
Сварка рельсов


При работах с крановыми установками и выполнении монтажа железнодорожного полотна возникает необходимость соединения и сварки рельсов. В данном случае используется специальная технология, которая обеспечивает особую прочность соединения и устойчивость к повышенным нагрузкам. Необходимо сказать, что такие работы относятся к отдельной категории сварочных работ, об особенности которых мы и расскажем в этой статье.

Сварка может выполняться следующими технологиями:
- Термитная.
- Электродуговая.
- Газопрессовая сварка.

Каждая из этих технологий имеет свои определенные недостатки и преимущества. Поговорим поподробнее о таких способах сварки.
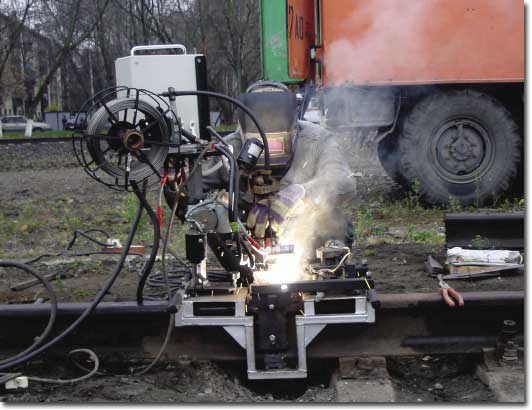
Электродуговая сварка стыков рельсов
На сегодняшний день данная технология получила наибольшее распространение, что объясняется простотой оборудования, легкостью самой работой и качеством выполненного соединения. При выполнении сварочных работ рельсы укладываются в нужном положении, после чего имеющееся между стыками послойно пространство заполняется сварочным материалом. Расплавление сварочного материала обеспечивается за счет высоких температур дугового разряда. При необходимости сварки торцов рельсов используется переменный ток от трансформатора. Также возможно использование мобильных сварочных аппаратов, работающих от постоянного тока.

При использовании электродуговой технологии возможно выполнение сварка рельсовых стыков ванным методом, при котором рельсы, обрезанные перпендикулярно своей оси, монтируются внутри ванны. В ванне проводится их качественное сваривание друг с другом. При данном методе сварки рельсы закрепляются с зазором не более 16 миллиметров. Возвышение профиля может колебаться в диапазоне 3-5 миллиметров.
При использовании ванного метода между торцов располагают электрод, по которому подается электрический ток мощностью порядка 350 Ампер. Электрод быстро заполняет зазор между соединяемыми рельсами, равномерно распределяя расплавленный материал по всему сечению. Данный метод исключает растекание металла, при этом обеспечивается максимально качественное закрытие зазора между соединенными металлическими элементами. После завершения сварки необходимо будет зашлифовать соединительный шов по периметру.

Алюминотермитная сварка рельсов
Метод термитной сварки основывается на свойстве окиси алюминия и железа вступать друг с другом в реакцию при высоких температурах. Такую термитную сварку также называют алюминотермитной технологией. Для выполнения такой сварки используется устойчивая к высоким температурам форма, которая по своему внешнему виду идентична геометрии рельсов. Такая форма должна выдерживать температуру больше 2000 градусов, при которой возникает контакт алюминия и железа.

Открыта данная технология сварки еще в конце 19 века. Однако по причине ее технологической сложности распространение она получила лишь относительно недавно. Основные трудности при выполнении такой термитной сварки заключаются в том, что реакция окиси алюминия и железа возникает лишь при температурах в несколько тысяч градусов. Соответственно требовалось нагреть до таких экстремальных температур, как сами рельсы, так и использовать соответствующую форму, способную не расплавляться и сохранять свою геометрию.
Для соединения металлов необходимо поджечь термитную смесь, которая быстро выгорает с образованием высокой температуры. Такая термитная порция содержит не только окиси алюминия и железа, но и разнообразные легирующие добавки. Такие добавки необходимы для получения максимально прочного соединения с нужными параметрами устойчивости к механическим воздействиям. Во время такой температурной реакции происходит послойное разделение легкого шлака и жидкой стали. Шлак при этом оказывается сверху и в последующем с легкостью удаляется из соединения.

