
Большая Энциклопедия Нефти и Газа
Диаметр — присадочная проволока
Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и способа сварки. [2]
Диаметр присадочной проволоки зависит от толщины свариваемого металла. [3]
Диаметр присадочной проволоки подбирают в зависимости от толщины свариваемого металла и способа сварки. При правом способе сварки стыков труб со стенкой толщиной до 3 ым необходимо применять проволоку диаметром 2 мм, толщиной более 3 до 8 мм — диаметром 3 мм, при левом способе следует использовать проволоку диаметром 3 мм для сварки стыков труб с толщиной стенки до 8 мм. [4]
Диаметр присадочной проволоки d при сварке левым способом металла толщиной до 15 мм определяется по формуле d 0 55 1 мм, при правом способе равен половине толщины свариваемого металла. [5]
Диаметр присадочной проволоки для сварки низкоуглеродистой стали толщиной до 15мм принимается равным: приправой способе — 0 5 толщины свариваемого металла; при левом способе на 1 мм больше. При сварке стали толщиной более 15 мм пользуются присадочной проволокой диаметром 6 — 8 мм. [6]
Диаметр присадочной проволоки d ( мм) при сварке металла толщиной до 15 мм левым способом определяют по формуле d 5 / 2 1, где S — толщина свариваемой стали, мм. [7]
Диаметр присадочной проволоки определяют также в зависимости от толщины материала деталей: й 0 5 / г мм. [8]
Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и способа сварки. [10]
Диаметр присадочной проволоки подбирается в зависимости от толщины свариваемого металла и способа сварки. При правом способе сварки стыков труб с толщиной стенки до 3 мм должна применяться проволока диаметром 2 мм, с толщиной стенки от 3 до б мм — 3 мм; при левом способе — проволока диаметром 3 мм для стыков труб с толщиной стенки до 5 мм. [11]
Диаметр присадочной проволоки подбирают в зависимости от толщины свариваемого металла и способа сварки. При правом способе сварки стыков труб со стенкой толщиной до 3 мм необходимо применять проволоку диаметром 2 мм, толщиной более 3 мм — диаметром 3 мм, при левом способе сварки стыков труб со стенкой толщиной до 5 мм — проволоку диаметром 3 мм. [12]
Диаметр присадочной проволоки подбирают в зависимости от толщины свариваемого металла и способа сварки. При правом способе сварки стыков труб со стенкой толщиной до 3 мм необходимо применять проволоку диаметром 2 мм, толщиной более 3 мм — диаметром 3 мм, при левом способе сварки стыков труб со стенкой толщиной до 5 мм — проволоку диаметром 3 мм. [13]
Диаметр присадочной проволоки d выбирают в соответствии с толщиной s основного металла. [15]
Источник
Способы газовой сварки
Левый и правый способы газовой сварки
В практике различают два способа ручной газовой сварки: правый и левый.
Левым способом газовой сварки называется такой способ, при котором сварку ведут справа налево, сварочное пламя направляют на еще несваренные кромки металла, а присадочную проволоку перемещают впереди пламени. Левый способ наиболее распространен и применяется при сварке тонких и легкоплавких металлов. При левом способе сварки кромки основного металла предварительно подогревают, что обеспечивает хорошее перемешивание сварочной ванны. При этом способе сварщик хорошо видит свариваемый шов, поэтому внешний вид шва лучше, чем при правом способе.
Правым способом газовой сварки называется такой способ, когда сварку выполняют слева направо, сварочное пламя направляют на сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой. Мундштуком горелки при правом способе выполняют незначительные поперечные колебания. Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха и замедленное охлаждение металла шва в процессе кристаллизации. Качество шва при правом способе выше, чем при левом. Теплота пламени рассеивается меньше, чем при левом способе. Поэтому при правом способе сварки угол разделки шва делается не 90°, а 60-70°, что уменьшает количество наплавляемого металла и коробление изделия.

а — левый, б — правый
Рисунок 1 — Способы газовой сварки
Правый способ экономичнее левого, производительность сварки при правом способе на 20-25% выше, а расход газов на 15-20% меньше, чем при левом. Правый способ целесообразно применять при сварке деталей толщиной более. 5 мм и при сварке металлов с большой теплопроводностью. При сварке металла толщиной до 3 мм более производителен левый способ.
Мощность сварочной горелки для стали при правом способе выбирается из расчета ацетилена 120-150 дм 3 /ч, а при левом — 100-130 дм 3 /ч на 1 мм толщины свариваемого металла.
Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки. При левом способе сварки диаметр присадочной проволоки d=S/2+1 мм, а при правом d-S/2 мм, где S — толщина свариваемого металла, мм.
