
- Основные способы электродуговой сварки
- Электродуговая сварка – виды, методы, технология
- Что собой представляет метод электродуговой сварки
- Характеристики электрической дуги
- Виды и методы электродуговой сварки
- Дуговая сварка. Сущность процесса. Виды дуговой сварки
- Тема 3.2.1 Дуговая сварка. Сущность процесса
Основные способы электродуговой сварки
В практике применяют два способа дуговой электросварки: неплавящимся электродом и плавящимся металлическим электродом.
При первом способе, разработанном русским инженером Н. Н. Бенардосом (1842—1905), сварку обычно производят угольным или вольфрамовым электродом по схеме, приведенной на рис. 1, а, постоянным током. Неплавящийся электрод обычно присоединяют к отрицательному полюсу генератора, изделие — к положительному полюсу. При сварке с обратной полярностью дуга получается менее устойчивой.
Второй способ сварки (плавящимся электродом) был разработан в 1801 г. Н. Г. Славя новым (рис. 1, б).

Схема дуговой электросварки: а — Способ Бернардоса; б – Способ Славянова; 1 – Держатель; 2 – Электрод; 3 – Электрическая дуга; 4 – Присадочный металл; 5 – Свариваемая деталь; 6 – Гибкий провод.
Различают три вида сварочной дуги:
Наиболее эффективна защита металла от воздействия окружающей среды при закрытой дуге погружением ее в жидкость, газовую среду или в гранулированные стекловидные флюсы.
Широкое применение получил способ защищенной электрической дуги; в нем металл защищен от воздействия окружающей среды сдоем шлака или оболочкой газа. Шлак образуется вокруг дуги за счет применения обмазанных электродов, слой покрытия которого плавится при нагревании. Иногда в зону сварки подают активные или инертные газы, изолирующие дугу от внешней среды. Неответственные изделия обычно сваривают открытой дугой без защиты от воздействия воздуха. Дуговую электрическую сварку, как уже отмечалось,
можно осуществлять на постоянном и переменном токе. Достоинство сварки на постоянном токе — повышенная устойчивость дуги и возможность использования прямой и обратной полярности для регулирования степени нагрева свариваемого изделия.
Более широко все же применяют сварку на переменном токе; оборудование здесь значительно дешевле, меньшей массы и габаритов, проще в эксплуатации. Кроме того, коэффициент полезного действия сварочных трансформаторов переменного тока составляет 0,8—0,85, а агрегатов постоянного тока 0,3—0,6.
При сварке переменным током расход электроэнергии на 1 кг наплавленного металла достигает 11—14 МДж (3—4 кВт-ч), а при сварке постоянным током—22—36 МДж (6—10 кВт-ч).
Недостатками сварки на переменном токе являются сравнительно низкий cosφ сварочного поста при сварке электродом с тонкой обмазкой (обычно 0,3—0,4) и меньшая устойчивость сварочной дуги.
Просмотров: 8090 Создан: 2012-09-11 Источник: Трубные технологии
Источник
Электродуговая сварка – виды, методы, технология
Сварка, для выполнения которой применяется зажженная электрическая дуга, является наиболее распространенным способом соединения металлов. Электродуговая сварка, отличающаяся исключительной универсальностью, сегодня успешно применяется практически повсеместно.

