
Способы электрического нагрева
 Основные методы и способы преобразования электрической энергии в тепловую классифицируют следующим образом. Различают прямой и косвенный электрический нагрев.
Основные методы и способы преобразования электрической энергии в тепловую классифицируют следующим образом. Различают прямой и косвенный электрический нагрев.
При прямом электронагреве преобразование электрической энергии в тепловую происходит в результате прохождения электрического тока непосредственно по нагреваемому телу или среде (металл, вода, молоко, почва и т. п.). При косвенном электронагреве электрический ток проходит по специальному нагревательному устройству (нагревательному элементу), от которого тепло передается нагреваемому телу или среде посредством теплопроводности, конвекции или излучения.
Существует несколько видов преобразования электрической энергии в тепловую, которые определяют способы электрического нагрева.
Протекание электрического тока по электропроводящим твердым телам или жидким средам сопровождается выделением тепла. По закону Джоуля — Ленца количество тепла Q=I 2 Rt, где Q — количество, тепла, Дж; I — сила тока, А; R — сопротивление тела или среды, Ом; t — время протекания тока, с.
Нагрев сопротивлением может быть осуществлен контактным и электродным способами.
Контактный способ применяется для нагрева металлов как по принципу прямого электрического нагрева, например в аппаратах электроконтактной сварки, так и по принципу косвенного электрического нагрева — в нагревательных элементах.

Электродный способ применяется для нагрева неметаллических проводящих материалов и сред: воды, молока, сочных кормов, почвы и др. Нагреваемый материал или среда помещается между электродами, к которым подводится переменное напряжение.
Электрический, ток, протекая по материалу между электродами, нагревает его. Обычная (недистиллированная) вода проводит электрический ток, так как в ней всегда содержится некоторое количество солей, щелочей или кислот, которые диссоциируют на ионы, являющиеся носителями электрических зарядов, то есть электрического тока. Аналогична природа электропроводности молока и других жидкостей, почвы, сочных кормов и т. п.

Прямой электродный нагрев осуществляется только на переменном токе, так как постоянный ток вызывает электролиз нагреваемого материала и его порчу.
Электронагрев сопротивлением нашел широкое применение в производстве в связи с его простотой, надежностью, универсальностью и невысокой стоимостью нагревательных устройств.

В электрической дуге, возникающей между двумя электродами в газообразной среде, происходит превращение электрической энергии в тепловую.
Для зажигания дуги электроды, присоединенные к источнику питания, на мгновение соприкасают, а затем медленно разводят. Сопротивление контакта в момент разведения электродов сильно нагревается проходящим по нему током. Свободные электроны, постоянно движущиеся в металле, с повышением температуры в месте соприкосновения электродов ускоряют свое движение.
С ростом температуры скорость свободных электронов настолько возрастает, что они отрываются от металла электродов и вылетают в воздушное пространство. При движении они сталкиваются с молекулами воздуха и расщепляют их на положительно и отрицательно заряженные ионы. Происходит ионизация воздушного пространства между электродами, которое становится электропроводным.
Под действием напряжения источника положительные ионы устремляются к отрицательному полюсу (катоду), а отрицательные ионы — к положительному полюсу (аноду), тем самым образуя длительный разряд — электрическую дугу, сопровождающуюся выделением тепла. Температура дуги неодинакова в различных ее частях и составляет при металлических электродах: у катода — около 2400 °С, у анода — около 2600 °С, в центре дуги — около 6000 — 7000 °С.

Различают прямой и косвенный электродуговой нагрев. Основное практическое применение находит прямой электродуговой нагрев в дуговых электросварочных установках. В установках косвенного нагрева дуга используется как мощный источник инфракрасных лучей.
Если в переменное магнитное поле поместить кусок металла, то в нем будет индуктироваться переменная э. д. с, под действием которой в металле возникнут вихревые токи. Прохождение этих токов в металле вызовет его нагрев. Такой способ нагрева металла называется индукционным. Устройство некоторых индукционных нагревателей основано на использовании явления поверхностного эффекта и эффекта близости.
Для индукционного нагрева используются токи промышленной (50 Гц) и высокой частоты (8—10 кГц, 70—500 кГц). Наибольшее распространение получил индукционный нагрев металлических тел (деталей, заготовок) в машиностроении и при ремонте техники, а также для закалки металлических деталей. Индукционный способ может использоваться также для нагрева воды, почвы, бетона и пастеризации молока.