Газовая сварка пламенем повышенной мощности
При этом способе газовой сварки горелка берется мощностью в два раза большей, чем при обычном способе сварки, и устанавливается пламя с избытком ацетилена на 7-10%. Кромки металла нагреваются только до начала оплавления. Газовая сварка стали производится следующим образом. Кромки нагреваются науглероживающим пламенем, вследствие чего верхний слой их обогащается углеродом и температура плавления металла понижается. При температуре 1200°С кромки начинают оплавляться (потеть). В это время в сварочный шов вводят присадочную проволоку, нагретую до плавления. Расплавленный металл проволоки растворяет науглероженный верхний слой основного металла и прочно соединяется с ним. Глубокое расплавление кромок производить нельзя, так как получится высокоуглеродистый хрупкий слой.
Диаметр проволоки берут больший, чем при обычной сварке. Скос кромок 60-70°С. Газовая сварка производится правым способом. Этот способ обеспечивает большую скорость сварки, но требует высокой квалификации сварщика.
Источник
Способы ручной газовой сварки
Сообщение об ошибке
Газовая сварка — это сварка плавлением металла, который разогревают пламенем горелки. При нагреве кромки свариваемых заготовок расплавляются вместе с присадочным материалом, который дополнительно вводится в пламя горелки. После кристаллизации жидкого металла образуется сварочный шов. К преимуществам газовой сварки относится простота способа, несложность оборудования, отсутствие источника электрической энергии.
К недостаткам газовой сварки относится меньшая производительность, сложность механизации, большая зона нагрева и более низкие механические свойства сварных соединений, чем при дуговой сварке. Кроме того, к недостаткам газопламенной сварки относят низкий КПД теплотворной способности горючего газа, так как всего 6— 7% тепла, выделяемого при сгорании ацетилена, расходуется на сварку металла. Остальное тепло тратится на излучение и конвекцию, потери от неполноты сгорания газа, нагрев прилегающих к шву участков, разбрызгивание металла и т.д.
Во время газовой сварки в правой руке сварщик держит горелку, а в левой — присадочную проволоку. Пламя горелки направляют на свариваемый металл так, чтобы кромки находились в восстановительной зоне пламени на расстоянии 2—6 мм от конца ядра. Не следует касаться расплавленного металла концом ядра пламени, так как это вызывает науглероживание сварочной ванны. Конец присадочной проволоки должен находиться в восстановительной зоне или быть слегка погруженным в сварочную ванну.
Режимы газовой сварки
Режимы газовой сварки определяют:
- мощностью сварочного пламени
- углом наклона присадочного материала и мундштука горелки
- диаметром присадочного материала
- скоростью сварки.
Сварочное пламя должно обладать достаточной тепловой мощностью, которую выбирают в зависимости от толщины свариваемого металла и его физических свойств. Выбор режимов сварки целиком и полностью зависит от толщины свариваемых деталей.
Мощность сварочного пламени напрямую зависит от расхода горючего газа и для ацетиленовой сварки ее приближенно можно определить по формуле:
Vа = k•S
Где Va — мощность пламени, определяема расходом ацетилена, л/час; S — толщина свариваемого материала, мм; к — коэффициент пропорциональности, величина которого зависит от вида стали.
К примеру, для низкоуглеродистой стали и чугуна к = 100 — 130, а для высокоуглеродистой стали к = 75 100. Для алюминия и его сплавов к = 100 — 15 для медных сплавов — 150 — 225. Изменяя тепловую мощность пламени, сварщик в довольно широк пределах может регулировать скорость нагрев расплавления металла, что является одним преимуществ газопламенной сварки.
Угол наклона мундштука сварочной горелки увеличивают с увеличением толщины свариваемого металла. Зависимость угла наклона для сварки сталей приведена на рис. 2. Если сваривают цветные металлы, теплопроводность которых выше стали, то угол наклона мундштука немного увеличивают.
Диаметр присадочного материала подбирают в зависимости от толщины свариваемых деталей и метода наложения шва. Обычно диаметр присадочной проволоки равен половине толщины свариваемого металла. Практически при толщине металла более 15 м присадочный материал берут диаметром 6—8 мм.
Скорость сварки является величиной, от зависящей толщины свариваемого металла и его свойств. Определяют скорость сварки по формуле:
V = А/S
Где А — коэффициент, зависящий от свойств материала и для сталей средней толщины равняется 12 — 15, S — толщина свариваемого металла, мм.
