
- Электрические методы обработки изделий
- Электрические методы обработки металлов
- Технология электроэрозионной обработки
- Технология электрохимической обработки
- Технология анодно-механической обработки
- Преимущества применения электрических методов обработки
- Последние новинки в сфере электрической обработки металлов
- Тема 6.9 ПОНЯТИЕ ОБ ЭЛЕКТРИЧЕСКИХ СПОСОБАХ ОБРАБОТКИ МАТЕРИАЛОВ
Электрические методы обработки изделий
Электрическими методами обработки называют группу новых способов, применяемых для целенаправленного удаления материала с обрабатываемой поверхности с целью формообразования, разрезания и соединения деталей и изменения физико-механических свойств поверхности. Они осуществляются с помощью электрической энергии, вводимой либо непосредственно в зону обработки, либо при предварительном специальном преобразовании ее вне рабочей зоны в световую, акустическую, магнитную и другую.
Большое разнообразие электрических методов обработки материалов, а также их комплексность затрудняют их единую классификацию по какому-либо отдельному признаку. Наиболее широкое применение получила упрощенная классификация по характеру воздействия электрического тока на предмет обработки. Согласно такой классификации все электрические методы обработки условно подразделяют на две большие группы:
• электрофизические (ЭФ), основанные на тепловом или механическом действии электрического тока;
• электрохимические (ЭХ), основанные на химическом действии электрического тока.
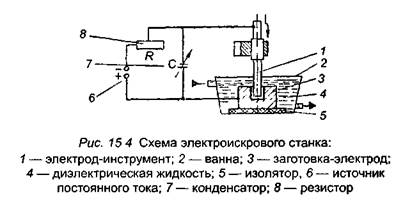
Одним из наиболее распространенных электрофизических методов является электроэрозионная обработка (рис. 15.4), основанная на эффекте расплавления и испарения микропорций материала под тепловым воздействием импульсов электрической энергии, которая выделяется в канале электроискрового заряда между поверхностью обрабатываемой детали и электродом-инструментом, погруженным в жидкую непроводящую среду.
Благодаря высокой концентрации энергии в зоне разряда развиваются высокие температуры. Происходят плавление и испарение микропорций с поверхности электрода. В результате капли жидкого металла выбрасываются из зоны разряда.
Электроэрозионный способ позволяет обрабатывать токоп-роводящие материалы любой механической прочности, вязкости, хрупкости, получать детали сложной формы и осуществлять операции, невыполнимые другими методами.
Однако по сравнению с механической электроэрозионная обработка имеет ряд существенных недостатков: низкая производительность, высокий расход энергии; для получения высокой чистоты поверхности приходится затрачивать большее времени, чем, например при абразивной обработке.
Основными разновидностями электроэрозионной обработки материалов являются электроискровая, электроимпульсная, электроконтактная и плазменная.
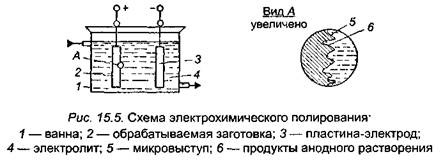
Электрохимические методы обработки основаны на применении электролитов — жидкостей, способных проводить электрический ток (рис. 15.5). Прохождение электрического тока через электролит сопровождается переносом массы вещества, что и используется в электрохимических процессах. Напомним, что явление выделения вещества на электродах называется электролизом (см. подробнее параграф 4.3).
