
- Особенности электрошлаковой сварки
- Особенности электрошлаковой сварки
- Суть процесса
- Основные схемы
- Типы сварных швов и соединений
- Сферы применения
- Типы электрошлаковой сварки
- С электродными проволоками
- С электродами большого сечения
- С плавящимся мундштуком
- Подготовительные работы
- Выбор сварочных материалов
- Выбор режимов
- Выбор количества электродных проволок
- Подготовка изделий
- Технология электрошлаковой сварки
- Применяемое оборудование
- Контроль качества
- Характерные дефекты
- Способы контроля сварных швов
- Преимущества и недостатки
- Дополнительная информация
- Характеристика и применение электрошлаковой сварки. Методы, технология, достоинства и недостатки
- ГОСТы
- Где применяется
- Способы сваривания
- С помощью электродных проволок
- Использование электродов большого сечения
- Применение плавящегося мундштука
- Технология сварки
- Оборудование
- Преимущества и недостатки
Особенности электрошлаковой сварки
Электрошлаковая сварка (ЭШС) применяется для массового вертикального соединения металлических деталей. Способ при невысокой себестоимости помогает получать качественные швы. Флюс защищает расплавленный материал от окисления, способствует лучшему прогреву металла. Плавящийся электрод или присадочная проволока являются легирующим компонентом.
 ЭШС применяют для сварки вертикальных объектов.
ЭШС применяют для сварки вертикальных объектов.
Особенности электрошлаковой сварки
Отсутствие дуги – главный отличительный признак этого метода. Электроэнергия передается шлаку, считающемуся проводником. Это способствует выделению нужного для расплавления тепла. Перед началом работы специальный электрод помещают в емкость с побочными продуктами. Способ сварки имеет такие особенности:
- большое расстояние между деталями, расположенными вертикально;
- отсутствие контакта сварочной ванны с кислородом (вся площадь остается под шлаком);
- небольшой расход флюса, легирование соединения плавящимся электродом;
- длительное пребывание шва в жидком состоянии, способствующее испарению газов.
Суть процесса
Сущность технологии заключается в передаче тока шлаку, а от него – электроду и кромкам деталей. Стабильность процесса обеспечивается постоянной температурой, которая может достигать 1900-2000 °C.
Большая часть тепла попадает в сварочную ванну, далее энергия поступает к краям деталей.
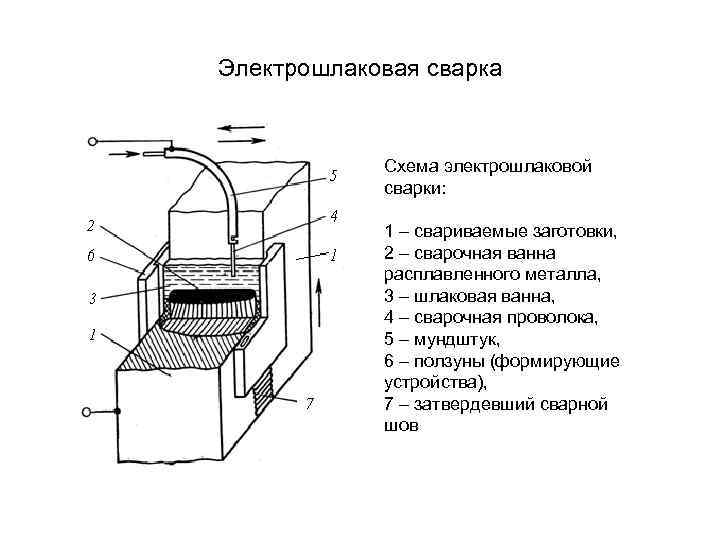
Основные схемы
Электрошлаковый метод используют не только для соединения деталей, но и для отлива, наплавки. Сварку выполняют плавящимися электродами или мундштуками, присадочными прутками большого диаметра. Существует 6 основных схем работы, которые можно увидеть на изображении.
Стоит рассмотреть особенности каждого варианта:
- Первые 2 способа считаются самыми распространенными. Их применяют для соединения заготовок высотой 2-4,5 см с помощью присадки диаметром 3 мм.