Способы ручной газовой сварки
При ру чной сварке сварщик держит в правой руке сварочную горелку, а в левой — присадочную проволоку. Пламя горелки сварщик направляет на свариваемый металл так чтобы кромки находились в восстановительной зоне пламени на расстоянии 2 — 6 мм от конца ядра. Нельзя касаться поверхности расплавленного металла концом ядра, так как это вызовет науглероживание металла сварочной ванны. Конец присадочной проволоки должен находиться в восстановительной зоне пламени или быть погруженным в ванну.
Скорость нагрева можно регулировать, изменяя угол наклона мундштука к поверхности свариваемого металла. Чем больше этот угол, тем больше тепла будет передаваться от пламени металлу, тем быстрее он будет нагреваться, и тем глубже проплавление (провар) металла (рис. 1, а и б ). При сварке толстого или хорошо проводящего тепло металла (например, красной меди) угол мундштука а должен быть больше, чем при сварке металла тонкого или с низкой теплопроводностью. На рис. 2 показаны углы наклона, которых следует придерживаться при левой сварке стали.
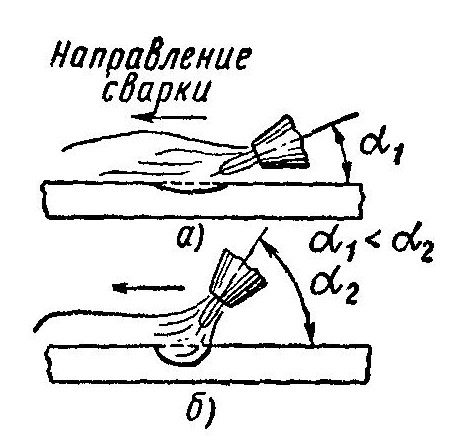
Рис. 1. Влияние угла наклона мундштука горелки на глубину проплавления: а — сварка п ри малом угле, б — сварка пр и большем угле
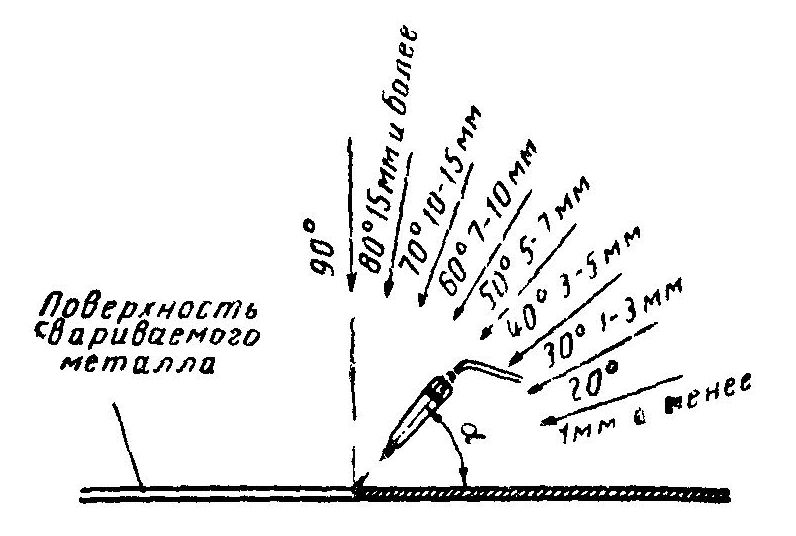
Рис. 2. Углы наклона мундштука горелки в зависимости от толщины металла
Р аспределения жидкого металла по шву, а также регулирования скорости плавления кромок и присадочной прово ло ки достигают соответствующим перемещением сварочного пл амени по шву. На рис. 3 показаны способы перемещения к онца мундштука по шву. Основным является перемещение му ндштука вдоль шва. Поперечные и круговые движения к онцом мундштука являются вспомогательными и служат для регулирования скорости прогрева и расплавления кромок, а также способствуют образованию нужной формы шва.
Способ 1 ( р ис. 3) применя ю т при сварке тонких листов, способы 2 и 3 — при сварке листов средней толщины. Нужно стремиться, чтобы металл ванны всегда был защищен от действия окружающего воздуха газами восстановительной зоны пламени. Поэтому способ 4, при котором пламя периодически отводится в сторону, применять не рекомендуется, так как это вызывает окисление металла кислородом воздуха.
