшейся на ней смолой.
В течение двух-трёх минут аккуратно встряхивайте сито, не вынимая его из растворителя. Убедившись, что остатки смолы полностью растворились, выньте принт из сита. Очищенный принт полностью готов к заключительной операции – ультрафиолетовому отверждению.
Отверждение принта

Для отверждение изделий из фотополимерных смол используются ультрафиолетовые камеры. Достаточно поместить принт в камеру и подвергнуть его облучению в течение 3-5 минут.
В Интернете можно встретить совет использовать для отверждения принтов солнечный свет. Однако, это возможно лишь там, где УФ-индекс достаточно высок – в экваториальной и субэкваториальной зонах. Кроме того, под действием солнечных лучей не успевший затвердеть материал принта сильно разогревается, что может привести к его деформации.
Для умеренных широт характерны низкие показатели УФ-индекса, поэтому в России альтернативы УФ-камере нет.
Вопросы безопасности
Пожарная безопасность

Изопропиловый спирт образует с воздухом взрывоопасные смеси и легко воспламеняется. Фотополимеры обычно негорючи, но при нагревании выделяют газообразные вещества, обладающие токсическим действием. Поэтому все работы, связанные с фотополимерной печатью, необходимо проводить вдали от источников тепла, искр и открытого пламени, в хорошо проветриваемом помещении.
Защита кожи

Фотополимерные смолы токсичны. Вдобавок, они обладают умеренной вязкостью, легко разбрызгиваются и мгновенно прилипают к любой поверхности, на какую попадут. Поэтому работать со смолой следует в перчатках и закрытой одежде. При попадании состава на кожу, его следует смыть большим количеством воды. В случае возникновения покраснения или выраженного ожога обратитесь к врачу.
Смола, попавшая на перчатки, застывает очень медленно и продолжает пачкать всё, к чему вы прикасаетесь. Внимательно следите за тем, чтобы после извлечения модели из принтера не трогать ни одежды, ни посторонних предметов. Как только необходимость в перчатках отпадёт, сразу снимите их, выворачивая наизнанку.
Каждую пару следует использовать лишь один раз. Не экономьте – лучше сменить одноразовые перчатки, чем тратить время и силы на очистку одежды, стола и т.д.
Защита глаз
В процессе фотополимерной печати вы имеете дело со смолами и изопропиловым спиртом. Попадание в глаз каждого из этих веществ болезненно и представляет немалую опасность для зрения. Поэтому защитные очки совершенно необходимы.
При попадании смолы или спирта в глаза следует осторожно промыть их водой в течение нескольких минут. При длительном покраснении и/или сохранении неприятных ощущений — обратиться за медицинской помощью.
Защита органов дыхания

Изопропиловый спирт летуч и обладает резким характерным запахом. Фотополимеры имеют различные запахи – от практически неощутимых до чрезвычайно сильных, однако все они включают летучие компоненты, вредные для здоровья. Поэтому и печать, и очистку принтов следует производить только в хорошо проветриваемых помещениях, желательно с принудительной вытяжкой.
При появлении симптомов отравления – головокружения, головной боли, тошноты – немедленно покиньте помещение и выйдите на свежий воздух. При длительном сохранении указанных симптомов обратитесь к врачу.
Защита окружающей среды

Компоненты фотополимеров повышают уровень рН в окружающей среде, что уменьшает интенсивность круговорота органических веществ в системе почва-растение, а при попадании в воду нарушает процессы самоочищения водоемов и оказывает губительное действие на их обитателей — рыбу, фитопланктон, водоросли и т.д. Поэтому, после очистки принта, не следует сливать использованный растворитель в канализацию. Проще всего слить его в какую-нибудь ненужную ёмкость и дать спирту испариться. На стенках ёмкости останется тонкая плёнка смолы, которая быстро затвердеет, после чего ёмкость можно утилизировать вместе с прочими твёрдыми бытовыми отходами.
Образцы печати



Заключение

3D-печать фотополимерами обеспечивает большую точность и прочность, чем привычная домашняя FDM-печать пластиковым филаментом, хоть и в несколько меньших масштабах. Также она требует аккуратного обращения с жидким сырьем и некоторых навыков.
Следуя несложным правилам и советам из этой статьи, вы сможете быстро ее освоить и создавать высокоточные объекты с гладкой поверхностью, избежав многих ошибок начинающих.
Купите фотополимерные смолы для 3D-печати в Top 3D Shop — получите гарантированно качественное оригинальное сырье от известного производителя по разумной цене.
Источник