- Третья схема может использоваться для сварки более массивных конструкций. Толщина каждой детали может достигать 12 см.
- Четвертый вариант отличается высокой производительностью.
- Пятая схема относится к категории узконаправленных методов. Ее используют при работе с низколегированными сталями. Высота листа может достигать 10 см.
- Шестая схема предназначена для создания габаритных конструкций без дальнейшей термической обработки. Толщина свариваемых заготовок может составлять до 6 см. Способ помогает получить прочный однородный шов.
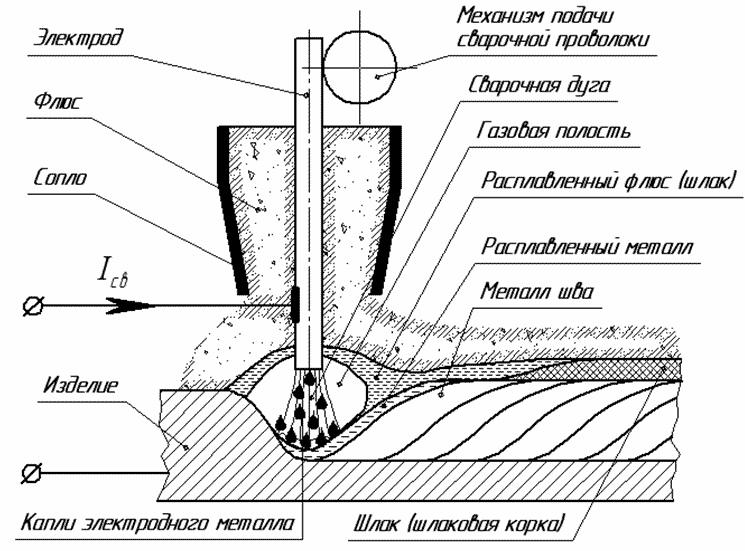
 Схема процесса сварки.
Схема процесса сварки.
Типы сварных швов и соединений
Технология ЭШС позволяет варить детали, находящиеся в разных пространственных положениях. Самыми используемыми считаются следующие виды швов:
- Стыковые соединения. Между деталями оставляют небольшое расстояние, что считается главной особенностью электрошлаковой технологии. Порядок разделки кромок и формирования сварных швов регулируется ГОСТ 15164. При сварке встык разных по толщине деталей утончают более толстый край. Допускается приваривание металлической пластины к менее массивной заготовке.
- Тавровые и угловые соединения. Применяются реже, чем стыковые. При использовании плавящегося мундштука сварные кромки разделывают K- или V-образным способом.
- Прямолинейные соединения. Выполняются в вертикальном положении. Допускается небольшой наклон.
- Кольцевые швы. Используются при работе со сферическими или цилиндрическими заготовками.
Сферы применения
Технология считается узкоспециализированной. Ее применяют в судо- и автомобилестроении, создании мостов и других массивных конструкций. С помощью ЭШС сваривают опорные элементы прокатных станков, вес которых достигает 100 т. Технология может применяться при электрошлаковом переплаве. Ток в этом случае поступает не к присадочной проволоке, а к расплавляемому материалу. ЭШС не используют для:
- работы с тонкостенными элементами, которые под шлаком полностью расплавляются;
- формирования разнонаправленных соединений;
- сварки слишком массивных деталей, которые невозможно охватить ползунами.
Типы электрошлаковой сварки
Способы различаются видами присадочных материалов и способами их подачи.
С электродными проволоками
Материал выбирают с учетом типа сварочного аппарата, характеристик соединяемых металлов. Проволока поступает в пространство между деталями медленно. Ее подают сверху вниз, следуя за передвигающимися электродами.
 Электрошлаковая сварка с электродными проволоками.
Электрошлаковая сварка с электродными проволоками.
С электродами большого сечения
В процессе сварки используются круглые или прямоугольные элементы увеличенного диаметра. Их придвигают к зазору по мере формирования расплава. В отличие от проволоки, электроды увеличенного сечения быстро образуют большой объем шовного материала.