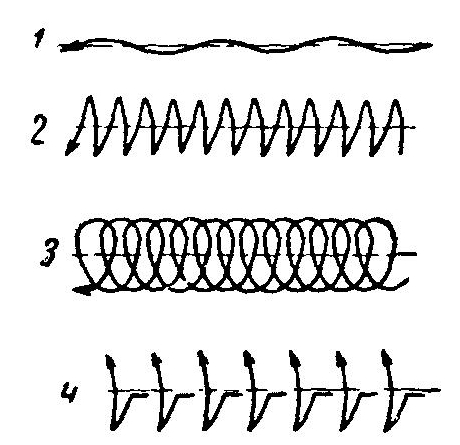
Рис. 3. Способы перемещения мундштука горелки при газовой сварки
Рассмотрим некоторые основные способы газовой сварки.
Левая сварка (рис. 4, а). Наиболее распространенный способ, который применяют при сварке тонких деталей, а также деталей из легкоплавких металлов. Горелку перемещают справа налево, а присадочную проволоку передвигают впереди пламени, которое направляют на еще не сва р енный участок шва. На рис. 4, б показана схема движения мундштука и проволоки, на рис. 4, в — углы наклона мундштука и проволоки. Мощность пламени при левой сварке стали берут от 100 до 130 дм з ацетилена в час на 1 мм толщины металла.
Правая сварка (рис. 5, а). Горелку ведут слева направо, а присадочную проволоку перемещают вслед за горелкой. Пламя направляют на конец проволоки и уже сваренный участок шва. Мундштуком производят лишь незначительные поперечные колебания, а при сварке стали толщиной менее 8 мм мундштук передвигают вдоль оси шва без поперечных движений. Конец проволоки держат погруженным в сварочную ванну и спиралеобразными движениями перемешивают им жидкий металл, что облегчает удаление окислов и шлаков. Тепло пламени рассеивается в меньшей степени и используется лучш е, чем при правой сварке. По этому при правой сварке угол раскрытияя шва можно делать не 90 º, а 60 — 70 º , что уменьш ает количество наплавляемого металла, расход проволоки и коробление изделия от усадки металла шва.
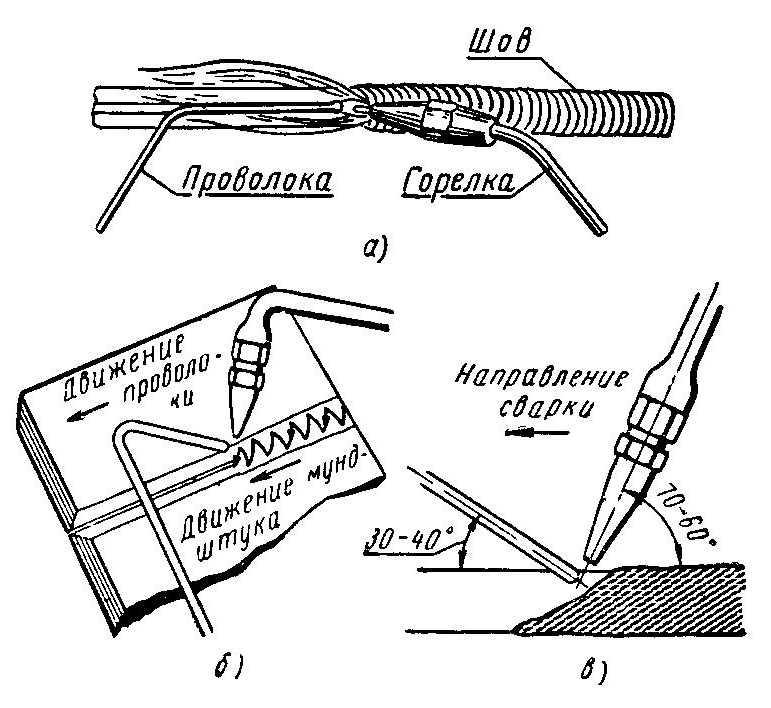
Р и с. 4. Лева я сварк а : б — схе ма движения мундштука и пр оволоки, в — угл ы наклона мундштука и проволоки
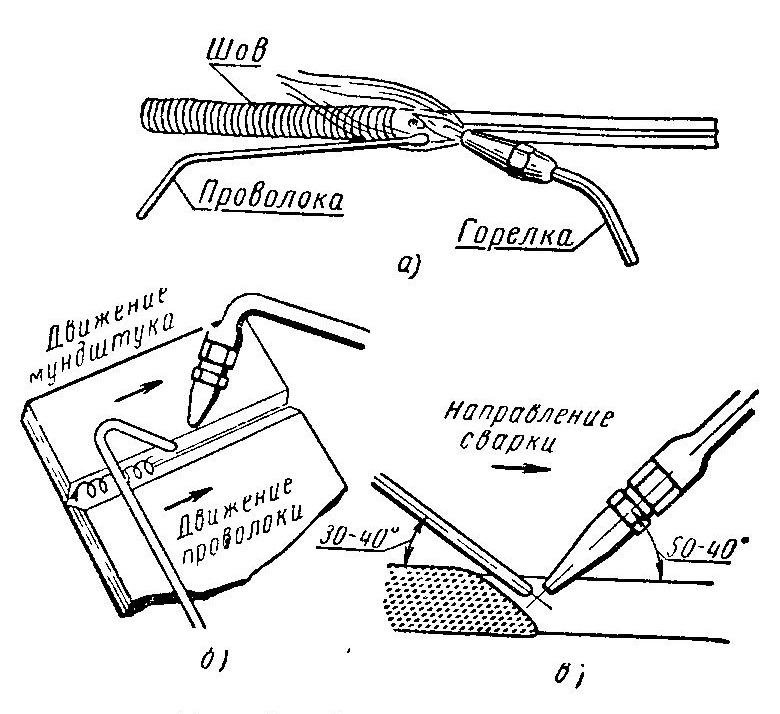
Рис.5. Правая сварка: а — момент сварки, б — схема движения мундштука и проволоки, в — углы наклона мундштука и проволоки
