
- Маркировка электрохимическим способом. Установка ЭХМ-2 для маркирования электрохимическим способом.
- Способ электрохимического клеймения
- Метод электрохимической маркировки
- Методы нанесения маркировки на металл
- Лазерная гравировка
- Технология лазерной гравировки
- Преимущества и недостатки лазерной гравировки на металле
- Механическая гравировка
- Фрезерная маркировка по металлу
- Ударно-точечная маркировка
- Электрохимические методы нанесения маркировки на металл
- Технология электрохимической маркировки металла
- Электрохимическая маркировка нержавейки с установкой SteelGuard Mark
- Электроискровой метод нанесения маркировки
- Каплеструйная маркировка металла
- Шелкография
- Металлофото
- Другие способы маркировки металлов
- Химическая гравировка на металле
- УФ-печать
Маркировка электрохимическим способом. Установка ЭХМ-2 для маркирования электрохимическим способом.
Электрохимический способ маркировки позволяет с помощью дешевых и безвредных электролитов производить маркировку изделий, в том числе и тонкостенных, из материалов любой твердости.
Электрохимическое маркирование заключается в растворении металла при прохождении электрического тока от электрода (клейма) к изделию через слой электролита непосредственно или через смоченную электролитом прокладку с наложенным диэлектрическим трафаретом.
В случае применения трафаретов получить четкие границы индексов довольно трудно, поэтому шире применяют бестрафаретный способ маркирования, для которого характерны высокая производительность, простота оборудования и оснастки, высокие качества маркировки и отсутствие износа клейм. При такой маркировке не создаются концентраторы напряжений, что позволяет клеймить изделия (детали) из тонкого листа, ажурные детали и детали, подверженные знакопеременным нагрузкам, где не допускается геометрическое и структурное изменение поверхности.
Маркировка осуществляется при наложении на поверхность детали предварительно смоченного электролитом клейма (в штемпельной подушке) и при пропускании постоянного тока напряжением 3-15 В (к детали подключается положительный полюс источника тока, а к клейму — отрицательный). В качестве электролитов используют преимущественно водные растворы нейтральных солей, однокомпонентные и многокомпонентные.
В процессе работы клеймо загрязняется продуктами обработки, поэтому через 30-50 отпечатков его протирают влажной салфеткой. Для электрохимического маркирования применяют ряд специальных приборов.
На рис. 10 изображен прибор, работающий от сети переменного тока напряжением 36 В. Он смонтирован в корпусе, разделенном перегородкой на две части. В левой части расположены клейма, штемпельные подушки, флаконы с электролитом, электрошнур и др., в правой части смонтирована электрическая часть прибора.
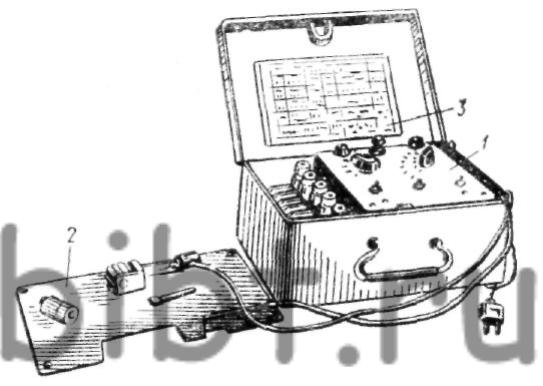
Рис. 10. Прибор для электрохимического маркирования:
1 — панель с органами управления. 2-выдвижная пластина. 3 — инструкция
На панели расположены органы управления: тумблера включения сети и электрического напряжения на клеймо, контрольные лампы сети и рабочего напряжения на клейме, предохранитель, переключатель напряжения (от 3 до 15 В), переключатель машинного времени (от 0,15 до 2 с). В нижней части корпуса размещена выдвижная пластина, служащая анодом при маркировании. Масса прибора около 4 кг.
Другой разновидностью прибора для бестрафаретного электрохимического маркирования является установка ЭХМ-2 (рис. 11). Электросхема установки обеспечивает полуавтоматическое управление клеймением.