Электрохимическими методами могут осуществляться следующие операции:
• очистка поверхности металлов от оксидов, ржавчины;
• затачивание режущего инструмента, полирование поверхностей;
• профилирование металлических заготовок;
• гравирование и маркирование;
• изготовление изделий малой толщины путем анодного растворения;
Достоинствами электрофизических и электрохимических методов обработки являются:
• практическая независимость скорости и качества обработки от физико-механических свойств обрабатываемых материалов;
• отсутствие потребности в специальных инструментах или абразивах более твердых, чем обрабатываемый материал;
• значительное сокращение расхода материалов (особенно важно при обработке благородных металлов, алмазов, рубинов и т.д.). При этом отпадает необходимость в использовании абразивов, алмазов, твердых сплавов;
• высокая точность изготовления деталей;
• пригодность для ряда операций, не выполняемых механическими методами;
• возможность полной механизации и автоматизации процессов обработки, а также их встраивания в технологические линии;
• улучшение условий труда и сохранение окружающей среды.
К недостаткам электрических методов следует отнести низ
кую скорость обработки и высокую энергоемкость.
Дата добавления: 2015-09-14 ; просмотров: 873 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Электрические методы обработки металлов
Обработка очень хрупких, прочных и непластичных металлов и сплавов путем механического воздействия иногда бывает очень сложной или практически невыполнимой, потому были изобретены электрические методы обработки металлов.
При помощи инновационных технологий можно создавать детали со сложной формой поверхностей, получать сверхточные результаты, полностью соответствующие чертежам. Эти методы широко применяются в машиностроении, изготовлении бытовых приборов и электроники.
Крупные предприятия с серийным и массовым производством все чаще используют специальные станки, которые позволяют изготавливать продукцию под воздействием электрического тока. Рассмотрим более детально, какие методы обработки металлов током существуют на сегодняшний день, в чем заключаются их особенности и достоинства.
Существуют такие методы электрической обработки:
- Электроэрозионная;
- Электрохимическая;
- Анодно-механическая.
Технология электроэрозионной обработки
Этот метод обработки изделий используется для получения сложных фигурных пазов, отверстий, гравировки, также он дает возможность изготавливать штампы, кокили, пресс-формы и другие приспособления, которые также используются в металлообработке.
Воздействие на поверхность заготовки осуществляется посредством электроэрозии. Это процесс, в ходе которого электрический разряд разрушает поверхности электродов.
Электроискровые и электроимпульсные станки используют для проведения процедур, инструментом является электрод, имеющий форму, соответствующую той, которую нужно придать обрабатываемой заготовке.
Деталь помещается в ванную, наполненную жидкостью, не проводящей ток. Инструмент является катодом, а деталь – анодом, они подключаются к источнику тока, и сближаются.
В определенный момент искровой промежуток становится настолько малым, что между анодом и катодом возникает электрический разряд. Это приводит к мгновенному нагреванию обрабатываемой поверхности до 10 000 градусов по Цельсию, материал локализировано плавится, испаряется и происходит выброс его микрочастиц с поверхности, похожий на микровзрыв, они моментально застывают в жидкости и опускаются на дно ванны.
Такие электрические методы обработки металлов очень выгодны финансово, поскольку они помогают создать практически безотходное и энергосберегающее производство деталей.
Технология электрохимической обработки
Такая обработка проводится при помощи электролита – жидкости, проводящей ток, в которую помещается деталь. Под воздействием электролита верхние слои металла растворяются, этот эффект используется для полировки изделий, затачивания режущего инструмента, очистки поверхностей от ржавчины и оксидов, гравирования, профилирования заготовок, нанесения металлических покрытий и изготовления изделий с очень малой толщиной.
Также электрохимический метод обработки позволяет менять размеры деталей, для этого дополнительно используются режущие механизмы, которые снимают верхний слой растворенной пленки металла.
Технология анодно-механической обработки
Этот метод сочетает в себе принципы действия электроэрозионной и электрохимической обработки. Анодом является заготовка, а катодом – вращающийся инструмент.
Анод и катод погружены в электролит, между ним и катодом пропускается постоянный ток. Заготовка постоянно плавится, и на ее поверхности образуется пленка, которая не проводит ток.
Вращающийся инструмент точечно срывает пленку, в обработанных местах проходит ток с большой плотностью, что приводит к локализованному оплавлению деталей.