Правую сварку целесообразно применять при толщине металла свыше 3 мм, при сварке с раздел кой кромок и при сварке металлов высокой теплопроводностью, например красной меди. Качество шва при правой сварке выше, чем при левой, потому что расплавленный металл защищен факелом пламени, которое одновременно отжигает наплавленный металл и замедляет его охлаждение. Вследствие лучшего использования тепла правая сварка металла больших толщи н экономичнее и производительнее левой. По сравнению с левой сваркой скорость правой сварки на 10 — 20% выше, а экономия газов составляет 10 — 15%
Правой сваркой сваривают сталь толщиной до 6 мм без скоса кромок, обеспечивая полный провар, без подварки с обратной стороны.
Мощность пламени при правой сварке берут от 120 до 150 дм 3 ацетилена в час на 1 мм толщины металла (стали) угол наклона мундштука к свариваемому металлу должен быть не менее 40 º .
Д иаметр d присадочной проволоки при газовой сварке берут равным:
где S — толщина свариваемого металла в мм. Проволоку диаметром более 8 мм не применяют.
Сварка многопламенными наконечниками. Расход тепла для нагрева 1 кг стали — в 3,7; 1 кг меди — в 2,5; 1 кг алюминия — в 1,6 раза выше, чем для расплавления. Поэтому для рационального использования тепла горючего применяют многопламенные наконечники (рис. 6). В двухпламенном (рис. 6, а) наконечнике одно пламя подогревает основной металл, а второе — плавит его и присадочную проволоку. В трехпламенном (рис. 6, б) наконечниконечнике среднее пламя пла вит металл, а крайние подогревают ос новной металл и присадочную проволоку.
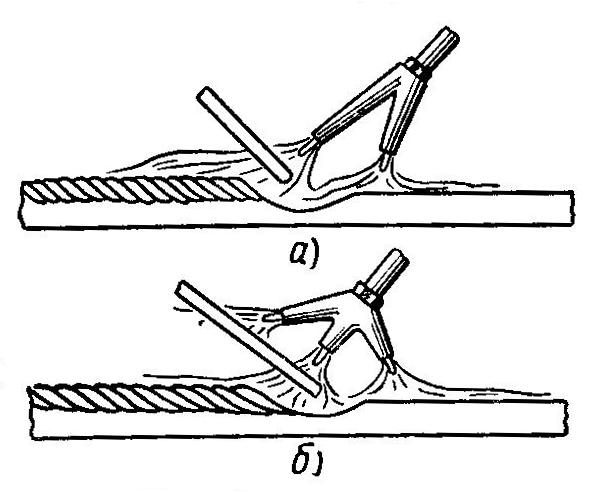
Рис. 6. Сварка наконечниками: а — двухпламенным, б — трехпламенным
При многопламенных наконечниках применяют правую сварку. Металл толщиной до 6 мм сваривают с одной стороны без скоса кромок. Сварка многопламенными горелками требует от сварщика большого навыка, но увеличивает производительность на 25 — 50%
в по сравнению с левой сваркой однопламенной горелкой той же мощности; удельный расход газов снижается на 15 — 25%. При многопламенной сварке горелку перемещают вдоль шва прямолинейно, а конец проволоки погружают в ванну, совершая им небольшие колебательные движения для перемешивания жидкого металла и удаления из него газов, окислов и шлаковых включений.