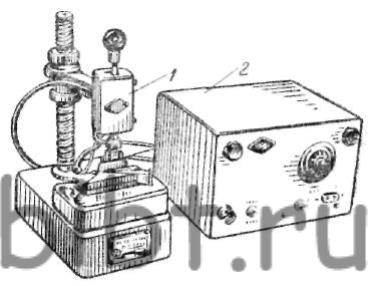
Рис. 11. Установка ЭХМ-2 для маркирования электрохимическим способом:
1 — ручной штемпель. 2 — приборная часть
Установка позволяет маркировать изделия из нержавеющих и жаропрочных сталей, бронз, латуней и других материалов.
Установка снабжена ручным штемпелем, позволяющим маркировать изделия любых габаритов. На рис. 12 приведены виды маркировки изделий, полученные на установке ЭХМ-2.

Рис. 12. Образцы замаркированных на ЭХМ-2 изделий
В качестве электрода-инструмента применяется шрифт из типографского сплава (гарта), отлитый на строкоотливной машине. Полученное клеймо заливается пластмассой и обрабатывается до вскрытия гарта. Инструмент практически не изнашивается и может использоваться многократно.
Электрод выбирают исходя из требования получения устойчивого и отличного от цвета основного металла окисла. Для маркировки инструментальных сталей этим условиям соответствует электролит, в котором в качестве окислителя содержится нитрат натрия. Может также использоваться нитрат калия, однако его растворимость хуже. Под воздействием ионов NO 3 происходит окисление железа до образования окисла железа FeO черного цвета. Этот окисел, стойкий к действию щелочей и кислот, образует четкое клеймо. Для предотвращения возможности образования осадка Fe(OH) бурого цвета в электролит вводится небольшое количество (4-10%) сегнетовой соли.
Добавление чрезмерного количества сегнетовой соли приводит, однако, к уменьшению интенсивности окраски клейма.
Для удобства определения состава электролита разработана номограмма (рис. 13), учитывающая также количество N маркировок до чистки электрода. Например, при N=500 по кривой определяем К, равное 6%. При этом можно получить оптическую плотность клейма 1,0 или 1,2 при 20 или 15% окислителя KNO 3 . Растворить более 25% нитрата трудно. Поэтому для получения большей оптической плотности клейма следует снизить содержание в электролите сегнетовой соли и уменьшить величину N.
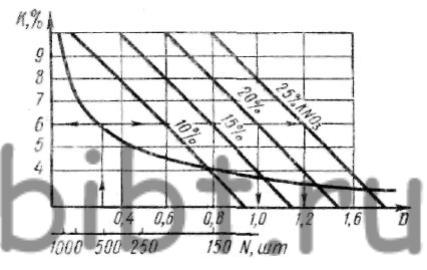
Рис. 13. Номограмма для определения состава электролита
При электрохимическом клеймении используются в основном следующие виды знаков: типографский шрифт, отлитый на линотипе, знаки, полученные протягиванием через фильеру, аналогичные применяемым при электроискровом способе, и комбинированные знаки, сочетающие типографский шрифт с обрамлением различной формы, выполненным посредством протягивания через фильеру. Возможно применение металлических знаков, изготовляемых выдавливанием.
Для маркировки используются как одиночные, так и групповые клейма, состоящие из знаков, расположенных в одну или несколько строк. Одиночные клейма содержат знак и обрамление (если оно необходимо), прикрепляемые к державке, выполненной из латуни. В державке имеется гнездо под штекер. Наружная ее часть изолируется полихлорвиниловой трубкой или другим изолятором.
Знак прикрепляется к утолщенной части державки при помощи соединения типа «ласточкин хвост» с последующим кернением или пайкой легкоплавкими припоями (например, ПОС-61), или приклеиванием токопроводящей эмалью (например, типа ХС-928).
