
- Нанесение порошковых покрытий
- Нанесение порошкового полимерного покрытия
- Электростатическое напыление
- Трибостатическое напыление
- Таблица. Характеристики основных типов конверсионных покрытий.
- Статьи по теме
- Порошковое покрытие металлических изделий
- Термопластичная краска
- Сурик железный порошок
- Методы нанесения порошковых красок
- Сфера применения
- Виды порошковых красок
- Методы нанесения порошковых красок
- Электростатическое нанесение порошковой краски, особенности и виды
Нанесение порошковых покрытий
Нанесение порошкового полимерного покрытия
Существуют различные технологии и методы нанесения порошковых покрытий. Электростатический и трибостатический методы являются наиболее популярными и распостраненными.
Электростатическое напыление
Технология порошковой окраски электростатическим напылением.
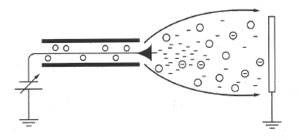
Рис. 1 — Технология зарядки коронным разрядом
Его популярность обусловлена следующими факторами: высокая эффективность зарядки почти всех порошковых красок, высокая производительность при порошковом окрашивании больших поверхностей, относительно низкая чувствительность к влажности окружающего воздуха, подходит для нанесения различных порошковых покрытий со специальными эффектами (металлики, шагрени, мауары и т.д.).
Наряду с достоинствами электростатическое напыление имеет ряд недостатков, которые обусловлены сильным электрическим полем между пистолетом распылителем и деталью, которое может затруднить нанесение порошкового покрытия в углах и в местах глубоких выемок. Кроме того, неправильный выбор электростатических параметров распылителя и расстояния от распылителя до детали может вызвать обратную ионизацию и ухудшить качество полимерного порошкового покрытия.
Оборудование для порошковой окраски — электростатический пистолет распылитель есть типовом комплексе порошковой окраски Альфа Колор.
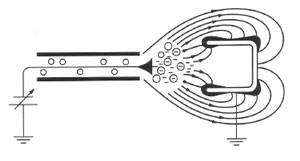
Рис. 2 — Эффект клетки Фарадея
Эффект клетки Фарадея — результат воздействия электростатических и аэродинамических сил.
На рисунке показано, что при нанесении порошкового покрытия на участки, в которых действует эффект клетки Фарадея, электрическое поле, создаваемое распылителем, имеет максимальную напряженность по краям выемки. Силовые линии всегда идут к самой близкой заземленной точке и скорее концентрируется по краям выемки и выступающим участками, а не проникают дальше внутрь.
Это сильное поле ускоряет оседание частик, образуя в этих местах порошковое покрытие слишком большой толщины.
Эффект клетки Фарадея наблюдается в тех случаях, когда наносят порошковую краску на металлоизделия сложной конфигурации, куда внешнее электрическое поле не проникает, поэтому нанесение ровного покрытия на детали затруднено и в некоторых случаях даже невозможно.
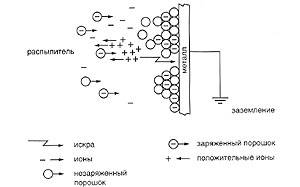
Рис. 3 — Обратная ионизация
Обратная ионизация вызывается излишним током свободных ионов от зарядных электродов распылителя. Когда свободные ионы попадают на покрытую порошковой краской поверхность детали, они прибавляют свой заряд к заряду, накопившемуся в слое порошка. Но поверхности детали накапливается слишком большой заряд. В некоторых точках величина заряда превышается настолько, что в толще порошка проскакивают микро искры, образующие кратеры на поверхности, что приводит к ухудшению качества покрытия и нарушению его функциональных свойств. Также обратная ионизация способствует образованию апельсиновой корки, снижению эффективности работы распылителей и ограничению толщины получаемых покрытий.
Для уменьшения эффекта клетки Фарадея и обратной ионизации было разработано специальное оборудование, которое уменьшает количество ионов в ионизированном воздухе, когда заряженные частицы порошка притягиваются поверхностью. Свободные отрицательные ионы отводятся в сторону благодаря заземлению самого распылителя, что значительно снижает проявление вышеупомянутых негативных эффектов. Увеличив расстояние между распылителем и поверхностью детали, можно уменьшить ток пистолета распылителя и замедлить процесс обратной ионизации.
Трибостатическое напыление
Технология порошковой окраски трибостатическим напылением.
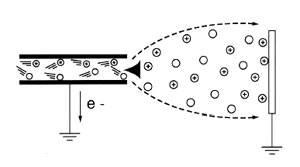
Рис. 4 — Трибостатическое напыление — зарядка трением.
В отличие от электростатического напыления, в данной системе нет генератора высого напряжения для распылителя. Порошок заряжается в процессе трения.
Главная задача — увеличить число и силу столкновений между частицами порошка и заряжающими поверхностями пистолета распылителя.
Одним из лучших акцепторов в трибоэлектрическом ряду является политетрафторэтилен (тефлон), он обеспечивает хорошую зарядку большинства порошковых красок, имеет относительно высокую износоустойчивость и устойчив к налипанию частиц под действием ударов.
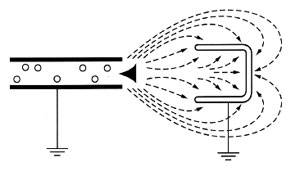
Рис. 5 — Отсутствует эффект клетки Фарадея
В распылителях с трибостатической зарядкой не создается ни сильного электрического поля, ни ионного тока, поэтому отсутствует эффект клетки Фарадея и обратной ионизации. Заряженные частицы могут проникать в глубокие скрытые проемы и равномерно прокрашивать изделия сложной конфигурации.
Также возможно нанесение нескольких слоев краски для получения толстых порошковых покрытий.
Распылители с использованием трибостатической зарядки конструктивно более надежны, чем пистолеты распылители с зарядкой в поле коронного разряда, поскольку они не имеют элементов, преобразующих высокое напряжение. За исключением провода заземления, эти распылители являются полностью механическими, чувствительными только к естественному износу.
Таблица. Характеристики основных типов конверсионных покрытий.
| Тип фосфатного покрытия | Цвет | Слой (г/м 2 ) | Толщина (мкм) | Пористость(%) | Твёрдость по карандашу |
|---|---|---|---|---|---|
| Железофосфатное Fe3(PO4)2·8H2O | Синий | От 0,1 до 0,5 | От 0,1 до 0,5 | От 0,5 до 1 | Н |
| Цинкжелезофосфатное Zn2Fe(PO4)2·4H2O | Умеренно серый | От 10 до 30 | От 5 до 15 | От 0,05 до 0,4 | НВ |
| Цинкфосфатное Zn3(PO4)2·4H2O | Серый | От 2 до 10 | От 1 до 5 | От 0,05 до 0,5 | От НВ до >Н |
| Цинккальцийфосфатное Zn2Ca(PO4)2·2H2O | Светло серый | От 1,5 до 6 | От 1 до 3 | От 0,05 до 0,4 | От НВ до >Н |
| Марганецфосфатное (MnFe)5H2(PO4)4·4H2O | Тёмно серый | От 8 до 40 | От 3 до 25 | От 0,5 до 3 | От В до >НВ |
Статьи по теме