Многопламен н ые линейные горелки используют при автоматической газовой сварке прямолинейных швов труб и обечаек из металла небольшой толщины (до 3 мм).
Сварка сквозным валиком (рис. 7) . Листы устанавливают вертикально с зазором, равным половине толщины листа. Пламенем горелки расплавляют кромки, образуя круглое отверстие, нижнюю часть которого заплавляют присадочным металлом на всю толщину свариваемого металла. Затем перемещают пламя выше, оплавляя верхнюю кромку отверстия и накладывая следующий слой металла на нижнюю сторону отверстия. Так поступают до тех пор, пока не закончат весь шов. При этом способе шов получает ся в виде сквозного валика, соединяющего свариваемые листы. Металл шва получается плотный, без пор, раковин и шлаковых включений. При толщине от 6 до 12 мм сварку ведут с двух сторон два сварщика одновременно.
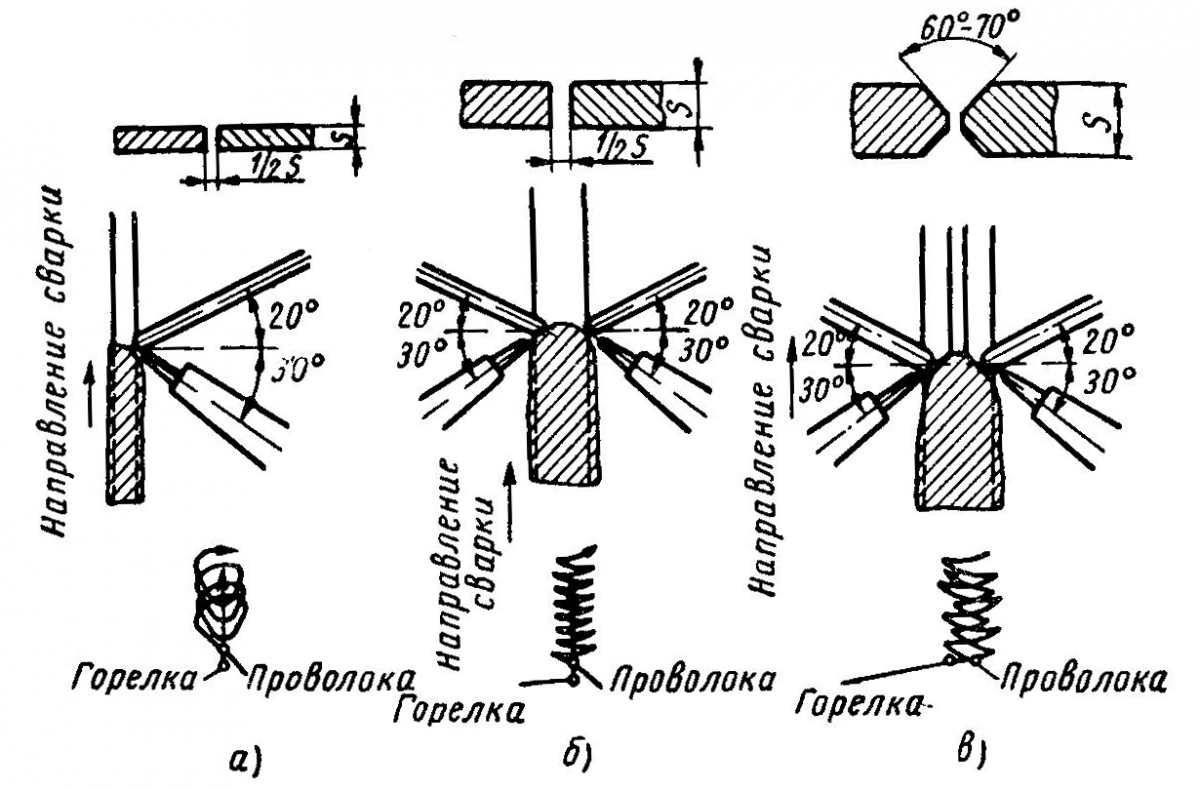
Рис. 7. Схемы сварки сквозным валиком при толщине металла в мм:
а — от 2 до 6, б — от 6 до 12 , в — от l2 до 20
Сварку ванночка ми ( рис. 8) применяют для получения соединений встык и угловых (металл толщиной менее 3 мм) с присадочной проволокой. Когда на шве образуется ванно ч ка диаметром 4 — 5 мм, сварщик вводит в нее конец проволоки и, расплавив небольшое количество ее, перемещает конец проволоки в темную, восстановительную часть пламени. В это время он делает мундштуком круговое движение, п ереводя его в соседнее положение на шве. Новая ванночка долж на перекрывать предыдущую на 1/3 диаметра. Конец п роволоки во избежание окисления нужно всегда держать в восстановительной зоне пламени, а ядро не должно погру ж аться в ванночку во избежание науглероживания металла шва. Этот способ дает сварное соединение высокого качества при сварке тонких листов и труб из низкоуглеродистой и низколегированной стали облегченными швами.