Широко используют способ крепления знаков токо-проводящей эмалью, осуществляемый следующим образом: основание державки и знака очищают от загрязнения, например наждачной бумагой, затем склеиваемые поверхности обдувают сухим воздухом и обезжиривают бензином, после чего сушат на воздухе в течение 10-15 мин. Далее на склеиваемые поверхности наносят первый слой эмали и сушат при температуре 15-35°С в течение 1 ч. После нанесения на склеиваемые поверхности второго слоя эмали знак прижимают к державке, и клеймо сушится на воздухе в течение 72 ч.
Следующим этапом является заливка знаков быстротвердеющей пластмассой типа стиракрила или эпоксидного клея (на основе смол ЭД-5, ЭД-6). Заливка знаков производится в специальные формы, размер и конфигурация которых зависят от размеров клейма. Форма состоит из стальной шлифованной пластинки, к которой двумя винтами крепится рамка из оргстекла. Внутренний контур рамки выполнен с уклоном 65°, благодаря чему облегчается съем клейма после затвердевания. По всему внутреннему контуру окна рамки и пластинки горячим способом наносится тонкий слой парафина, служащий для предохранения от прилипания пластмассы к стенкам формы.
После затвердевания пластмассы (стиракрила в течение 6-8 ч, а эпоксидного клея-20-24 ч) клеймо вынимается из формы. Необходимо следить, чтобы после заливки пластмасса ровным слоем (без каких-либо выемок, пор, волосовин и т.п.) заполнила все углубления знаков по периметру слоем 2-3 мм. В случае образования указанных дефектов ухудшается локальность маркировки и четкость отпечатка, затем изоляционный трафарет шлифуется до обнажения знаков, при этом отклонение от плоскостности не должно превышать 0,02 мм.
В случае образования пористости или выкрашивания клейма для его восстановления на поврежденное место наносят несколько слоев лака ЭП-51, стиракрила или жидкой эпоксидной смолы и после высыхания зачищают, не трогая материала знаков.
Так как при электрохимическом маркировании клеймо отделено от детали тонким слоем электролита, толщина которого зависит от усилия прижима клейма к детали, то не исключается возможность короткого замыкания, поэтому процесс маркировки зависит от навыков оператора. В целях предохранения от преждевременного разрушения клейма при коротком замыкании на изолирующем трафарете по периметру наружного контура знаков образуют местные выпуклости путем накалывания его острием иглы на глубину 0,2-0,3 мм. Это обеспечивает гарантированный межэлектродный зазор 0,01-0,05 мм.
Источник
Способ электрохимического клеймения
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Зависимое от авт. свидетельства №вЂ”
Заявлено 15.11.1971 (№ 1622771 25-8) с присоединением заявки №вЂ”
Опубликовано 10.Ч. 1972. Бюллетень № 24
Дата опубликования описания 31 Ч1П.1972
Коыитет по делом изобретений и отирытий при Совете Мииистров
УД К 621.9.047 (088.8 ) Лвторы изобретения
В. П. Смоленцев и П. С. Яшин
СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО КЛЕЙМЕНИЯ
Известны способы электрохимического клеймения неподвижным электродом-инструментом поверхности изделия, смачиваемой электролитом. Однако известный способ не дает достаточно конкретного и стойкого изображения знаков, так как при неподвижном электролите процесс затухает при съехте материала на глубину, не более 0,01 лм, что исключает возможность отдельных операций маркированных поверхностей (полирования, глянцевания и др.).
Предлагаемый способ отличается тем, что процесс обработки ведут в течение 1,5 — 2 сек в неподвижном электролите, после чего через рабочий зазор прокачивают электролит со скоростью 3 — 6 лт/сек.
Деталь подсоединяют к положительному полюсу источника постоянного тока инструмент-клеймо к отрицательному. Маркируемую поверхность смачивают электролитом, предназначенным для маркирования материала детали. Процесс выполняют в течение!,5 — 2,0 сек без прокачки электролита за счет слоя, нанесенного на поверхность детали, за это время получают четкое обрамление знака. Затем реле времени включает насос, и
5 электролит прокачивают через зазор между инструментом и деталью со скоростью 3—
6 лт/сек, регулируя ее с помощью заслонок на форсунке. Обработку ведут в течение времени, необходимого для получения нужной
1о глубины индекса. После окончания обработки деталь промывают.