Порошковое покрытие металлических изделий
Формирование покрытий связано с процессами сплавления частиц, растекания расплава и химического отверждения (в случае термореактивных красок).

Термопластичная краска
Термопласты раньше термореактивных пленкообразователей стали применять для получения порошковых красок.

Сурик железный порошок
Готовят 100 мл молярного раствора железного купороса и 100 мл молярного раствора щавелевокислого аммония или натрия.
Источник
Методы нанесения порошковых красок
Современные методы нанесения порошковых красок позволяют получить долговечное и надёжное покрытие поверхностей, прежде всего металлических. Порошковая краска значительно превосходит жидкие аналоги по прочности и сроку эксплуатации.
В её составе — пигменты, плёнкообразователи, катализаторы для быстрого отверждения покрытия. Дисперсионной средой при окрашивании является воздух, а летучий растворитель в них полностью отсутствует, что удешевляет производство и делает сами краски безопасными — нетоксичными.
Сфера применения

Порошковый способ окраски используется, когда необходимо обеспечить прочность, долговечность, защитить изделие от коррозии, а в отдельных случаях осуществить дополнительную электроизоляцию.
Преимущество технологии порошкового напыления в том, что можно использовать различные методы нанесения порошковых красок, в том числе автоматические.
В промышленности порошковая покраска применяется для:
- защиты и повышения эстетичности металла, прежде всего — стали;
- профилей из алюминия любого назначения;
- кованых изделий;
- медицинской техники;
- офисной металлической мебели;
- бытовых приборов;
- оборудования для торговли.
Так как полимеризация красок происходит при повышенной температуре (180 градусов), порошковый метод покраски мало пригоден для деревянных и пластиковых предметов.
Виды порошковых красок
Наиболее широко используются термореактивные краски. (80% от всего объёма). Готовое покрытие образуется после значительных химических преобразований, и становится неплавким и нерастворимым.
Термопластичная краска работает без химических реакций при нанесении, только под действием температуры. Частицы красящего порошка сплавляются в плёнку, затем расплав охлаждается. Так как состав затвердевшего покрытия соответствует составу исходного материала, возможно вторичное использование после повторного плавления. В качестве плёнкообразователей применяются полиэфиры и олигомеры нейлона и винила.
Методы нанесения порошковых красок

