
3. Дублирование деталей
Для  улучшения внешнего вида пиджака и придания ему формоустойчивости производят дублирование полочек, боковых частей полочек и спинки, подбортов, верхнего воротника, клапанов и листочки с клеевыми прокладочными материалами. Детали из прокладочных материалов уже деталей из основной ткани на 0,3 — 0,5 см.
улучшения внешнего вида пиджака и придания ему формоустойчивости производят дублирование полочек, боковых частей полочек и спинки, подбортов, верхнего воротника, клапанов и листочки с клеевыми прокладочными материалами. Детали из прокладочных материалов уже деталей из основной ткани на 0,3 — 0,5 см.
Долевая нить на клеевых деталях должна проходить в строгом соответствии с направлением долевой нити на деталях из основной ткани.
Дублирование деталей осуществляется путем влажно-тепловой обработки на прессах с плоскими подушками большой площади и при обработке узлов — на прессах с подушками, форма которых соответствует форме обрабатываемой части изделия.
При соединении прокладок с основными деталями на передвижные рамы пресса кладут основные детали лицевой стороной вниз и на их изнаночную сторону укладывают прокладки клеевым покрытием вниз. Детали прессуют при температуре 140 — 150°С.
Полочки соединяют с клеевой прокладкой по всей поверхности.
Боковые отрезные части полочек соединяют с клеевой прокладкой около пройм, в месте расположения прореза бокового кармана и по низу; прокладку по низу прокладывают со стороны припуска на подгиб, располагая срез прокладки по линии подгиба. Боковые отрезные части могут быть соединены с клеевой прокладкой и по всей поверхности деталей (рис. 7, а).
Подборт в верхней части соединяют с клеевой прокладочной тканью таким образом, чтобы срезы прокладки входили в шов раскепа и шов обтачивания борта (рис. 7, 6).
Для предохранения срезов от растяжения и для сохранения конфигурации конструктивных линий спинки по горловине, низу, на участке припуска на обработку шлицы (рис. 7, в) прокладку соединяют на прессах с плоскими подушками, на участке проймы — электроутюгом, отступая от срезов проймы на 0,3 см и сутюживая образовавшуюся при формовании слабину, равную 0,5 см.
Верхний воротник соединяют с прокладкой, располагая ее на расстоянии от срезов стойки и раскепа, равном 0,3 см, по отлету — 1,5 см, по концам край прокладки располагается на линии перегиба концов воротника (рис. 7, г).
Прокладку клапана располагают на расстоянии 0,3 см от срезов (рис. 7, д). Долевая нить прокладки должна совпадать с долевой нитью основной ткани.
Прокладку листочки располагают на расстоянии 1 см от верхнего и нижнего срезов и 1,5 см от боковых (рис. 7, е). Долевая нить прокладки располагается вдоль детали.
Источник
Особенности дублирования деталей мужских пиджаков и пальто