Оплавления, которые не нужны, убирает механически вращающийся инструмент. Применение такой технологии эффективно для обработки очень твердых и вязких сплавов и металлов.
Преимущества применения электрических методов обработки
Современные электрические методы обработки металлов используются в производстве довольно широко, поскольку имеют ряд преимуществ перед другими технологиями. Прежде всего, они дают возможность работать с очень прочными и твердыми материалами, которые невозможно обрабатывать другими методами.
Также технологии позволяют значительно сократить расход материалов, что особенно важно для ювелирной индустрии. Для выполнения всех задач не требуется применение специальных инструментов, таких как абразивы и кристаллы, которые имеют высокую прочность.
Все станки можно включать в автоматизированные линии, что дает возможность минимизировать участие человека в процессе, следовательно, и затраты на содержание квалифицированного штата.
Электрические методы обработки металлов, однако, имеют и некоторые недостатки, например, низкую скорость обработки и высокую энергозатратность. Несмотря на эти факторы, технологии активно развиваются и все чаще внедряются в производства самого различного типа.
Последние новинки в сфере электрической обработки металлов
Специализированная выставка «Металлообработка» состоится в московском ЦВК «Экспоцентр». Это одно из самых грандиозных международных мероприятий, которые проводятся на территории России и стран СНГ, в нем будут участвовать экспоненты из разных стран.
Гости выставки смогут узнать, какие электрические методы обработки металлов сейчас используются на лучших предприятиях, какие инновационные технологии предлагают специалисты ведущих компаний, и какие у них планы на будущее.
Источник
Тема 6.9 ПОНЯТИЕ ОБ ЭЛЕКТРИЧЕСКИХ СПОСОБАХ ОБРАБОТКИ МАТЕРИАЛОВ
Электрическая и ультразвуковая обработка позволяет выполнять операции в ряде случаев недоступные обработке резанием, например, получение отверстий очень малых диаметров с криволинейными осями, различных канавок, в том числе в заготовках из твердых сплавов, закаленных сталей и других материалов.
К наиболее распространенным видам элктрообработки относятся электроискровая и анодно-механическая обработка. Электроискровая обработка металлов осуществляется при их эрозии под действием искрового электрического разряда. Эта обработка применима только для материалов – проводников тока, т.е. практически для всех технических металлов и сплавов, в том числе твердых.
Установка работает на постоянном токе от генератора. Заготовка подключается анодом, а электрод – катодом. Параллельно электродам в цепь включают конденсатор, зарядка которого осуществляется через реостат, служащий регулятором зарядного тока. Между электродом-инструментом и электродом-заготовкой поддерживается зазор от нескольких сотых до нескольких десятых миллиметра; через этот зазор электрическим напряжением пробивается искровой разряд, накопленный в конденсаторе. Искровой заряд длится 10 -4 с и менее и сопровождается отрывом от анода частиц металла.
Для предотвращения перехода искрового разряда в электрическую дугу и для лучшего отвода выработанных частиц металла электроды помещают в жидкий диэлектрик или полупроводник (керосин, минеральное масло и пр.). Разряженный мгновенным искровым пробоем конденсатор затем вновь заряжается, накопленная энергия снова переходит в искровой заряд и т.д. Так, импульсы тока вызывают постепенное разрушение электрода-заготовки в месте действия электрода-инструмента, причем форма получаемой в заготовке полости соответствует контуру инструмента.
Производительность электроискровой обработки повышается с усилением тока, однако вместе с тем ухудшается качество обработки. Практически сила тока колеблется от 0,2 до 300 А. При малых токах может быть достигнута точность обработки до 0,02 мм и шероховатость поверхности Ra до 0,01 мкм. Электроды – инструменты делают из меди, латуни, чугуна, стали. Способом электроискровой обработки получают полости и отверстия всевозможных штампов, пресс-форм, кокилей; затачивают и доводят режущие инструменты, а также упрочняют их.