Процесс электродуговой сварки
Что собой представляет метод электродуговой сварки
Электродуговую сварку выполняют с обязательным использованием источника большого тока, который при этом отличается невысоким напряжением. Такое напряжение одновременно подается как на сварочный электрод (один контакт), так и на свариваемую заготовку (второй контакт). В результате взаимодействия заготовки и электрода между ними образуется электрическая дуга, именно за счет нее и происходит плавление кромок соединяемых деталей. Использование такой дуги, которая и необходима для преобразования энергии электрического тока в тепловую, позволяет получать в зоне электродуговой сварки температуру порядка 5000 градусов, которой вполне достаточно для того, чтобы расплавить любые из известных человечеству металлов.
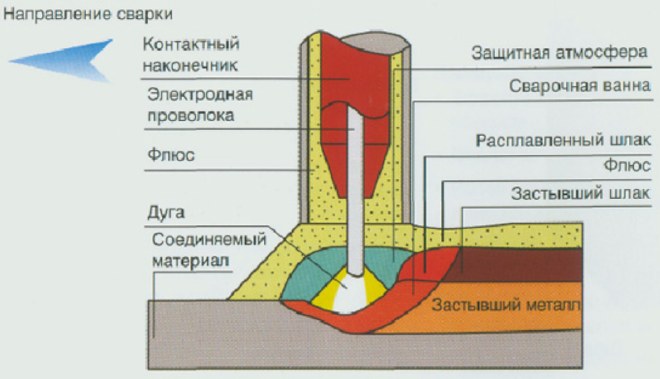
Технология электродуговой сварки предполагает одновременное плавление металла электрода и соединяемых деталей, за счет которых и формируется так называемая сварочная ванна. Именно в данной ванне и протекают все процессы, характерные для сварки: металл электрода взаимодействует с металлом соединяемых деталей, образуется шлак, который поднимается на поверхность расплавленной сварочной ванны и формирует защитную пленку.
Электродуговая сварка может выполняться электродами двух типов:
- не плавящимися в процессе получения сварного соединения;
- плавящимися.

Электроды для ручной дуговой сварки
Когда для электродуговой сварки используется неплавящийся электрод, для формирования сварного шва применяют специальную присадочную проволоку, вводимую в зону действия электрической дуги. При использовании электродов плавящегося типа, которые сами и формируют сварочный шов, в присадочной проволоке нет необходимости.
Чтобы электродуговая сварка проходила с высокой устойчивостью и дуга не гасла, в состав плавящихся электродов добавляют специальные присадки. Это может быть натрий, калий или другие элементы, отличающиеся хорошей степенью ионизации. Для защиты сварного шва от окисления могут использоваться различные газы:
Для выполнения электродуговой сварки с использованием таких газов необходимо использовать сварочные аппараты, в конструкции которых предусмотрены специальные головки. Через последние и подается защитный газ.
Для выполнения сварки с формированием электрической дуги использоваться может как постоянный, так и переменный ток. В большинстве случаев применение постоянного тока является более предпочтительным, так как это дает возможность минимизировать степень разбрызгивания расплавленного металла.
Характеристики электрической дуги
Электрическая дуга, которая формируется при помощи сварочного аппарата, – это, по сути, электрический разряд, протекающий в среде газов. Электрический ток, который перемещается в ней, получает такую возможность благодаря наличию в ней электрического поля. Такую дугу в целях упорядочения терминологии принято называть сварочной.
Сварочная дуга, которая является основным элементом формируемой электрической цепи, характеризуется снижением напряжения. Если сварочный электрод подсоединяется к плюсовому контакту сварочного аппарата, его называют анодом, если к минусовому — катодом. При выполнении электродуговой сварки с использованием переменного тока катоды и аноды попеременно меняются местами.
Важнейшим параметром сварочной дуги является расстояние между взаимодействующими электродами. Такой промежуток, по которому и протекает электрический ток, называется дуговым. Протекание электрического тока по такому промежутку возможно только в том случае, если в нем присутствуют заряженные частицы — электроны и ионы. Изначально, естественно, таких частиц в данном промежутке не существует. Чтобы они появились, необходимо, чтобы был запущен процесс ионизации.
Структура дуговой сварки
Ионизация дугового промежутка происходит следующим образом: с поверхности катода начинают испускаться электроны, которые и заряжают пары и газы, образующиеся над сварочной ванной. Сварочная дуга бывает:
- сжатого типа (ее сечение можно изменять при помощи сопла сварочного аппарата, величины электромагнитного поля, параметров газового потока);
- свободной (ее еще называют дугой прямого действия — параметры дуги данного типа не регулируются, они неизменны).
Виды и методы электродуговой сварки
Сегодня успешно используется несколько методов электродуговой сварки, выбор которых зависит от металлов, из которых сделаны соединяемые детали. Наиболее распространенным методом, используемым для соединения изделий как из черных, так и из цветных металлов, является ручная электродуговая сварка, при которой обязательно обеспечивают защиту сварочной зоны.
Сварка по данному методу выполняется следующим образом. Конец электрода, который подсоединен к электродержателю, начинает нагреваться, когда им прикасаются к соединяемым деталям. Именно в этот момент замыкается электрическая цепь. После того как конец электрода нагрелся, его аккуратно отводят от поверхности деталей на расстояние порядка 5 мм. Протекание электрического тока после такого отвода осуществляется уже через тело зажженной дуги.