С плавящимся мундштуком
Технология объединяет 2 предыдущих способа. Токопроводящие пластины устанавливают в положение, способствующее быстрому нагреву флюса. По направляющему мундштуку в сварочную ванну поступает проволока. Способ предназначен для формирования криволинейных соединений.
 Электрошлаковая сварка с использованием мундштука.
Электрошлаковая сварка с использованием мундштука.
Подготовительные работы
Сварку начинают с выбора присадочных материалов и оборудования. После этого подготавливают детали к соединению.
Выбор сварочных материалов
Типы используемых для ЭШС проволок можно изучить с помощью таблицы:
| Вид стали | Марка присадочного материала |
| Конструкционная | СВ-08А, СВ-08ГА |
| Среднеуглеродистая литая | СВ-10Г2С, СВ-10Г2 |
| Котельная | СВ-10Г2С, СВ-10Г2 |
| Среднеуглеродистая кованая | СВ-10Г2 |
| Низколегированная | СВ-10Г2С, 18ХМА, СВ-08-Г2С, СВ-08ХН2М |
| Среднелегированная | СВ-08Х3Г2СМ, СВ-20ХН3МФ |
| Высоколегированная | СВ-04Х19Н11М3 |
Все представленные в таблице материалы можно варить с применением флюсов АН-99, АН-8. При соединении сталей 08Х18Н10Т и 25ХН3МФА используют материал марки 48-ОФ-6.
Выбор режимов
Главными показателями являются:
- сила тока, I;
- снижение напряжения между шлаковой ванной и электродом, U;
- скорость поступления проволоки, Vе;
- скорость ведения электрода, Vсв;
- глубина шлаковой ванны, h;
- вылет проволоки, L;
- скорость колебаний электрода, Vk;
- число стержней, n;
- сечение электрода.
Выбор количества электродных проволок
Параметр зависит от габаритов свариваемых заготовок. Если толщина не превышает 5 см, работают с 1 проволокой. 2 электрода требуются, когда параметр составляет 5-12 см. При сварке более массивных элементов применяют 3 проволоки.
Подготовка изделий
Перед началом работы торцы деталей очищают от ржавчины, оксидной пленки. Для этого используют специальные шлифовальные машины. Кромкам придают нужные формы и размеры. Рекомендуют устанавливать детали с клиновидным зазором, увеличивающимся кверху. Угол раскрытия выбирают с учетом способа сварки и фиксации заготовок. Показатель чаще всего составляет 1-2°. Детали закрепляют планками или скобами, привариваемыми вдоль стыка. После завершения сварки фиксаторы срезают газоплазменным способом.
Технология электрошлаковой сварки
Процесс расплавления кромок деталей начинается после подачи флюса в сварочную ванну. Обрабатываемая область нагревается до нужной температуры. Существуют 2 метода создания шлаковой ванны:
- Твердый старт. Плавление начинается за счет горения электрической дуги. Нужные характеристики ванны поддерживают, подсыпая шлак.
- Жидкий старт. В рабочую зону подают расплавленный флюс. Материал предварительно нагревают в печи.