1. Способ электростатического напыления — часто встречающийся способ порошковой окраски. Частица краски прилипает к поверхности за счёт электростатического взаимодействия. Порошок, который не прилип в процессе покраски, можно использовать ещё раз: в покрасочной камере есть специальное оборудование для её сбора.
2. Другой способ нанесения порошковой краски — воздушный поток направленного действия (fluidized bed). Частицы равномерно распределяются по окрашиваемому изделию, предварительно нагретого в камере. Чем точнее будет определена оптимальная температура нагревания, тем качественнее окажется покрытие. Автоматическое нанесение порошковой краски в «кипящем слое» используется в Москве при конвейерном производстве. Способ разработан для термопластичных красок, так как покрытие получается достаточно толстое. Окрашивают таким способом сетки или крупногабаритные плоские изделия. В ванну с пористым днищем подаётся под давлением воздух, в результате чего образуется псевдоожиженный слой краски. Окрашиваемые изделия нагреваются до температуры, превышающей температуру плавления самого окрашивающего материала. Время выдержки и температура обуславливают толщину покрытия. Если изделие крупногабаритное, то оно аккумулирует достаточное количество тепла, чтобы процесс отверждения покрытия прошёл до конца. Если же этого не произошло, например, при окрашивании металлоёмкой техники, изделие отправляется в камеру полимеризации на доотверждение. Преимущества способа: получение толстослойного покрытия всего за нанесение в один цикл.
3. Третий способ нанесения порошковой краски — применение открытого пламени (flame spray). Нанесение порошкового покрытия осуществляется пистолетом, оснащённым пропановой горелкой. При попадании в пламя горелки, частицы плавятся, и оказываются на окрашиваемой поверхности уже полужидкими. Само же окрашиваемое изделие предварительно не нужно нагревать. Метод окрашивания с помощью пламени используется для создания термопластичных покрытий.
Краска, прошедшая сквозь горящий пропан, формирует на поверхности прочный слой. Так как прямого нагревания окрашиваемого изделия не происходит, способ может использоваться не только для металла, но и для каучука, камня, композитов. Его успешно применяют для крупногабаритных или стационарно закреплённых объектов.
Электростатическое нанесение порошковой краски, особенности и виды

В промышленности используются два вида электростатического напыления: с зарядом частиц полем коронного разряда («корона»), или трибостатическое напыление, при котором частицы заряжаются трением о стенки напылителя.
1. Электростатическое нанесение Метод окрашивания коронарным зарядом требует высоковольтного оборудования. Коронный разряд ионизирует воздух, при прохождении через ионизированный слой краска электризуется.
При использовании этого способа могут появляться непрокрашенные участки в отверстиях изделия. Краска прежде всего, осаждается на выступающих его частях, следовательно, изделие, имеющее сложную конфигурацию, может быть окрашено неравномерно.
2. Трибостатическое нанесение Это нанесение краски с помощью воздушного потока, и удерживание её на окрашиваемой поверхности за счёт заряда, который частица получает при трении о диэлектрик – фторопласт. Из него изготавливаются рабочие узлы краскораспылителя. Трибостатические установки для окрашивания имеют меньшую стоимость.
Однако не любые краски можно зарядить трением достаточно сильно. Необходимо отбирать подходящие, или использовать специальные добавки.
Недостаток метода — быстрый износ пистолета, используемого для окрашивания. Но пазы и углубления прокрашиваются таким способом результативнее.
Дополнительный источник питания при таком способе не нужен, поэтому его себестоимость намного ниже. Кроме того, исключается риск возгорания от случайно возникшей искры. Нанесение оптимально для изделий сложной формы. Но нужно учесть, что степень электризации не так велика, и производительность у такого способа примерно в два раза ниже. Эффективность будет определяться размерами и формой деталей, а также временем, затраченным на саму операцию.
При трибостатическом способе нанесения порошкового покрытия скорость воздушного потока в камере не должна превышать 0,3 м/сек, это даст возможность избежать влияния турбулентности на равномерность нанесения.
Порошковый метод окрашивания — экологичное нанесение прочного и эстетичного окрашенного слоя, выполняющего защитную функцию. Сложность лишь в необходимости обязательного соблюдения всех технологических параметров, что предполагает наличие сложного оборудования или целой производственной линии.
Компания Евро-Декор уже много лет на рынке порошковых красок, мы поставляем качественную продукцию производственным организациям и несмотря на то, что сами не занимаемся окрашиванием можем порекомендовать наших партнеров.
Источник