Анодно-механическая обработка применяется для разрезания заготовок, затачивания и доводки твердосплавных инструментов. Установка работает на постоянном токе низкого напряжения. Обрабатываемую заготовку подключают к аноду, а инструмент (режущий диск) – к катоду. При обработке диск вращается, а заготовка подается на него. При этом в рабочую зону подается жидкость, образующая на заготовке пленку, плохо проводящую ток (водные растворы силикатов натрия). В зависимости от плотности тока обработка происходит вследствие оплавления частиц в месте реза или вследствие их электрохимического растворения. При высоких плотностях тока частицы заготовки разогреваются, оплавляются и, перемещаясь к катоду, попадают в пленку, откуда центростремительной силой вращающегося диска выбрасываются. При небольших плотностях тока разогревание незначительно, и диск, вращаясь, удаляет продукты электрохимического растворения заготовки и вносит в рез свежую рабочую жидкость. Таким образом, диск постепенно внедряется в заготовку.
Из сказанного ясно, что диск может иметь меньшую твердость, чем обрабатываемая заготовка. Диски делают из меди, стали, чугуна.
 Рабочее напряжение при анодно-механической обработке составляет 10 – 30 В; плотность тока колеблется в широких пределах от 1 – 2 А/см 2 при доводке режущего инструмента до 300-400 А/см 2 при резке заготовок; окружная скорость диска 8 – 20 м/с, удельное давление диска на обрабатываемую поверхность 50 – 150 кПа. При небольших плотностях тока можно получить поверхность с малой шероховатостью (Ra = 0,2¸0,3 мкм).
Рабочее напряжение при анодно-механической обработке составляет 10 – 30 В; плотность тока колеблется в широких пределах от 1 – 2 А/см 2 при доводке режущего инструмента до 300-400 А/см 2 при резке заготовок; окружная скорость диска 8 – 20 м/с, удельное давление диска на обрабатываемую поверхность 50 – 150 кПа. При небольших плотностях тока можно получить поверхность с малой шероховатостью (Ra = 0,2¸0,3 мкм).
Ультразвуковая обработка с частотой колебаний 16 – 30 кГц пригодна для всех материалов, в том числе и непроводящих электрический ток. Ее применяют для получения отверстий (в том числе с криволинейной осью), канавок и резьбы в твердых сплавах, закаленных сталей, стекле, алмазе, кварце. Кроме того, ультразвуком очищают и отделывают поверхности (ультразвуковое шлифование и полирование). Точность ультразвуковой обработки достигает 3 мкм при малой шероховатости (Ra до 0,1 мкм).
Вибратор 1 (рисунок 71), изготовленный не сплошным, а из тонких пластин (чтобы уменьшить потери на вихревые токи и гистерезис), помещается в обмотке возбуждения 2, подключенной к генератору ультразвуковой частоты. Переменное магнитное поле определяет пульсирующую (соответственно частоте) деформацию, ферромагнитного вибратора, называемую магнитострикционным эффектом. Для усиления вибрации на переменное магнитное поле накладывается постоянное магнитное поле (катушка 3). Таким образом, электромагнитные колебания, поступающие от генератора, преобразуются в механическую вибрацию с амплитудой, измеряемой сотыми долями миллиметра; вибрация через стержень (концентратор) 4 передается инструменту 5. К рабочему торцу инструмента, изготовленного по форме наружного для заготовки 7 отверстия, подводится струя суспензии 6, содержащая абразивные зерна (мельчайшие частицы карбида бора, алмаза, карборунда). Действием вибрирующей рабочей поверхности инструмента абразивные зерна получают большое ускорение и бомбардируют заготовку с силой, в десятки тысяч раз превосходящую силу , адекватную массе этих зерен в состоянии покоя, что и определяет эрозию обрабатываемого материала в направлении движения инструмента.
Источник