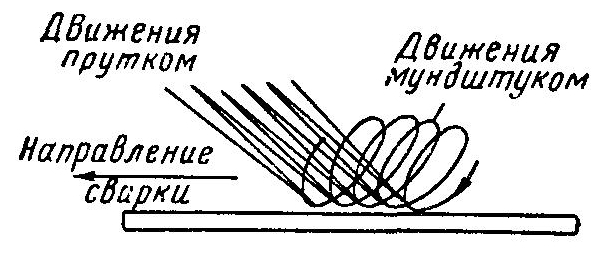
Рис. 8. Сварка ванночками
Многослойная газовая сварка имеет следую щ ие преимущества перед однослойной:
дает меньшую зону нагрева металла;
обеспечивает отжиг нижележащих слоев при наплавке последующих;
возможность проковки каждого слоя шва перед наложением следующего.
Однако многослойная сварка менее производительна и требует большего расхода газов, чем однослойная. Поэтому ее применяют только при сварке ответственных изделий. Сварку ведут короткими участками. При наложении слоев нужно следить за тем, чтобы стыки швов в различных слоях не совпадали. Перед наложением нового слоя нужно проволочной щеткой очистить поверхность предыдущего слоя от окалины и шлаков.
Сварка окислительным пламенем. Применяют для сварки низкоуглеродистой стали. Сварку ведут окислительным пламенем состава
Для раскисления образующихся в сварочной ванне окислов железа применяют проволоку Св-12ГС, Св-08 Г и Св-08Г2С (ГОСТ 2246- 70 ), содержащую повышенные количества раскислителей — марганца и кремния. Данный способ повышает производительность сварки на 10 — 15%.
Сварка пропан-бутан-кислородным пламенем производится при повышенном содержании кислорода в смеси
с целью повышения температуры пламени и увеличения провара и жидкотекучести ванны при сварке стали. Для раскисления металла шва применяют проволоку Св-12ГС, Св-08Г и Св-08Г2С, а также проволоку Св-15ГЮ (0,5 — 0,8% алюминия и 1 — 1,4% марганца) (ГОСТ 2246- 70 ).
Исследованиями А. Н. Шашкова, Ю. И. Некрасова и С. С. Ваксман доказана возможность использования также обычной низкоуглеродистой проволоки Св-08 с раскисляющим покрытием, содержащим 50% ферромарганца и 50% ферросилиция, разведенного на жидком стекле. Вес покрытия (без учета веса жидкого стекла) 2,5 — 3,5% к весу проволоки. Толщина покрытия 0,4 — 0,6 мм при проволоке диаметром 3 мм и 0,5 — 0,8 мм при диаметре 4 мм. Расход про пана 60 — 80 л/ч на 1 мм толщины стали, β =3,5, угол наклона прутка к плоскости металла 30 — 45, угол разделки кромок 90 º , расстояние ядра от прутка 1,5 — 2 мм, от металла 6 — 8 мм. Этим способом можно сваривать сталь толщиной до 12 мм. Лучшие результаты получены при сварке стали 3 — 4 мм.
Проволока Св-08 с указанным покрытием при сварке пропан-бутаном является полноценным заменителем более дефицитных марок проволоки с марганцем и кремнием.
С варка городским газом (CH 4 ) производится горелкой ГЗУ-2-62 и проволокой Св-12ГС. Состав горючей смеси О 2 : СН 4 = 1,5:1,6. Для стали толщины 4 ми ра сход: С 2 Н 2 =400 дм 3 /ч, пропан-бутана 240 дм 3 /ч ( ψ =0,6), городского газа 720 дм 3 /ч ( ψ =1,8). Производительность такая же, как и при сварке пропан-бутаном, но на 15 — 20% ниже, чем при сварке на ацетилене. Зона термического влияния при сварке городским газом больше (11,5 мм), чем при сварке ацетиленом (9 мм). Прочность при сварке стали малых толщин городским газом меньше, чем при сварке ацетиленом, вследствие повышения содержания в металле кислорода, вызванного необходимостью применения окислительного пламени.
Горелками ГЗУ-2-62 можно на городском газе сваривать неответственные соединения из стали толщиной до 5 мм.