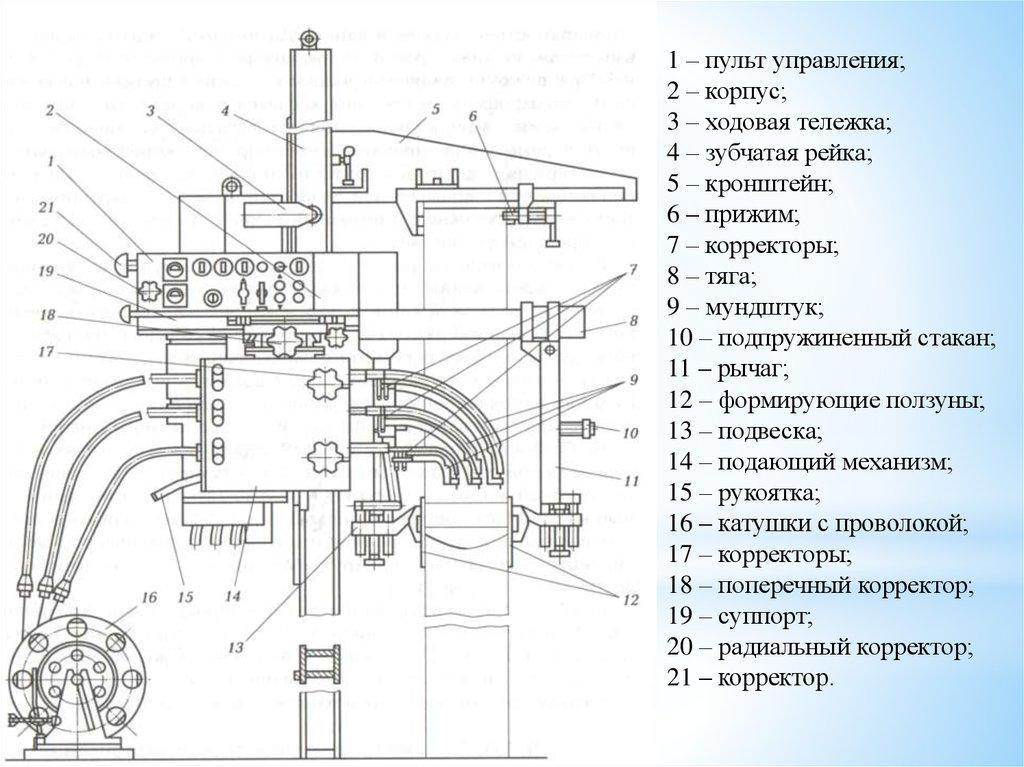 Схема процесса ЭШС.
Схема процесса ЭШС.
При использовании первого метода наблюдается повышенный расход электроэнергии из-за необходимости увеличения силы тока. Дно планки нужно засыпать металлическим порошком, требующимся для возбуждения дуги. В процессе нужно контролировать состояние расходных материалов, регулярно добавлять их.
Применяемое оборудование
Чаще всего для сварки электрошлаковым методом используют станок А535. Он работает с переменным током, подходит для создания продольных или кольцевых швов шириной не более 30 см. Аппарат имеет такие технические характеристики:
- толщина свариваемых заготовок – до 45 см;
- способ питания – подключение к сети 380 В;
- число электродов – 3;
- частота тока – 50 Гц;
- диаметр присадочной проволоки – 3 мм.
Реже используется станок А550. Сварка ведется тем же способом, что и при работе с предыдущим агрегатом. Однако технические характеристики станков несколько отличаются. В А550 устанавливают высоту хода автоматических ползунов, зависящую от толщины деталей.
Контроль качества
Появление дефектов ухудшает качество сварного соединения, делая его менее прочным. Для обнаружения недостатков предназначены специальные методы.
Характерные дефекты
При работе по технологии ЭШС сварные соединения могут приобретать такие недостатки:
- Горячие трещины. Возникают при работе с любыми видами сталей. Однако наиболее подвержены трещинам высокоуглеродистые сплавы. Способствует появлению дефектов и высокая скорость сварки при жесткой фиксации деталей.
- Холодные трещины. Появляются при соединении заготовок из среднелегированных сталей с ферритовой присадкой. Предотвратить появление дефектов помогает уменьшение глубины ванны, равномерный провар соединения.
- Иные дефекты. К ним относятся посторонние включения, поры, непровары. Появляются при несоблюдении правил сварки.
Способы контроля сварных швов
Соединения, получаемые в результате ЭШС, требуют комплексного исследования. Применяют такие методы контроля:
- внешний осмотр;
- ультразвуковое сканирование;
- магнитная дефектоскопия;
- рентгенологический контроль;
- радиационная дефектоскопия.
 Ультразвуковое сканирование швов.
Ультразвуковое сканирование швов.
Преимущества и недостатки
К положительным качествам технологии относятся:
- Защищенность металла от окисления. Нет необходимости использовать аргон или другой газ.
- Равномерный разогрев, медленное остывание деталей. Повышение температуры начинается с флюсового слоя. Шлаковое покрытие поддерживает стабильный уровень нагрева. Это положительно влияет на качество шва.