Термитный способ сварки рельсов позволяет соединять объемно-закаленные и поверхностно-закаленные материалы. Необходимо сказать, что при помощи подобной технологии обеспечивается прочное и долговечное соединение, поэтому термитный способ сварки нашел применение при изготовлении безстыковых высокоскоростных железнодорожных магистралей.
Газопрессовая технология
Эта оригинальная технология соединения рельсов подразумевает использование температуры ниже точки плавления, однако за счет воздействия высокого давления обеспечивается качественное соединение рельсов. Из преимуществ данной технологии сварки можно отметить следующее:

- Отличные показатели качества выполненного соединения.
- Однородная структура стыка железнодорожного покрытия.
- Высокая производительность.
- Минимальный расход наплавляемых материалов.
Такая газопрессовая сварка широко применяется при соединении тяжелых железнодорожных рельсов. При выполнении используется специальное оборудование, которое позволяет обеспечить максимально высокое давление соединяемых рельсов. Металлические изделия плотно прижимаются друг к другу, после чего при помощи специальной струбцины концы нагреваются, а за счет высокого давления рельсы соединяются друг с другом. В процессе такой работы необходимо обеспечить промывку свариваемых элементов треххлористым углеродом. Это позволяет обеспечить соединение металлических элементов на молекулярном уровне.
Показатели рабочей температуры при газопрессовой технологии составляют порядка 1200 градусов. Для такой работы используются многопламенные горелки и мощные гидравлические прессы. Для качественного разогрева места соединения используют многопламенные горелки, осуществляющие в области сварного стыка многочисленные колебания, что и позволяет качественно разогреть металл. Гидравлический пресс, используемый для соединения рельсов, обеспечивает давление в 13 тонн и более. Усадка рельсов при их соединении данной технологией составляет около 20 миллиметров.
Заключение
Существующие в настоящее время технологии позволяют получить долговечное, надежное и устойчивое к механическим нагрузкам соединение. Выбор той или иной технологии выполняется в зависимости от доступного оборудования и конкретных разновидностей соединяемых рельсов. Необходимо сказать, что качественный выбор такого используемого оборудования и следование всей технологии работ позволит вам гарантировать качественно выполненную сварку рельсов.
Источник
Как осуществляется сварка рельсов, какие применяются методы
Прочное соединение материалов — актуальный вопрос современности. Не каждая обработка способна обеспечить прочное и долговечное скрепление. Не каждая, но сварочная технология положительно зарекомендована в данном вопросе. Прочно соединить детали, выполняющие несущую функцию, под силу именно сварочным работам. Рельсы также относятся к несущим элементам, а сварка рельсовых стыков является сложным и кропотливым процессом. Рассмотрим его подробнее.

Общие сведения
Несмотря на то, что соединение стыков рельс при помощи сварки известно давно, проблема облегчения и ускорения работы актуальна до сих пор. Одной из причин стало то, что рельсы производят из металла повышенной прочности, плохо поддающегося сварке. Любая попытка дополнительного упрочнения или термообработки увеличивает риск ухудшения качества соединения стыка. Поэтому важно соблюдать технологию сваривания, следовать установленным правилам и ГОСТу 103-76.
Осуществить сварку рельсов можно множеством способов, но основными считаются:
- электроконтактный;
- алюмотермический;
- электродуговой;
- газопрессовый.

Каждый способ имеет свою технику выполнения, зависит от различных факторов, поэтому стоит рассмотреть их по отдельности.
Электроконтактный метод
Этот тип обработки рельсовых стыков известен еще со времен СССР, где часто применялся для изготовления рельсов. Пригоден он и для ремонта, кроме стрелочных участков.
Суть контактной обработки состоит в сильном нагреве стыка током низкого напряжения, в процессе которого происходит расплавление свариваемых краев образовавшейся электрической дугой.
Для качественного сварного соединения путем электроконтактной обработки требуется большое количество времени и специальные автоматические сварочные комплексы (например, МС-5002, К-90). Такие агрегаты весьма громоздкие, но, несмотря на габариты, самостоятельно передвигаются по ремонтируемому участку, осуществляя сварку рельсов.

Из положительных моментов стоит отметить, что свариваемые поверхности практически не требуют предварительной подготовки. Все манипуляции по подготовке осуществляются вышеозначенными сварочными механизмами.
Электродуговой вариант
В данный период электродуговая сварка рельсов наиболее распространена среди применяемых технологий. Причина в том, что этот тип обработки совмещает:
- простое и доступное оборудование;
- легкость выполнения;
- качественные швы.