![]()
![]()
Дублирование деталей клеевыми прокладками для придания им формы и ее сохранения
Наиболее распространенным способом закрепления формы является дублирование деталей клеевыми прокладками, т.е. соединение с прокладочными материалами деталей одежды по всей поверхности (так называемое фронтальное дублирование) или отдельных частей.
Основным требованием по качеству дублирования является точность наложения клеевых прокладочных деталей на детали верха. Если прокладка будет меньше детали верха, то готовая деталь, а следовательно, и изделие будут с дефектом; если клеевая прокладка будет больше детали ве рха, то во время склеивания она прилипнет к подушкам пресса, столу или к другим частям оборудования. Во время отрывания прокладки может возникнуть нарушение целостности клеевого соединения. Кроме того, загрязнение последующих обрабатываемых деталей.
Особенности дублирования деталей мужских пиджаков и пальто
Детали из прокладочных материалов с клеевым покрытием выкраивают по форме основной детали так, чтобы срезы прокладок входили в припуски на швы на 1-2 мм.
В местах расположения вытачек прокладка не доходит до срезов вытачек на 7мм (рис.2.6,а). Расстояние от срезов прокладки ( рис.2.6,а,б,в) до срезов низа изделия : в пиджаках 30 мм и в пальто 35мм.
С целью увеличения жесткости и формоустойчивости полочки обрабатывают с дополнительными накладками в области плеча, груди, лацкана.
Плечевую накладку укладывают на полочку не доходя до плечевого среза 20-25 мм и до среза проймы на 5-7 мм (рис.2.6,г).
Прокладку в области лацкана располагают, не доходя до среза лацкана 7 мм и до среза уступа лацкана 10 мм и переходя за линию перегиба лацкана на 15-20 мм (рис.2.6,д).
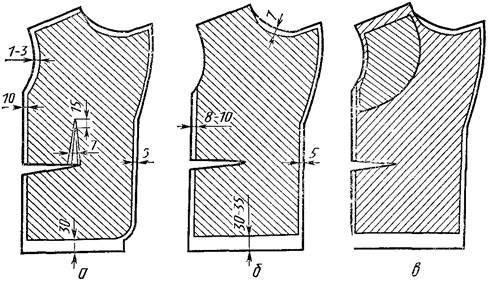
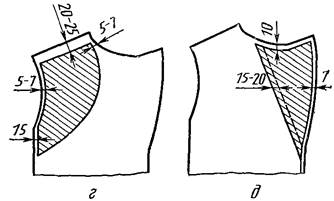
Рис. 2.6 — Расположение клеевых прокладок на полочках пиджака и пальто
При обработке мужского пиджака возможен следующий способ соединения полочек с прокладкой. Пакет бортовой прокладки состоит и двух слоев бортовой ткани: основной детали и накладки с клеевым покрытием. Долевые нити в накладке располагают относительно нитей утка основной детали под углом 30 ± 5° или 75 ± 5°. Дублирование выполняют на прессах с подушками для формования полочек пиджака. Формование и дублирование бортовых прокладок осуществляется за один прием. На подушку пресса поочередно укладывают полочку пиджака, прокладку 1 (рис. 2.7), основную деталь бортовой прокладки 2, клеевую накладку 3 и, закрывая подушки пресса, формуют полочку, одновременно скрепляя детали друг с другом.
Бортовая прокладка не имеет вытачек и ее формование (придание необходимых выпуклостей) осуществляется в результате изменения углов наклона основных (или уточных) нитей ткани.
Процесс формования спинки выполняют в 2 приема: формуют спинку и закрепляют объемную поверхность прокладкой с клеевым покрытием 1 (см. рис. 6.10). Нити основы прокладки должны быть расположены по отношению к нитям основы спинки под углом 45 ± 10°. При таком способе обработки спинки нет необходимости в посадке плечевого среза и в прокладывании кромки около среза проймы.

Одним из прогрессивных направлений, способствующих улучшению качества одежды, является создание новых видов прокладочных материалов, это термоклеевые многозональные прокладочные ткани, предназначенные для дублирования полочек мужских пиджаков.
Отличительной особенностью многозональных прокладочных тканей является наличие ярко выраженных зон (как правило трех) расположенных в следующей последовательности: 1 – жесткая, 2 – переходная (полужесткая), 3 – мягкая.
Каждая зона имеет определенные свойства и отличается от других зон по сырьевому (волокнистому) составу: толщине, ширине, переплетению, жесткости, поверхностной плотности и т.д.
Жесткая зона имеет наибольшие по сравнению с другими зонами поверхностную плотность и жесткость. Вырабатывается из пряжи, включающей х/б, вискозные и шерстяные волокна в различных сочетаниях с прокладыванием просновок из натурального волоса или химических упругих нитей. Располагается эта зона не ниже 2 см глубины проймы и не попадает в шов стачивания вытачек на полочках.
Переходная зона может иметь подзоны, в каждой из которых разнообразные по волокнистому составу нити чередуются друг с другом, благодаря чему достигается постепенное снижение жесткости от жесткой зоны к мягкой. Должна располагаться выше линии бокового кармана не менее чем на 2-3см.