Физическая сущность диэлектрического нагрева заключается в следующем. В твердых телах и жидких средах с плохой электрической проводимостью (диэлектриках), помещенных в быстропеременное электрическое поле, электрическая энергия превращается в тепловую.
В любом диэлектрике имеются электрические заряды, связанные межмолекулярными силами. Эти заряды называются связанными в отличие от свободных зарядов в проводниковых материалах. Под действием электрического поля связанные заряды ориентируются или смещаются в направлении поля. Смещение связанных зарядов под действием внешнего электрического поля называется поляризацией.
В переменном электрическом поле происходит непрерывное перемещение зарядов, а следовательно, и связанных с ними межмолекулярными силами молекул. Энергия, затрачиваемая источником на поляризацию молекул непроводниковых материалов, выделяется в виде тепла. В некоторых непроводниковых материалах есть небольшое количество свободных зарядов, которые создают под действием электрического поля незначительный по величине ток проводимости, способствующий выделению дополнительного тепла в материале.
При диэлектрическом нагреве материал, подлежащий нагреванию, помещается между металлическими электродами — обкладками конденсатора, к которым подводится напряжение высокой частоты (0,5 — 20 МГц и выше) от специального высокочастотного генератора. Установка для диэлектрического нагрева состоит из лампового генератора высокой частоты, силового трансформатора и сушильного устройства с электродами.
Высокочастотный диэлектрический нагрев — перспективный способ нагрева и применяется главным образом для сушки и тепловой обработки древесины, бумаги, продуктов и кормов (сушки зерна, овощей и фруктов), пастеризации и стерилизации молока и т. п.