Дуговая сварка трубы плавящимся электродом
Чтобы повысить устойчивость дуги, защитить как дугу, так и зону расплавленного металла от негативных внешних факторов, внести в металл шва специальные раскислители, делающие его более чистым, используют специальную обмазку, наносимую на металлический электродный стержень.
Практически по такой же схеме выполняют электродуговую сварку под слоем защитного флюса, для чего применяются специальные сварочные аппараты, преимущественно автоматического типа. Роль электрода при таком методе выполняет сварочная проволока, которая автоматически подается из специальной бобины. При использовании такой технологии можно с высокой скоростью сваривать изделия большой толщины. Конечно, эти изделия необходимо тщательно подготовить к процессу сварки, на что требуется затратить немало времени и усилий.
Большое распространение получила электродуговая сварка, которая выполняется неплавящимся электродом, изготовленным из вольфрама. Делают такую сварку в среде защитных газов, которые подаются через сопло сварочного аппарата. Здесь используются углекислый газ, гелий или аргон. Данную технологию применяют, чтобы соединить детали, изготовленные из нержавеющей стали, никеля или алюминиевых сплавов.

Инверторный сварочный аппарат для электродуговой сварки
Для электродуговой сварки с применением защитных газов может также использоваться и плавящаяся электродная проволока. В зону сварки такая проволока подается из специальной бухты. Защитный газ подается через то же самое сопло, через которое поступает и сварочная проволока. Большим преимуществом данной технологии (которая относится к категории газоэлектрической) является возможность регулировки параметров сварочной дуги за счет незначительного изменения состава защитной газовой смеси.
С помощью этой газоэлектрической технологии можно соединять металлы, отличающиеся высокой химической активностью (медь, нержавеющая сталь, магний и др). Следует отметить несколько наиболее значимых преимуществ данной технологии:
- возможность легко выполнять электродуговую сварку деталей, находящихся в различном пространственном положении;
- хороший обзор зоны сварки;
- возможность выполнять электродуговую сварку с высокой скоростью;
- высокая чистота сварочных швов;
- возможность сваривать как очень толстые, так и очень тонкие детали.
Электродуговую сварку можно выполнять при помощи электрода, который имеет трубчатое сечение. Материалами для изготовления таких электродов служат порошковая проволока и смесь флюсов, которые формируют защитный слой сварочной ванны. Присадочным материалом при электродуговой сварке по данной технологии служит сам электрод.
Источник
Дуговая сварка. Сущность процесса. Виды дуговой сварки




