
Лекция №2. КЛАССИФИКАЦИЯ ФИЗИКО-ХИМИЧЕСКИХ СПОСОБОВ ОБРАБОТКИ МАТЕРИАЛОВ




![]()
![]()
В современном машиностроении при изготовлении ответственных деталей применяются физико-химические способы размерной и упрочняющее-чистовой обработки. Эти способы дополняют, а иногда заменяют традиционные процессы резания. Постоянно растущие требования к качеству, надежности и долговечности изделий делают актуальными создание и применение новых методов обработки и упрочняющей технологии для повышения износостойкости, коррозионной стойкости, жаропрочности и других эксплуатационных характеристик.
Физико-химические способы имеют следующие достоинства и преимущества перед процессами резания:
1). Копирование формы инструмента сложной формы сразу по всей поверхности заготовки при его простом поступательном движении;
2). Обработка материалов ведется при практической независимости режимов обработки от твердости и вязкости материала;
3). Выполнение уникальных операций (обработка отверстий с криволинейной или спиральной осью, изготовление очень маленьких отверстий, узких и глубоких канавок;
4). Малые значения сил, действующих в процессе обработки, а при некоторых методах отсутствие механического контакта инструмента и заготовки;
5). Используется инструмент менее твердый и менее прочный, чем обрабатываемый материал;
6). Высокая производительность обработки при сравнительно высокой точности получения размеров;
7). Возможность механизации и автоматизации процесса физико-химической обработки, а также многостаночного обслуживания.
Однако физико-химические способы обработки более энергоемки, чем процессы резания. Основные физико-химические способы размерной и упрочняюще-чистовой обработки заготовок следующие:
1. Электроразрядные — электроэрозионный, электроконтактный и абразивно-эрозионный.
2. Электрохимические — электрохимикогидравлический и электрохимикомеханический.
3. Ультразвуковые — размерная ультразвуковая обработка и наложение ультразвуковых колебаний на режущий инструмент.
4. Лучевые — лазерный, электроннолучевой и плазменный.
5. Магнитноимпульсная — индукционная и электродинамическая.
7. Комбинированные — анодно-механический, элетроэрозионно-химический, ультразвуковой-электрохимический и электролазерный.
В этих методах удаление припуска происходит путем электрической или химической эрозии. Они особенно эффективны при изготовлении таких изделий: штампы, пресс-формы, турбинные лопатки, камеры сгорания, фасонный твердосплавный инструмент, электронная аппаратура и др.
Технико-экономический эффект их применения тем выше, чем сложнее конфигурация обрабатываемых деталей: время изготовления обычных фасонных поверхностей снижается в 2 … 3 раза, сложных – в 5 … 10 раз. Большинство физико-химических методов разработано в СССР.
Основные особенности рабочих процессов физико-химических методов и процесса резания приведены в таблице 1.1.
Таблица 1.1. — Основные особенности рабочих процессов физико-химических методов и процесса резания
| Способ обработки | Рабочий процесс | Используемая энергия | Мощность удельная, Nуд, Вт/см 2 | Рабочая среда | Род обрабатываемых материалов |
| Электро-эрозионный | Эрозия в импульсных разрядах | Тепловая | 10 4 . 10 8 | Жидкость диэлектрическая | Электропроводящие |
| Электро-контактный | Механическое удаление нагретого металла | то же | 10 4 | Воздух, газ | то же |
| Электро-химический | Анодное растворение | Химическая | 10 3 . 10 4 | Электролит | _____,,_____ |
| Анодно-механический | Анодно-механическое удаление | Химическая + механическая | то же | то же | _____,,_____ |
| Ультразвуковой | Хрупкое разрушение при ударном вдавливании абразивных зерен | Механическая | _____,,_____ | Абразивная | Металлы и неметал- лы (тверд., и хрупк.) |
| Электронно-лучевой | Эрозия под действием потока электронов | Тепловая | 10 6 . 10 8 | Вакуум 10 -4 . 10 -6 | Электропроводящие |
| Ионно-лучевой | Катодное распыление | то же | 10 6 . 10 7 | Вакуум 10 -2 . 10 -4 | Лучше электропроводящие |
| Светолучевой | Световая эрозия | ____,,_____ | 10 6 . 10 8 | Газ, жидкость | Любые |
| Процессы резания | Большие упруго-пластические деформации | Механическая | 10 2 . 10 3 | Газ, СОЖ | _____,,_____ |

3. Контрольные вопросы
1.Какие технологические проблемы возникают в современном машиностроении?
2.Каковы достоинства электрофизических и электрохимических методов обработки?
3.Кто основоположник электро-эрозионного способа обработки?
4.Кто разработал основы электрохимического метода обработки?
5.Каковы основные направления в обработке труднообрабатываемых материалов?
6.Как классифицируются физико-химические способы обработки материалов?
7.Каковы преимущества физико-химических методов обработки перед процессами резания?