Электронно-лучевой (электронный) нагрев
При встрече потока электронов (электронного луча), ускоренных в электрическом поле, с нагреваемым телом электрическая энергия превращается в тепловую. Особенностью электронного нагрева является высокая плотность концентрации энергии, составляющая 5х10 8 кВт/см2, что в несколько тысяч раз выше, чем при электродуговом нагреве. Электронный нагрев применяется в промышленности для сварки очень мелких деталей и выплавки сверхчистых металлов.
Кроме рассмотренных способов электронагрева, в производстве и быту находит применение инфракрасный нагрев (облучение).
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Электроконтактный нагрев металлических деталей
Электроконтактный нагрев — назначение, устройство, принцип действия
Области применения электроконтактного нагрева
Установками прямого нагрева принято называть такие, в которых преобразование электрической энергии в тепловую происходит в нагреваемом материале или изделии при непосредственном подключении их к источнику питания электроэнергией за счет прохождения через них электрического тока по закону Джоуля–Ленца. Прямой нагрев эффективен для термообработки изделий, обладающих равномерным сечением по длине и значительным омическим сопротивлением. Прямой нагрев не имеет пределов по достижимым температурам, обладает высокой скоростью, пропорциональной вводимой мощности, и высоким КПД.
Установки контактного нагрева предназначены для деталей простой формы (валов, осей, лент), нагрева заготовок под ковку, отжига труб, проволоки, пружинной проволоки под навивку. Существуют печи прямого нагрева периодического действия для спекания прутков и штабиков из порошков редких и тугоплавких металлов при температуре до 3000 К в защитной атмосфере. Деталь (заготовку) включают в электрическую цепь и нагревают протекающим по ней электрическим током. Так как сопротивление цепи мало, то для нагрева необходим ток большой силы, который подводят к ней при помощи массивных медных или бронзовых зажимов. (контактов).
 Нагревать можно постоянным или переменным током, однако практически применяется только переменный ток, так как необходимые для нагрева токи в сотни и тысячи ампер при напряжении от десятых долей вольт до 24 В могут быть наиболее просто получены лишь при помощи трансформаторов переменного тока. Трудность подвода тока к детали — один из существенных недостатков контактного нагрева деталей. Зажимы должны иметь хороший контакт с деталью. В промышленных установках прямого нагрева для этого применяют пневмо- и гидроприводы, для снижения температуры в контактах делают их водоохлаждаемыми.
Нагревать можно постоянным или переменным током, однако практически применяется только переменный ток, так как необходимые для нагрева токи в сотни и тысячи ампер при напряжении от десятых долей вольт до 24 В могут быть наиболее просто получены лишь при помощи трансформаторов переменного тока. Трудность подвода тока к детали — один из существенных недостатков контактного нагрева деталей. Зажимы должны иметь хороший контакт с деталью. В промышленных установках прямого нагрева для этого применяют пневмо- и гидроприводы, для снижения температуры в контактах делают их водоохлаждаемыми.
Установка прямого нагрева включает в себя следующие основные узлы:
а) понижающий трансформатор, монтируемый в кожухе установки с обмоткой, охлаждаемой водой, и несколькими ступенями напряжения в диапазоне 5–25 В, обеспечивающий нагрев тел, имеющих разное сопротивление;
б) токопровод от выводов обмотки низкого напряжения трансформатора до водоохлаждаемых зажимов;
в) зажимы, обеспечивающие крепление нагреваемого изделия и необходимое давление в контактах подвода питания;
г) привод контактной системы;
д) приборы контроля и автоматического регулирования процесса нагрева.
В установках непрерывного действия для нагрева проволоки, труб, прутков применяются твердые роликовые или жидкостные кон-такты.
Печи прямого нагрева используются также для графитизации угольных изделий, получения карборунда и т. д. Графитировочные печи выполняют однофазными, прямоугольной формы с разъемными стенками. В них достигается температура 2600–3100 К в вакууме или нейтральной атмосфере. Диапазон регулирования вторичного напряжения 100–250 В, потребляемая мощность 5–15 тыс. кВ×А.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Индукционный нагрев, закалка и индукционная плавка металлов
Самым совершенным видом нагрева является такой, при котором тепло создается непосредственно в нагреваемом теле. Такой способ нагрева очень хорошо осуществляется пропусканием через тело электрического тока. Однако, прямое — включение нагреваемого тела в электрическую цепь не всегда возможно по причинам технического и практического характера.
В этих случаях совершенный вид нагрева может быть осуществлен применением индукционного нагрева, при котором тепло также создается в самом нагреваемом теле, что исключает излишний, обычно большой, расход энергий в стенках печи или в других нагревающих элементах. Поэтому, несмотря на сравнительно невысокий к. п. д. генерирования токов повышенной и высокой частоты, общий к. п. д. индукционного нагрева оказываётся часто выше, чем при других способах нагрева.