Способ электрохимического клеймения не15 подвижным электродом-инструментом поверхности изделия, смачиваемой электролитом, отличающийся тем, что, с целью получения на детали четкого знака необходимой глубины, процесс обработки ведут в течение 1,5—
20 2,0 сек, после чего через рабочий зазор прокачивают электролит со скоростью 3—
Источник
 Метод электрохимической маркировки
Метод электрохимической маркировки
 Метод электрохимической маркировки
Метод электрохимической маркировкиРабота систем электрохимической маркировки фирмы Ostling основана на протекании электрохимических реакций в среде электролита при воздействии электрического тока низкого напряжения, при которых изображение с трафарета переносится на токопроводящую поверхность маркируемого изделия.
 Результатом таких реакции является либо изменение цвета поверхности изделия, либо изменение рельефа поверхности на глубину от 2-6 мкм до 0,2 мм в случае травления изделий из мягких металлов.
Результатом таких реакции является либо изменение цвета поверхности изделия, либо изменение рельефа поверхности на глубину от 2-6 мкм до 0,2 мм в случае травления изделий из мягких металлов.
Безусловными преимуществами электрохимического метода маркировки являются:
— простота и высокая производительность,
— низкая стоимость,
— отсутствие деформаций и повреждений маркируемой поверхности,
— отличное качество и контрастность изображений,
— высокая надежность маркировочного оборудования.
Системы электрохимической маркировки позволяют успешно маркировать разнообразные изделия вне зависимости от их размеров, формы (круглые, плоские, криволинейные) и их предварительной обработки (закалка, упрочнение, хромирование, никелирование и т.д.).
Оборудование широко применяются для маркировки медицинского инструмента, столовых приборов, разнообразных изделий в автомобильном, авиационном, инструментальном и других производствах.
В зависимости от характера и условий производства (мелкосерийное, крупносерийное, поточная линия) и размеров и формы маркируемых изделий могут рекомендоваться:
 | системы для электрохимической маркировки продукции в ручном режиме (базовые модели) (EU) |
| установки для электрохимической маркировки в полуавтоматическом режиме (MODULMAT) |
| полностью автоматизированные системы, изготовленные по заказу клиента |
Конструкция всех систем имеет модульное строение. Это делает возможным более гибкое их использование, позволяет расширять возможности каждой из систем простым введением в конструкцию дополнительных модулей.
Источник
Методы нанесения маркировки на металл
Статья обновлена и дополнена: 13 Апреля, 2021
Если Вас интересуют услуги нанесения маркировки на металл, заполните нижеследующую форму либо обратитесь к нашей статье в разделе «Услуги»: Маркировка и гравировка на металле.
Маркировка металлических изделий из нержавеющей стали пользуется широкой популярностью.
С помощью маркировки можно:
- нанести наименование;
- указать параметры;
- надписать номер партии;
- разместить фирменный логотип;
- украсить изделия и многое другое.
Например, выполнение различных узоров на лезвиях ножей или каких-либо сувенирах. Такое изображение будет храниться на аксессуаре сколь угодно долго, потому что не подвержено никаким внешним факторам. Избавиться от него можно будет исключительно механическим путем шлифовки или обдирки.
Качественная маркировка на металле включает разные методы нанесения изображений, логотипов и различной буквенно-цифровой информации, благодаря которым достигается необходимый эффект. Рассмотрим основные способы маркировки металла подробнее.
Лазерная гравировка
Лазерная гравировка – самый распространенный способ маркировки металлических деталей. С появлением лазера возможности человека существенно расширились. С его помощью можно наносить как тонкие надписи с выжиганием лишь пленки, так и объемные, с проникновением на глубину в структуру металла.