Источник
Физико-химические методы обработки металлов
Физико-химические методы обработки металлов все более широко применяют в машиностроении и металлообработке при изготовлении изделий из материалов, которые невозможно обрабатывать обычными механическими способами. К этим методам относят электроискровой, электроимпульсный, электроконтантный и анодно-механический. Обработка металла при этих способах основана на явлении местного разрушения металла под действием электрической энергии, которая вводится непосредственно в зону обработки.
Электроискровая обработка металла основана на использовании кратковременных искровых разрядов, образующихся между заготовкой (анодом) и инструментом (катодом) при подключении к источнику питания. При сближении их на расстояние около 0,05 мм при напряжении 220 В и емкости 200-500 мкФ образуется интенсивный электрический поток. В месте пробоя возникает температура от 6000 до 50 000 °С. Происходит разрушение оплавлением и частичным испарением металла — электрическая эрозия. Чтобы частицы металла, вырванные разрядом из электрода-изделия, не попадали на электрод инструмент и не искажали его форму, процесс обработки ведут в токонепроводящей среде (керосине, минеральном масле). Электрод-инструмент изготовляют из меди, алюминия или углеграфитной массы. При импульсах 104-108 с получают 6-8-й классы шероховатости поверхности. Современные станки для электроискровой обработки позволяют обрабатывать отверстия диаметром до 0,15 мм с точностью до 0,01 мм.
Электроискровую обработку используют для получения отверстий в твердых сплавах, при изготовлении штампов, пресс-форм, волочильных глазков, узких щелей, при обработке инструментов, для извлечения из отверстий сломанных сверл, метчиков и других работ.
Современные технологии используемые в машиностроении постепенно внедряются и в производстве строительных материалов. Венецианская штукатурка, технология производства данной штукатурки заслуживает отдельной публикации.
При электроимпульснойобработке между инструментом (анодом) и заготовкой (катодом), расположенными друг от друга на расстоянии 0,1-0,12 мм, происходят импульсные дуговые электрические разряды. За счет выделяющегося тепла происходит оплавление металла. Расплавленный металл распыляется в жидком диэлектрике (минеральное масло) и затвердевает в виде мельчайших шариков. Плавление происходит преимущественно на заготовке. Электроимпульсная обработка ведется при напряжении 10-12, 24, 26 В и токе 50-200 А. Обработка металлов с частотой тока до 25 000 и/с позволяет получить поверхности 5-6-го классов шероховатости.
Применяют электроимпульсную обработку для прошивки отверстий, объемного копирования, при обработке режущего инструмента из твердых сплавов.
Электроконтактная обработка металлов происходит под действием электродуговых разрядов при быстро-перемещающемся инструменте относительно обрабатываемой заготовки без применения электролита. В местах соприкосновения инструмента с заготовкой за счет значительного контактного сопротивления происходят разогрев и оплавление поверхности заготовки. Инструмент, перемещающийся со скоростью 30-80 м/с, удаляет частицы расплавленного металла.
Электроконтактную обработку применяют для резки заготовок диском, заточки инструментов, плоского шлифования, обработки круглых заготовок, прошивки отверстий и т. п.
Анодно -механическая обработка токопроводящих материалов основана на электрохимическом и электротермическом разрушении обрабатываемого металла. При этом методе инструмент является катодом, а заготовка — анодом. Зазор между ними заполняют электролитом (водный раствор силикатов натрия) и пропускают постоянный ток. На обрабатываемой поверхности заготовки появляется не проводящая электрический ток пленка, которая снимается перемещающимся или вращающимся инструментом. Это обеспечивает непрерывное электромеханическое разрушение металла. Кроме того, между инструментом и заготовкой на малых участках возникают кратковременные дуговые разряды, разогревающие и плавящие участки металла. Следовательно, при анодно-механической обработке происходит направленное разрушение металла путем совместного электрохимического и электротермического действия тока на обрабатываемую заготовку. При этом методе обработки можно достигать 8-10-го классов шероховатости поверхности. Для разрезки заготовки используют диски толщиной 1-2 мм из меди или мягкой стали.
Используют анодно-механическую обработку, кроме разрезки, для обработки рабочих полостей штампов, матриц, прошивки отверстий и т. д.
Источник
Лекция 1
Классификация физико-химических методов обработки
Характеристики физико-химических методов обработки материалов
В условиях, когда возможность обработки резанием ограничены плохой обрабатываемостью материала изделия, сложностью формы обрабатываемой поверхности или обработка вообще невозможна, целесообразно применять электрофизические и электрохимические методы обработки [1].
Их достоинства следующие:
1) механические нагрузки либо отсутствуют, либо настолько малы, что практически не влияют на суммарную погрешность обработки;
2) позволяют изменять форму обрабатываемой поверхности;
3) позволяют влиять и даже изменять состояние поверхностного слоя детали;
4) не образуется наклеп обработанной поверхности;
5) дефектный слой не образуется;
6) удаляются прижоги поверхности, полученные при шлифовании;
7) повышаются: износостойкость, коррозионная стойкость, прочность и другие эксплуатационные характеристики поверхностей деталей.