Индукционный способ позволяет также осуществлять быстрый нагрев неметаллических тел равномерно по всей их толщине. Плохая теплопроводность таких тел исключает возможность быстрого нагрева их внутренних слоев обычным способом, т. е. подводом тепла извне. При индукционном способе тепло образуется одинаково как в наружных слоях, так и во внутренних и может даже возникнуть опасность перегрева последних, если не сделать необходимой теплоизоляции наружных слоев.
Особо ценным свойством индукционного нагрева является возможность весьма высокой концентрации энергии в нагреваемом теле, легко поддающейся точной дозировке. Только электрической дугой можно получить тот же порядок плотности энергии, однако, этот способ нагрева трудно поддается контролю.
Особенности и общеизвестные преимущества индукционного нагрева создали широкие возможности применения его во многих отраслях промышленности. Кроме того, он позволяет создавать новые виды конструкций, которые вовсе не осуществимы пои обычных способах термообработки.
В индукционных печах и устройствах тепло в электропроводном нагреваемом теле выделяется токами, индуктированными в нем переменным электромагнитным полем. Таким образом, здесь осуществляется прямой нагрев.
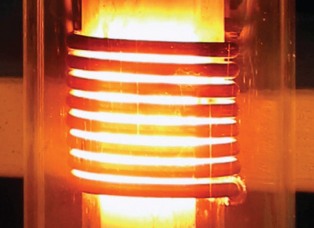
Индукционный нагрев металлов основан на двух физических законах: законе электромагнитной индукции Фарадея-Максвелла и законе Джоуля-Ленца. Металлические тела (заготовки, детали и др.) помещают в переменное магнитное поле, которое возбуждает в них вихревое электрическое поле. ЭДС индукции определяется скоростью изменения магнитного потока. Под действием ЭДС индукции в телах протекают вихревые (замкнутые внутри тел) токи, выделяющие теплоту по закону Джоуля-Ленца. Эта ЭДС создает в металле переменный ток, тепловая энергия, выделяемая данными токами, является причиной нагрева металла. Индукционный нагрев является прямым и бесконтактным. Он позволяет достигать температуры, достаточной для плавления самых тугоплавких металлов и сплавов.
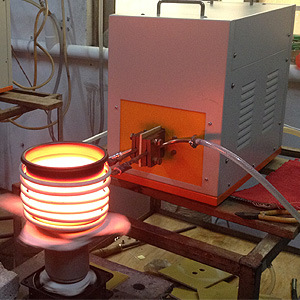
Интенсивный индукционный нагрев возможен лишь в электромагнитных полях высокой напряженности и частоты, которые создают специальными устройствами — индукторами. Индукторы питают от сети 50 Гц (установки промышленной частоты) или от индивидуальных источников питания — генераторов и преобразователей средней и высокой частоты.
Простейший индуктор устройств косвенного индукционного нагрева низкой частоты — изолированный проводник (вытянутый или свернутый в спираль), помещенный внутрь металлической трубы или наложенный на ее поверхность. При протекании по проводнику-индуктору тока в трубе наводятся греющие ее вихревые токи. Теплота от трубы (это может быть также тигель, емкость) передается нагреваемой среде (воде, протекающей по трубе, воздуху и т. д.).
Индукционный нагрев и закалка металлов
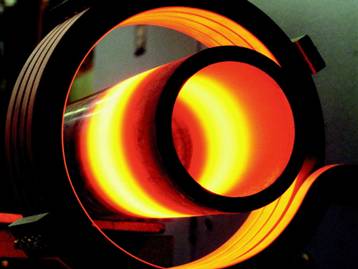
Наиболее широко применяется прямой индукционный нагрев металлов на средних и высоких частотах. Для этого используют индукторы специального исполнения. Индуктор испускает электромагнитную волну, которая падает на нагреваемое тело и затухает в нем. Энергия поглощенной волны преобразуется в теле в теплоту. Эффективность нагрева тем выше, чем ближе вид испускаемой электромагнитной волны (плоская, цилиндрическая и т. д.) к форме тела. Поэтому для нагрева плоских тел применяют плоские индукторы, цилиндрических заготовок — цилиндрические (соленоидные) индукторы. В общем случае они могут иметь сложную форму, обусловленную необходимостью концентрации электромагнитной энергии в нужном направлении.
Особенностью индукционного ввода энергии является возможность регулирования пространственного расположения зоны протекания вихревых токов.
Во-первых, вихревые токи протекают в пределах площади, охватываемой индуктором. Нагревается только та часть тела, которая находится в магнитной связи с индуктором независимо от общих размеров тела.
Во-вторых, глубина зоны циркуляции вихревых токов и, следовательно, зоны выделения энергии зависит, кроме других факторов, от частоты тока индуктора (увеличивается при низких частотах и уменьшается с повышением частоты).
Эффективность передачи энергии от индуктора к нагреваемому току зависит от величины зазора между ними и повышается при его уменьшении.