Технология лазерной гравировки
Методика лазерной маркировки на металле хорошо изучена и широко применяется в промышленности. Технология нанесения изображений и различной текстовой информации таким способом позволяет достигать самого высокого качества рисунка. Это объясняется минимальной толщиной луча, которая может составлять всего пару микрон. Для нанесения изображений таким способом применяется специальный станок для лазерной гравировки по металлу.
Применяется данная технология для единичных изделий и для нанесения логотипов при серийном выпуске продукции. Меняя интенсивность и плотность луча, можно варьировать яркость и глубину гравировки. С помощью такого метода можно наносить изображения на любые виды металлов: алюминий, латунь, титан, нержавеющая сталь. Особенность лазера состоит в том, что при воздействии на конкретный участок материала он создает высокую температуру, которая сжигает обрабатываемый фрагмент.
Лазерный метод является весьма эффективным, поэтому именно он применяется для нанесения транспортных отметин, по которым затем можно отслеживать местонахождение изделия при осуществлении его доставки. Гравировка осуществляется маркировочным лазером.
Преимущества и недостатки лазерной гравировки на металле
Преимуществами лазерной технологии можно назвать следующие:
- Оборудование для лазерной гравировки металла обладает высокой точностью позиционирования и разрешением;
- Является универсальным методом, потому что с его помощью можно наносить изображения и текстовую информацию любого вида. При этом для нанесения очередного логотипа или штрихкода не требуется выполнять переналадку;
- Высокая скорость нанесения гравировки, потому что в процессе ее выполнения не создается никакой механической нагрузки на элементы станка;
- Можно наносить маркировку на изделиях любой формы, габаритов и структуры.
Лазерная технология маркировки деталей не имеет аналогов: с ее помощью получаются изображения и текстовые данные высокого разрешения и качества. К недостаткам лазерной маркировки на металле (особенно в сравнении с методом электрохимической маркировки) относится то, что:
- Оборудование для маркировки металла таким способом стоит дорого;
- При нанесении изображений разрушается поверхностный слой, что критично в случае изделий из нержавеющей стали.
Механическая гравировка
Одним и самых простых, но при этом трудозатратных и требовательных к электрической энергии, методов нанесения гравировки по металлу является фрезерование.
Фрезерная маркировка по металлу
С помощью такого метода получается красивое профильное изображение, надпись или логотип. За счет изменения глубины резания металла можно получить объемные изображения и логотипы.
Естественно, для такой процедуры требуется мощный станок с надежной механикой, которая будет выдерживать создаваемые в процессе нанесения маркировки нагрузки. Конечно, она во многом зависит от глубины проникновения в металл.
С помощью качественных станков для гравировки по металлу можно наносить рисунки и логотипы разного вида. Точность и деталировка зависит от вида инструмента для гравировки. Часто используются фрезы с твердосплавными пластинами, с помощью которых можно наносить рисунки высокого качества. Как правило, механическая гравировка по металлу применяется только на изделиях с толстыми стенками.
Ударно-точечная маркировка
Кроме фрезерной обработки, также применяются другие виды механической гравировки – иглоударная маркировка, ее также называют ударно-точечная. Технология заключается в нанесении рисунков или логотипов при помощи специального ударного маркиратора. Он представляет собой станок, который имеет подвижную головку с установленным в ней инструментом точечного воздействия на поверхность металла. С каждым ударом на ней образуется вмятина определенного размера, а совокупность формирует большое и объемное изображение. С одной стороны, получается вмятина, а с другой – выступ.
Ударно-точечный маркиратор применяется для нанесения гравировки на изделиях из мягких металлов. В частности, к таковым относятся латунные, бронзовые фитинги, арматура. Также можно заказать нанесение маркировки на металл для каких-то штучных изделий. Наряду со стационарными моделями используются портативные маркираторы. С помощью мобильного маркиратора можно выполнять ручную маркировку на больших изделиях, которые невозможно установить на станок. Для предприятий со средне- и мелкосерийным выпуском продукции. Стоимость такого оборудования невысокая. Для мелких деталей с конвейера можно приобрести стационарную модель для клеймения металла.