![]()
![]()
Тема 3.2.1 Дуговая сварка. Сущность процесса
Вопросы:
2. Понятие об электрической дуге и ее основные свойства.
3. Сварочная проволока.
1. Дуговой сваркой называют сварку плавлением, при которой нагрев осуществляется электрической дугой. Электрическая дуга представляет собой длительный устойчивый электрический разряд между двумя электродами в ионизированной атмосфере газов и паров металла. Явление электрической дуги открыл В. В. Петров в 1802 г. Русский инженер Н. Н. Бенардос в 1882 г. первым в мире применил электрическую дугу для сварки металлов угольным электродом на постоянном токе. В 1888 г. русским инженером Н. Г. Славяновым был разработан способ дуговой сварки металлическим электродом, который в настоящее время является самым распространенным в технике. Этим способом можно сваривать постоянным и переменным током. В 1940 г. советский ученый Е. О. Патон разработал автоматическую сварку металлов под слоем флюса. Наша страна является родиной многих других открытий в области сварочного производства. Преимущественное применение имеет сварка переменным током. Это связано с тем, что стоимость электросварочного оборудования и расход электроэнергии для переменного тока значительно ниже, чем для постоянного.
Электрическая дуговая сварка в настоящее время является важнейшим промышленным видом сварки металлов и занимает по числу действующих установок, занятых рабочих и стоимости выпускаемой продукции, первое место среди других способов сварки.
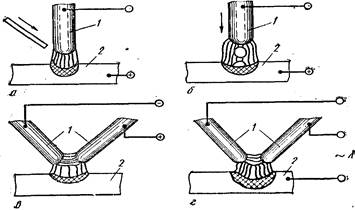
Рис. 65 Способы электродуговой сварки:
а – неплавящимся электродом (способ Бенардоса); б – плавящимся электродом (способ Славянова); в – сварка дугой косвенного действия; г – сварка трехфазной дугой
Источником тепла при дуговой сварке служит электрическая дуга, которая горит между двумя электродами; при этом, как правило, одним электродом является свариваемая заготовка. В зависимости от материала и количества электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие способы дуговой сварки:
сварка неплавящимся электродом (рис. 65, а) – угольным (способ Бенардоса) или вольфрамовым. Соединение осуществляется либо путем расплавления только одного основного металла 2,либо с применением присадочного металла;
сварка плавящимся электродом по способу Славянова (рис. 65, б). Электрод 1 подается в сварочную ванну жидким металлом;
сварка дугой косвенного действия (рис. 65, в). Дуга горит между двумя плавящимися или неплавящимися электродами 1,основной металл 2 нагревается и плавится теплом, излучаемым столбом дуги;
сварка трехфазной дугой (рис. 65, г). Два электрода 1 и деталь 2 подключены к разным фазам трехфазного тока; дуга возникает между электродами, а также между каждым электродом и основным металлом.
2. Электрическая дуга является мощным электрическим разрядом в ионизированной газовой среде. При низкой температуре газ не проводит электрический ток. Газ может проводить электрический ток лишь в том случае, если в газе появляются электрические частицы – ионы, и в этом случае его называют ионизированным. При дуговом разряде выделяется значительное количество тепла, происходит ионизация газов.
Сильно ионизированный газ столба электрического разряда – дуги обладает повышенной электропроводностью, приближающейся к электропроводности металлов, и обеспечивает поддержание устойчивого разряда при прохождении тока. Основаниями столба дугового разряда служат резко ограниченные области на поверхности электродов –электродные пятна (катодные и анодные). Ионизация газа происходит в основном в результате соударений молекул с электронами, имитирующими с поверхности отрицательного электрода (катода). С увеличением силы тока увеличивается кинетическая энергия электронов.
В дуге происходит взаимная бомбардировка катода положительными ионами и анода отрицательными ионами и электронами; в результате этого кинетическая энергия частиц переходит в тепловую и происходит нагрев и расплавление электрода и основного металла.

На рис. 66 схематически показан процесс зажигания дуги при сварке. Он состоит из трех этапов: короткое замыкание электрода на заготовку, отвод электрода на расстояние 3…6 мм и возникновение устойчивого дугового разряда.
Короткое замыкание (рис. 66, а) производится с целью разогрева торца электрода 1 и основного металла в зоне контакта с электродом 2. После отвода электрода (рис. 66, б) с его разогретого торца, являющегося катодом, под действием электрического поля происходит эмиссия электронов 3. Столкновение быстродвижущихся по направлению к аноду электронов с молекулами газон и атомами паров металлов приводит к их ионизации 4. В результате дуговой промежуток становится электропроводным и через него начинается разряд электрического тока. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда (рис. 66, в).
Источник