Мягкая зона состоит из однородной пряжи и имеет наименьшую из всех зон поверхностную плотность и жесткость.
В зависимости от свойств многозональной прокладочной ткани и материала верха пиджака прокладка может быть выкроена с лацканом или без, для уменьшения его жесткости. Отрезанную часть лацкана заменяют прокладкой, выкроенной из мягкой зоны.
Если материалы, применяемые для пошива одежды, имеют большую подворсовку с изнаночной стороны, то их дублирование клеевыми прокладками не производится, т.к. наличие ворса препятствует приклеиванию прокладки. В этом случае используют каркасный пакет прокладок, не имеющий клеевого соединения с материалом верха одежды.
Источник
Дублирование основных деталей
Дублирование деталей клеевыми прокладочными материалами производят для придания им формоустойчивости, улучшения внешнего вида изделия деталей.
Соединяют клеевые прокладочные материалы с деталями прессованием.
Клеевая прокладка может располагаться:
· по всей поверхности материала;
· на отдельных участках поверхности материала;
· в один или несколько слоев.
Клеевые кромки или полоски термоклеевого прокладочного материала,выкроенные по форме срезов, применяют для предохранения от растяжения краев и срезов деталей одежды:
· по низу спинки (со стороны припуска на подгибку спинки);
· для предохранения краев карманов от растяжения;
· деталей накладных карманов;
· окатов и низа рукавов.
Применение клеевых кромок или полосок,
выкроенных по форме срезов, при обработке деталей спинки


Применение клеевых кромок или полосок,
выкроенных по форме срезов, при обработке краев карманов

Применение клеевых кромок или полосок, выкроенных
по форме срезов, при обработке деталей накладных карманов

Применение клеевых кромок или полосок,
выкроенных по форме срезов, при обработке окатов и низа рукавов