Также ручным способом можно наносить маркировку при помощи виброкарандаша – это уменьшенная модель портативного аппарата для маркировки. Его можно использовать для нанесения маркировок на изделиях из тонких металлов. Может использоваться в качестве индивидуального инструмента для гравировки по металлу.
Электрохимические методы нанесения маркировки на металл
Кроме механической, также существует и электрохимическая маркировка – это технология нанесения изображений, логотипов, буквенно-цифровой информации при помощи электрического тока и кислоты.
Технология электрохимической маркировки металла
Электрохимический маркиратор представляет собой установку, содержащую блок питания. Он через электрод подает электрический ток на деталь, который, проходя через смоченные в электролите материал и специальный диэлектрический трафарет для маркировки, оставляет вытравленный след в пустом месте. Трафарет, при этом, должен плотно прилегать к поверхности маркируемой детали.
Электролит для электрохимической маркировки представляет собой солевой раствор, который ускоряет процесс передачи заряженных электронов между потенциалами. Эффективным напряжением для протекания реакции травления является предел от 3 до 15 В. Особенность данного метода нанесения маркировки на металл заключается в том, что границы получаются в некоторой степени нечеткими. Поэтому логотип и детали на нем должны быть достаточно крупными.
Метод электромаркировки является самым доступным и простым среди всех используемых технологий нанесения какого-либо изображения или отдельной информации на стальные изделия.
Электрохимическая маркировка нержавейки с установкой SteelGuard Mark
Для выполнения качественной маркировки изделий из нержавеющей стали компания «Металл Клинер» первой на территории России и СНГ представила собственную разработку – оборудование для маркировки металла SteelGuard Mark.

Это оборудование, с помощью которого электротехническим способом наносится простая и сложная маркировка с достаточно высоким качеством. Можно наносить два вида маркировки в зависимости от типа тока. Белая маркировка выполняется при постоянном токе, а черная, соответственно, при переменном.
Особенность применения оборудования для маркировки металла заключается в его экономичности. Для выполнения маркировки с помощью SteelGuard Mark требуется меньше мощности, чем при лазерном и трафаретном типе.
Оборудование SteelGuard Mark способна выполнять не только электрохимическую маркировку нержавеющей стали. С ее помощью также можно выполнять травление и полировку деталей. Маркировка производится путем переноса изображения через трафарет. Для работы прилагаются графитовые электроды для работы на AC и DC токах. Качество и деталировка получаемого изображения зависит от степени точности изготовления трафарета для гравировки.
Для выполнения электрохимического маркирования металла при помощи оборудования SteelGuard необходимо:
- Заказать оборудование для маркировки металла SteelGuard Mark (или способные также и наносить маркировку многофункциональные установки для очистки сварных швов SteelGuard 685 и SteelGuard 425);
- Создать макет при помощи программы CorelDraw и заказать изготовление трафарета на основе готового эскиза;
- Выполнить процедуру нанесения маркировки, которая длится несколько минут.
Трафарет для маркировки металла можно использовать более 200 раз.

Электроискровой метод нанесения маркировки
На многих видах изделий из стали часто встречается рукописная маркировка. Она выполняется так называемым электроискровым методом. Он заключается в воздействии высоким электрическим током на поверхность металла, в результате чего на ней остается характерный след. В ходе процесса плавится тонкий верхний слой металла, оставляя после себя характерное темное пятно. Особенность этого метода заключается в том, что для нанесения маркировки на изделия не применяется никаких расходных материалов. Используется только электрод, которым прикасаются к поверхности и водят в нужном направлении, создавая маркировку.
Также для нанесения подобной маркировки применяются станки. У них имеется рабочая головка, которая способна вибрировать во время выполнения процедуры маркировки. Происходит процесс следующим образом:
- деталь устанавливается на станок;
- место для нанесения знаков покрывается тонким слоем пленки;
- рабочая маркировочная головка подводится к детали;
- на нее подается напряжение, из-за чего она начинает вибрировать в пределах расстояния искрообразования.