- Минимальное влияние силы тока на процесс формирования соединения. Прогрев происходит не из-за дуги, а благодаря шлаку. Расплавление не прекращается после отключения станка от электросети.
- Возможность сваривания толстых деталей за 1 проход. Необходимость формирования многослойных швов отсутствует. При использовании 2 электродов можно соединять заготовки толщиной более 20 см.
- Минимальный расход шлака. Объем материала не превышает 5% от массы металла. Затрачивается небольшое количество энергии. Потери, свойственные другим технологиям сварки, отсутствуют.
- Высокий КПД. При минимальных денежных вложениях можно выполнять объемные сварочные работы.
- Автоматизация большей части сварочных процессов.
- Сокращение длительности подготовительного этапа. Необязательно разделывать кромки. Зазор между деталями заполняется расплавом.
К недостаткам метода можно отнести:
- невозможность формирования некоторых видов швов (способом ЭШС выполняют лишь вертикальные или подобные им соединения);
- непрерывность процесса;
- зернистость корневого слоя, снижающая прочность шва.
Дополнительная информация
Параметры шва (ширину, глубину, внешний вид) можно менять, используя тот или иной режим. Главными факторами считаются:
- места установки электродов;
- скорость ведения сварки;
- число электродов;
- электрические параметры.
Дополнительные величины должны устанавливаться в соответствии с основными. Малейшие изменения отражаются на свойствах шва. При небольшой удельной силе тока электрошлаковая сварка протекает стабильно. С ее помощью можно соединять стержни с металлическими листами.
Источник
Характеристика и применение электрошлаковой сварки. Методы, технология, достоинства и недостатки
Электрошлаковая сварка относится к термическому классу и является видом сварки плавления. Источник нагрева – теплота, выделяющаяся при прохождении энергоносителя в шлаковой ванне.
Рабочий процесс протекает в вертикальной плоскости и заключается в прохождении сварочной цепи электрического тока по электроду, основному металлу и жидкому шлаку. Происходит расплавление основного металла, присадочного материала за счет тепла от нагретой шлаковой ванны.
Классифицируют электрошлаковую сварку по виду, числу электродов и наличию колебаний электрода.
ГОСТы
Требования, технические условия, типы соединений и другая информация, относящаяся к электрошлаковой сварке, содержится в ГОСТах, обязательных для выполнения. Некоторые стандарты:
- Процессы сварки: ГОСТ 30482-97 – правила технологического процесса проведения работ проволочным электродом или плавящимся мундштуком низколегированных и углеродистых сталей.
- Сварочные материалы: ГОСТ 9087-81, ГОСТ 30756-2001 – технические условия на флюсы сварочные плавленые для электрошлаковой сварки и технологий.
- Сварные соединения: ГОСТ 15164-78 – типы, элементы, размеры.
Где применяется
Основная область применения – тяжелое машиностроение.
- соединение толстостенных листов и деталей (бронекорпусов кораблей, валов гидравлических турбин, станин мощных прессов и прокатных станов, брони танков, барабанов котлов высокого давления);
- сварка металлов, имеющих разный химический состав;
- сооружение кожухов домен;
- производство сварно-кованых и сварно-литых конструкций;
- изготовление металлургического оборудования, толстостенных цилиндров.
Метод также применяют для сварки металла небольшой толщины (14-30 мм), например, монтажных стыков корпусов судов на стапеле.
Способы сваривания
Методы электрошлаковой сварки зависят от типа применяемых электродов и подразделяются:
- электродными проволоками;
- электродами большого сечения;
- плавящимся мундштуком.
С помощью электродных проволок
Процесс выполняется с применением проволочного электрода с диаметром сечения 2-3 мм без поперечных колебаний.
Скорость подачи проволоки в шлаковую ванну должна быть постоянной. Метод применяется при сварке металла толщиной до 50 мм.
Для сваривания металла большей толщины используется несколько электродных проволок. Электроды перемещаются возвратно-поступательным способом в перпендикулярном направлении к продольной оси свариваемого шва.