Придание деталям одежды требуемой формоустойчивостидостигается путемизготовления в изделиях верхней одежды многослойных бортовых прокладок клеевых или неклеевых.
Общие принципы формирования многослойных бортовых прокладок в верхней одежде.Конструкция и способы обработки бортовой прокладки зависят от вида одежды (мужская или женская, пальто или костюм), от особенностей конструкции модели (жесткая конструкция или мягкая, с застежкой доверху или до лацкана), от свойств применяемых материалов. Так, для придания жесткости и упругости, уплотнения изделия в области плеча применяют плечевые накладки, а в области груди – накладки в области груди (волосяные или с капроновыми мононитями в утке) или дополнительный слой.
Бортовая прокладка может быть мягкой формы и состоять из одного слоя (например, женские и детские пальто прямого и трапециевидного силуэта). Бортовая прокладка может быть уплотнена в области плеча плечевыми накладками (в моделях, требующих более жесткой формы и прилегающего силуэта, например, женские и детские изделия). Для получения более определенной формы изделия бортовая прокладка может быть уплотнена как в области плеча плечевыми накладками так и в области груди дополнительными накладками (как правило, для мужских пальто и пиджаков) из бортовой волосяной ткани или просто дополнительным слоем в области груди и плеча из бортовой ткани или нетканых материалов с клеевым покрытием или без него.
Таким образом, женские изделия обычно делают менее жесткими без дополнительных накладок или с накладками только в области плеча и очень редко в области груди. Последние применяют лишь в моделях, требующих жесткой формы. Бортовые прокладки в изделиях мягкой формы выкраивают меньшего размера. В изделиях из мягких материалов и объемных мягких форм (с рубашечным или цельновыкроенным рукавами) бортовые прокладки можно располагать только по борту и выкраивать из нетканых материалов.
В мужских изделиях бортовая прокладка представляет собой пакет, состоящий из основного слоя и дополнительных деталей — плечевой накладки (из бортовой ткани или нетканых материалов) и накладки на грудь (из бортовой волосяной ткани) или дополнительного слоя в области груди и плеча.
Дублирование – соединение мелких деталей изделий с термоклеевыми прокладочными материалами по всей поверхности детали или ее части. Фронтальное дублирование – это соединение основных (крупных) деталей одежды (например, полочек) с термоклеевыми прокладками по всей поверхности детали или ее части. Дублированию не подлежат швейные изделия из материалов, имеющих ярко выраженную рельефную структуру и сильную подворсовку изнаночной стороны. В этом случае, для придания формоустойчивости деталям швейных изделий применяют неклеевые материалы или каркасный пакет прокладок, не имеющий клеевого соединения с материалом верха.
Основным требованием к прокладочным материалам, применяемым для фронтального дублирования, является их высокая формовочная способность. Это обеспечивают материалы на тканой или трикотажной основе.
При фронтальном дублировании в качестве основного слоя могут быть использованы многозональные прокладочные ткани с клеевым покрытием. Чаще всего они имеют три зоны: жесткая, полужесткая (переходная), мягкая. Такие ткани имеют и многозональное клеевое покрытие. Каждая зона в раппорте характеризуется определенными свойствами и отличается от других зон по сырьевому составу, толщине, ширине, переплетению, жесткости, поверхностной плотности и т.д. Прокладка может выкраиваться с лацканом или без него. На рисунках представлены методы клеевой обработки полочек мужских пиджаков, рекомендуемые фирмой «Хензель». Методы предполагают использование многозональной прокладочной ткани 1, кромок 2, отрезного лацкана 3, полосок прокладочного материала, выкроенных по форме срезов 4, верхней плечевой накладки 5 и дополнительного слоя 6.
Фронтальное дублирование полочек

Метод обработки, в котором для увеличения формоустойчивости, для повышения жесткости плечевого пояса, придания упругости полочкам мужского пиджака кроме фронтального дублирования применяются дополнительные накладки в области плеча, а для повышения устойчивости выпуклости груди после дублирования с клеевой прокладкой на полочках мужской одежды применяют дополнительную бортовую прокладку.
Фронтальное дублирование полочек с использованием плечевой накладки и прокладок, выкроенных по форме срезов

Лацканы дополнительно могут быть продублированы нетканым термоклеевым прокладочным материалом. Дополнительный слой выкраивают из бортовой ткани. Внутренний срез этого слоя, не доходящего до линии лацкана на 5 мм, прикрепляют к полочке с помощью клеевой кромки шириной 20 мм. В низ изделия и рукавов прокладывают прокладку из нетканого полотна с перфорацией, что позволяет фиксировать линию перегиба без предварительной намелки.
Фронтальное дублирование полочек с использованием дополнительного слоя

Повышения формоустойчивости деталей одежды можно достичь дублированием на объемной поверхности прокладками с клеевым покрытием, нити которых располагаются под определенным углом к нитям основы деталей верха.
Дублирование основных деталей мужского пиджака









2. Обработка срезов и вытачек




Обработка шлиц



| · 2 |
| 3 |
| 1 |
Обработка разрезов

5. Обработка переда и спинки с кокетками


Обработка низа отлетных кокеток
Обработка складок
Для отделки швейных изделий применяют различные виды складок, обработка которых зависит от применяемого материала верха, оборудования и модели.
| Стачная односторонняя из одной детали | Стачная соединительная складка из двух деталей |
| Стачная двухсторонняя бантовая складка из одной детали | Стачная встречная складка из одной детали |
| Настрочная односторонняя складка на одной детали | Настрочная соединительная односторонняя складка из двух деталей |
| Настрочная двухсторонняя бантовая складка из одной детали | Настрочная встречная складка из одной детали |