Индукционный нагрев применяют для поверхностной закалки стальных изделий, сквозного нагрева под пластическую деформацию (ковку, штамповку, прессование и т. д.), плавления металлов, термической обработки (отжиг, отпуск, нормализация, закалка), сварки, наплавки, пайки металлов.

Косвенный индукционный нагрев применяют для обогрева технологического оборудования (трубопроводы, емкости и т. д.), нагрева жидких сред, сушки покрытий, материалов (например, древесины). Важнейший параметр установок индукционного нагрева — частота. Для каждого процесса (поверхностная закалка, сквозной нагрев) существует оптимальный диапазон частот, обеспечивающий наилучшие технологические и экономические показатели. Для индукционного нагрева используют частоты от 50Гц до 5Мгц.
Преимущества индукционного нагрева
1) Передача электрической энергии непосредственно в нагреваемое тело позволяет осуществить прямой нагрев проводниковых материалов. При этом повышается скорость нагрева по сравнению с установками косвенного действия, в которых изделие нагревается только с поверхности.
2) Передача электрической энергии непосредственно в нагреваемое тело не требует контактных устройств. Это удобно в условиях автоматизированного поточного производства, при использовании вакуумных и защитных средств.
3) Благодаря явлению поверхностного эффекта максимальная мощность, выделяется в поверхностном слое нагреваемого изделия. Поэтому индукционный нагрев при закалке обеспечивает быстрый нагрев поверхностного слоя изделия. Это позволяет получить высокую твердость поверхности детали при относительно вязкой середине. Процесс поверхностной индукционной закалки быстрее и экономичнее других методов поверхностного упрочнения изделия.
4) Индукционный нагрев в большинстве случаев позволяет повысить производительность и улучшить условия труда.
Индукционные плавильные печи
Индукционную печь или устройство можно рассматривать как своего рода трансформатор, в котором первичная обмотка (индуктор) подключена к источнику переменного тока, а вторичной обмоткой служит само нагреваемое тело.
Для рабочего процесса индукционных плавильных печей характерно электродинамическое и тепловое движение жидкого металла в ванне или тигле, способствующее получению однородного по составу металла и его равномерной температуры по всему объему, а также малый угар металла (в несколько раз меньше, чем в дуговых печах).
Индукционные плавильные печи применяют при производстве литья, в том числе фасонного, из стали, чугуна, цветных металлов и сплавов.
Индукционные плавильные печи можно разделить на канальные печи промышленной частоты и тигельные печи промышленной, средней и высокой частоты.
Индукционная канальная печь представляет собой трансформатор, обычно промышленной частоты (50 Гц). Вторичной обмоткой трансформатора служит виток из расплавленного металла. Металл заключен в кольцевом канале из огнеупора.
Основной магнитный поток наводит в металле канала ЭДС, ЭДС создает ток, ток нагревает металл, поэтому, индукционная канальная печь подобна трансформатору, работающему в режиме короткого замыкания.
Индукторы канальных печей выполняют из продольной медной трубки, он имеет водяное охлаждение, канальная часть подового камня охлаждается от вентилятора или от централизованной воздушной системы.

Индукционные канальные печи предназначены для непрерывной работы с редкими переходами с одной марки металла на другую. Индукционные канальные печи, в основном применяют для плавки алюминия и его сплавов, а также меди и некоторых ее сплавов. Другие серии печей специализированы как миксеры для выдержки и перегрева жидкого чугуна, цветных металлов и сплавов перед разливкой в литейные формы.
Работа индукционной тигельной печи основана на поглощении электромагнитной энергии проводящей садки. Садка размещена внутри цилиндрической катушки — индуктора. С электрической точки зрения, индукционная тигельная печь представляет собой короткозамкнутый воздушный трансформатор, вторичной обмоткой которого является проводящая садка.
Индукционные тигельные печи используют преимущественно для плавки металлов на фасонное литье при периодическом режиме работы, а также вне зависимости от режима работы — для плавки некоторых сплавов, например бронз, которые пагубно влияют на футеровку канальных печей.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
Источник