Кинематика формообразования поверхностей деталей электрофизическими и электрофизическими методами обработки, как правило, проста, что обеспечивает точное регулирование процессов и их автоматизацию.
На обрабатываемость деталей такими методами (за исключением ультразвукового) не влияют твердость и вязкость материала детали.
Классификация физико-химических способов обработки материалов
Основные физико-химические способы размерной и упрочняюще-чистовой обработки заготовок следующие:
Электроразрядные – электроэрозионный, электроконтактный и абразивно-эрозионный;
Электрохимические – электрохимикогидравлический и электрохимикомеханический;
Ультразвуковые – размерная ультразвуковая обработка и наложение ультразвуковых колебаний на режущий инструмент;
Лучевые – лазерный, электроннолучевой и плазменный;
Комбинированные – анодно-механический, элетроэрозионно-химический, ультразвуковой-электрохимический и электролазерный.
В этих методах удаление припуска происходит путем электрической или химической эрозии. Они особенно эффективны при изготовлении таких изделий: штампы, пресс-формы, турбинные лопатки, камеры сгорания, фасонный твердосплавный инструмент, электронная аппаратура и др.
Технико-экономический эффект их применения тем выше, чем сложнее конфигурация обрабатываемых деталей: время изготовления обычных фасонных поверхностей снижается в 2 … 3 раза, сложных – в 5 … 10 раз.
Электроэрозионная обработка (ээо)
Основы ээо
Удаление металла с заготовки происходит в среде диэлектрика за счет микроразрядов, расплавляющих часть металла.
По мере сближения электрода-инструмента с заготовкой напряженность (Е) электрического поля возрастает обратно пропорционально расстоянию между электродами:
 ,В/м (3.1)
,В/м (3.1)
где U – разность потенциалов электрода — инструмента и заготовки;
S – зазор между электродами.
Наибольшая напряженность возникает на участке, где межэлектродный зазор минимален. Зазор зависит от высоты  местного или макровыступа на заготовке.
местного или макровыступа на заготовке.
Если электроды сблизить до расстояния нескольких десятков мкм, то напряженность поля в районе выступа будет наибольшей, произойдет пробой межэлектродного промежутка в этой точке, возникает электрический разряд, через промежуток протекает ток, то есть имеет место направленное движение электронов. В электрическом поле, возникшем в межэлектродном зазоре, в направлении, обратном движению электронов, происходит перемещение более тяжелых частиц-ионов. Электроны, имеющие меньшую массу, быстро достигают положительно заряженной поверхности заготовки и нагревают металл, вызывая расплавление и испарение его в месте прохождения тока. В результате образуется углубление в форме сферической лунки радиусом R (рис. 3.1.).
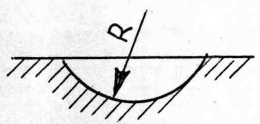
Рис. 3.1 — Форма лунки
Вылетевшие из лунки частицы металла охлаждаются жидкостью, которая находится в зазоре, и застывает в виде шариков. В качестве жидкости используют различные диэлектрики: керосин плюс минеральное масло в соотношении 1:1; 1:2; дистиллированную воду. Поверхность приобретает форму с явно выраженными углублениями в виде лунок. Такие лунки формируют микрорельеф, характеризующий шероховатость поверхности. Поверхностный слой дна лунок испытывает воздействие термического цикла нагрева и быстрого охлаждения жидкостью. Свойства этого слоя отличны от свойств металла в глубине заготовки.
В электроискровом режиме большинство ионов, имеющих значительную массу, не успевают достичь отрицательно заряженного электрода и вызвать удаление материала с его поверхности. Съем металла происходит преимущественно с анода, который выбирают в качестве заготовки. Количество и активность ионов, достигающих поверхности инструмента, определяет интенсивность его износа. Очевидно, чем меньше будет износ инструмента, тем точнее можно получить деталь. Для этого стремятся сформировать импульс с меньшей длительностью, чтобы ионы не успевали достичь катода.
Полярность, при которой заготовка является анодом, называется прямой. Если увеличить длительность импульсов тока, то растет интенсивность съема металла с катода (инструмента) потоком ионов. Можно подобрать такое время протекания тока, при котором доля съема металла электронами составит лишь незначительную часть от общего объема удаленного с электродов материала. Поэтому здесь необходимо катодом выбрать заготовку.
Полярность, при которой анодом является инструмент, называется обратной.
Полярность зависит не только от длительности импульса, но и от используемых в качестве электродов материалов. Для снижения износа инструмента (от воздействия потока электронов) его выполняют из материалов, слабо разрушающихся под действием искровых разрядов: графитовых, медно-графитовых композиций.
Количественной оценкой износа является относительный зазор. Это есть отношение массы (объема) съема металла с инструмента к массе (объему) снятого металла с заготовки.
Источник