Данные характеристики позволяют сваривать как стыки рельсовых плетей, так и поврежденные участки.
Перед началом работы необходима предварительная зачистка и шлифовка краев свариваемых изделий — это улучшит итоговое качество соединения. Обязательна укладка с зазором между деталями — это облегчит проваривание стыков.
Расстояние между торцами рельсов послойно проваривается (заполняется) металлом электродов, расплавляют который при помощи высокой температуры образующейся в момент работы дуги. Функционирует полуавтомат от источника постоянного или переменного тока.
«Ванный» способ
Известен своей эффективностью и «ванный» способ дуговой сварки. В этом случае на путь монтируется специальная «ванночка», а торцы рельсовых плетей обрезают перпендикулярно основной оси и укладывают в «ванну». Зазор между стыками рельсов не должен превышать 16 мм. Допустима неровность поверхности 3-5 мм, но не более. Проваривают пространство между стыками плавким электродом, по которому пропускается электрический ток мощностью 300-350 ампер.
Чтобы во время сварки расплавленный металл не вытек за пределы «ванночки» ставят специальные ограждения. По окончании процесса швы проверяют на качество и шлифуют по всему периметру.

Термитная сварка
Соединение рельсовых нитей путем термитной обработки востребовано не менее, чем другие способы сварки рельсов. Метод основан на восстанавливающей реакции, образующейся при контакте алюминия и окиси железа. Происходит весь процесс довольно быстро, но при тысячных температурах (не менее 2000°С). Такой тип сварки известен еще как алюминотермитный.
Для проведения термитной обработки торцевые части плетей зачищают и укладывают ванну (форму), повторяющую рельсовую геометрию. Полученное во время реакции восстановленное железо заполняет форму, выталкивая шлак наверх. По окончании процесса такой шлак легко счистить, не разрушая структуру шва.
Смесь для проведения термитной сварки состоит из:
- алюминиевого порошка;
- окиси металла (чаще железа);
- запальной смеси (не всегда);
- легирующих добавок;
- демпфирующих частиц.

Легирующие добавки наряду с тормозящими частицами добавляют в термитную смесь для придания сварному соединению требуемой прочности и устойчивости к механическим воздействиям. Высокое качество шва значительно снижает износ участка и реже требует ремонта.
Воспламенение термитной смеси происходит при температуре около 1300°С градусов, при наличии запальной составляющей — 800°С градусов. В процессе горения, а это всего лишь несколько секунд, выделяется большое количество тепла, поэтому такую сварку часто называют алюмотермической.
Термитная обработка позволяет соединять различные типы рельсовых плетей, независимо от их плотности:
- поверхностно — закаленные;
- объемно — закаленные;
- не обработанные термически.
Полученное в результате алюминотермитной сварки соединение обладает высокой прочностью, что широко применяется при постройке магистралей для высокоскоростных поездов.

Газопрессовая обработка
Данный способ тоже входит в число востребованных технологий сварки рельсовых стыков. Основан на использовании температур намного ниже границы плавления. Процесс осуществляется при высоком давлении, что обеспечивает однородность структуры и плотное и надежное стыковое соединение.
Для успешного выполнения работ необходима небольшая подготовка. Подготавливают рельсы к сварке при помощи специального оборудования — рельсорезного станка с дисковой пилой, механической ножовки. Рельсовые нити стыкуют между собой, после чего вертикально прорезают одновременно оба рельса. Такая обработка обеспечивает чистую отшлифовку свариваемых поверхностей, максимальную плотность прилегания и улучшает итоговое качество шва.
По окончании подготовки торцы рельсов можно промыть дихлорэтаном или четыреххлористым углеродом. Другой вариант промывки можно выполнить непосредственно в процессе сварки — для этого применяется треххлористый углерод.
Обработанные стыки прижимаются друг к другу при помощи гидравлического пресса и вдоль стыка нагреваются многопламенными горелками до 1200°С. В процессе нагрева рельсы продолжают сдавливаться, образуя усадку до 20 мм. Сила давления на рельсовые стыки во время нагрева составляет 10-13 тонн. Точное значение силы выполняется специальными расчетами.

Выполненное сварное соединение тщательно зачищают и шлифуют, то есть проводят нормализацию. Обработанный и остывший шов проверяют на качество при помощи различных приборов.
Рассмотренные технологии сварки рельсовых стыков соответствуют современным требованиям для создания прочного сварного соединения. Каждый тип обработки имеет как положительные, так и отрицательные стороны. Разновидность применяемой методики зависит от типа рельсовых плетей, доступности и качества необходимого оборудования. Правильно подобранный способ, соблюдение условий обработки и мер безопасности гарантируют высокое качество итогового шва.
Источник