Использование электродов большого сечения
Применяют стержни и пластины круглого, квадратного или другого сечения. Размеры и количество электродов зависят от размеров соединяемых деталей, формы и величины завариваемых отверстий и полостей.
Способ преимущественно используется при большой толщине свариваемых элементов и высоте шва до 1 м.
Пластинчатый электрод по мере его оплавления опускается в шлаковую ванну, глубина которой составляет 20-25 мм. Образование шва происходит в результате соединения расплавления основного металла с расплавленным материалом пластин.
Применение плавящегося мундштука
Метод соединяет в себе сварку электродными проволоками и электродов большого сечения. В зазор между соединяемыми деталями устанавливается неподвижно стальная пластина (мундштук). Она имеет трубки или пазы, через которые пропускаются электродные проволоки.
Мундштук в процессе сварки остается неподвижным. В шлаковую ванну подаются электродные проволоки, которые расплавляются и заполняют зазор между соединяемыми элементами. Одновременно с проволокой происходит оплавление той части мундштука, которая находится в шлаковой ванне.
 Механизм электрошлаковой сварки
Механизм электрошлаковой сварки
Размер мундштука и количество проволок выбираются в соответствии с размерами свариваемых деталей. Этот метод применяют при соединении элементов со сложным сечением и небольшой высотой швов. Плавящийся мундштук изготавливают с сечением такой же формы, как у соединяемых частей.
Технология сварки
Свариваемые детали устанавливают вертикально, оставляя достаточный зазор между кромками. Формирование металла шва происходит принудительно. В зону сварки подается проволочный электрод или стальная пластина (стержень) и флюс. Между проволокой и металлом в начале процесса горит дуга. После образования достаточного слоя жидкого флюса (шлаковой ванны) дуга гаснет, и прохождение электрического тока происходит только через флюс. Выделяющееся тепло способствует дальнейшему расплавлению флюса, проволочного электрода и кромок свариваемых материалов. Расплавленный металл образует сварочную ванну, стекая на дно шлаковой ванны.
Сварочная головка вместе с медными ползунами-кристаллизаторами перемещается по соединяемым деталям снизу вверх, удерживая их. Ползуны, формующие металл шва, охлаждаются через каналы, по которым циркулирует вода. Цель – обеспечение нормального формирования шва и предотвращение вытекания из плавильного пространства жидкого шлака и металла. По мере заполнения зазора пластины ползуна перемещаются вверх. Металл ванны охлаждается, происходит кристаллизация и образование сварного шва по всей высоте кромок соединяемых материалов.
Оборудование
Метод требует применения оборудования – сварочных аппаратов автоматического и полуавтоматического типа, станков и установок.
Сварочный автомат для шлаковой сварки содержит:
- источник питания;
- сварочную головку;
- устройства (ползуны) для принудительного удержания сварочной ванны;
- механизмы перемещения сварочного аппарата и электродов;
- элементы управления;
- катушки для проволоки;
- бункер для флюса;
- приборы контроля положения сварочной ванны.
 Примерная стоимость сварочных аппаратов на Яндекс.маркет
Примерная стоимость сварочных аппаратов на Яндекс.маркет
Преимущества и недостатки
К положительным качествам способа относятся:
- Возможность однопроходной сварки изделий, имеющих неограниченную толщину. Следствие – уменьшение трудоемкости сварочного процесса, удешевление производства, улучшение качества швов.
- Отсутствие необходимости в специальной подготовке кромок деталей, что уменьшает объем подготовительных работ.
- Расход флюса в 15-20 раз меньше по сравнению с электродуговой сваркой под флюсом.
- Вертикальное положение процесса сварки не требует частой кантовки изделий.
- Обеспечение равномерного провара кромок соединяемых элементов.
- Отсутствие угловых деформаций на листах после сварки.
- Высокая производительность.
- обязательная вертикальная ориентация шва;
- недопустимость прерывания сварочного процесса во избежание дефектов;
- необходимость установки дополнительного оборудования (ползуны, планки);
- крупнозернистая структура шва;
- необходимость термообработки готового изделия с целью улучшения прочности.
Источник