Воздействие на деталь длится примерно 15 секунд. Чем дольше работает оборудование, тем глубже выполняется маркировка.
Каплеструйная маркировка металла
Существует также и каплеструйная маркировка металла – технология, с помощью которой можно наносить различные изображения и буквенные обозначения на сталь плоской или цилиндрической формы. Особенность такого метода заключается в том, что можно наносить цветную маркировку с применением пигментов любого оттенка. В продаже имеется оборудование с двумя головками, благодаря чему можно выполнять сложные визуализации.
Для выполнения процедуры используется специальный каплеструйный маркиратор. По сути, это то же самое, что и струйная печать на бумаге, только выполняется на металле. Техника применяется для тех видов продукции, которая реализуется в стальных флакончиках и небольших емкостях. Маркировка выполняется на донышке или на горлышке изделия. Имеются портативные и стационарные каплеструйные принтеры для маркировки. Именно такое оборудование чаще применяется на производстве. Промышленная гравировка отличается высокой производительностью и потоковостью, то есть может применяться на конвейере без остановки технологического процесса.
Как правило, в наносимой информации присутствует штрихкод и набор определенных цифровых данных. Эта информация применяется для контроля товаров и учета их на кассе при продаже.
Сродни каплеструйной маркировке простой струйный маркиратор. Для нанесения применяется расходный материал – чернила. Качество и четкость контуров отпечатанного изображения невысокая, но достаточная для определения устройствами для считывания штрихкодов.
Шелкография
Кроме вышеописанных, также применяется такой метод маркировки изделий из металла, как шелкография. Применяется она в основном на плоских деталях, различных корпусах устройств и при изготовлении шильдиков. Выполнять печать можно поверх уже имеющейся краски, потому что суть заключается в наложении дополнительного слоя. Шелкография, как в случае с бумагой, может выполняться одноцветной или в несколько оттенков, при этом получается качественное многоцветное изображение. Процесс выполняется в несколько проходов.
Для выполнения шелкографической печати используется два вида красок, которые выбираются в зависимости от исходного вида детали. Отличие состоит в том, что для неокрашенного металла требуется создать адгезионный слой. Для этого используется специальная краска с двумя компонентами. Данный расходный материал обладает высокой устойчивостью к внешним факторам и выгоранию на солнце, поэтому широко применяется для маркирования продукции, которая используется на улице. Краска устойчива к механическим воздействиям, поэтому сохранится на поверхности изделия очень долго.
Металлофото
Металлофото – это техника, применяемая для нанесения изображения на алюминиевые шильдики в двухцветном или многоцветном режиме. Ее суть заключается в проявлении на поверхности алюминия фоточувствительной соли. За счет этого изображение буквально внедряется в структуру металла. Процесс выполнения маркировки таким способом осуществляется следующим образом:
- Сначала отпечатывается пленка с необходимым для переноса изображением;
- Пленка накладывается на пластину и прочно фиксируется на ней;
- Затем выполняется процедура экспонирования, которая продолжается в течение нескольких секунд;
- На следующем этапе применяется проявитель и закрепитель;
- Наконец на пластину наносятся требуемые цвета, после чего она помещается в емкость со специальным уплотняющим раствором.
По окончании процедуры получается монолитное изображение, которое внедряется в структуру металла. Такое изделие приобретает высокую стойкость цвета даже под механическими воздействиями.
Другие способы маркировки металлов
Среди остальных применяемых способов маркирования, с помощью которых можно нанести на металл изображения, текстовую информацию и любые другие данные.
Химическая гравировка на металле
Эффективный способ, с помощью которого можно наносить логотипы и буквенно-цифровые данные. Способ позволяет получать довольно четкие картинки с мелкими деталями, но он сильно уступает лазерной. Сравнивать ее с механической маркировкой не стоит, потому что это совершенно разные технологии.
УФ-печать
Универсальный способ, который применим на любых материалах. Выполняется методом нанесения изображения специальными УФ-красками, которые затем под действием ультрафиолета закрепляется и становится стойким к любым факторам.
Источник