Сварка пламенем повышенной мощности — 200 дм 3 /ч на 1 мм толщины металла (для стали). Диаметр прутка 6 — 8 мм. Пламя больше направляют на присадочный пруток. Увеличивается производительность сва р ки, но требуется высокая квалификация сварщика, так как можно перегреть металл шва и зоны влияния, что снизит их пластические свойства.
Особенности сварки различными швами. Горизонтальными швами сваривают правым способом, но сварку ведут справа налево, держа конец проволоки сверху, а мундштук снизу ванны (рис. 9). Сварочную ванну располагают под некоторым углом к оси шва, чем облегчается формирование шва, а жидкий металл удерживается от стека н ия.
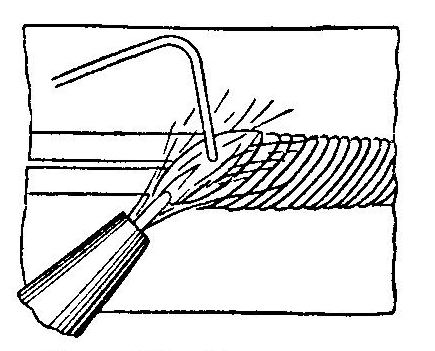
Рис 9. Сварка горизонтальными швами
Вертикальными и наклонными швами сваривают сверху в низ правым способом (рис. 1 0, а) и снизу вверх левым (рис. 1 0, б) или правым (рис. 1 0, в) способами. Способ, по к азанный на рис. 1 0, а, применяют при небольшой толщине металла, когда объем ванны мал и металл можно удерживать от стекания давлением газов пламени. При толщи не более 5 мм применяют также способ сварки двойным валиком.
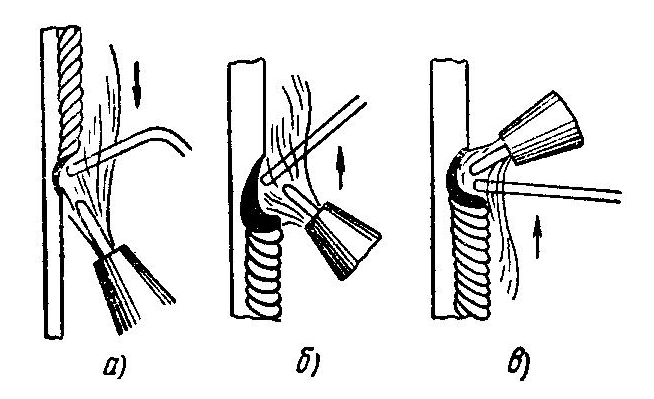
Рис. 10. Сварка вертикальными швами способами: а — сверху вниз, б, в — снизу вверх
При сварке потолочными швами (рис. 1 1) кромки нагревают до начала оплавления («запотевания») и в этот момент вводят в ванну присадочную проволоку, конец которой быстро оплавляют. Металл ванны удерживают от стекания вниз прутком и давлением газов пламени, которое достигает 100 — 120 гс/см 2 . Пруток держат под малым углом наклона к свариваемому металлу. Сварку можно вести правым способом (рис. 1 1, б), так как при сварке левым способом под действием давления газов пламени расплавленный металл может затекать на недостаточно прогретые участки основного металла, что вызовет непровар в данном месте. Целесообразно также применять многослойные потолочные швы в несколько проходов с минимальной толщиной каждого слоя.
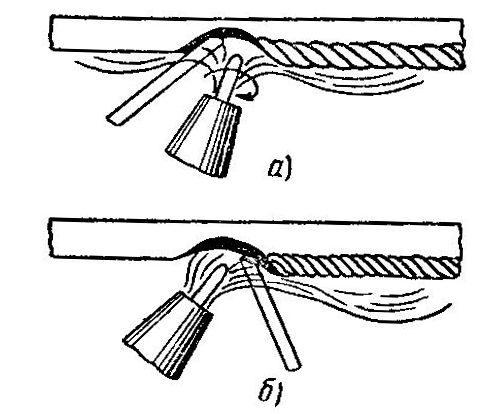
Рис. 1 1. Сварка потолоч н ыми швами: а — левым, б — правым способом
Сварка тонкого металла (толщиной менее 3 мм) по отбортовке кромок без присадочного металла производится при зигзагообразных колебаниях мундштука в вертикальной плоскости (рис. 1 2, а). При сварке такого металла (1-3 мм) встык без снятия фасок мундштуком делают поперечные колебания в пределах ширины шва (рис. 1 2, б). В ряде случаев для облегчения формирования шва ему придают не большой уклон, ведя сварку снизу вверх (рис. 1 2, в).
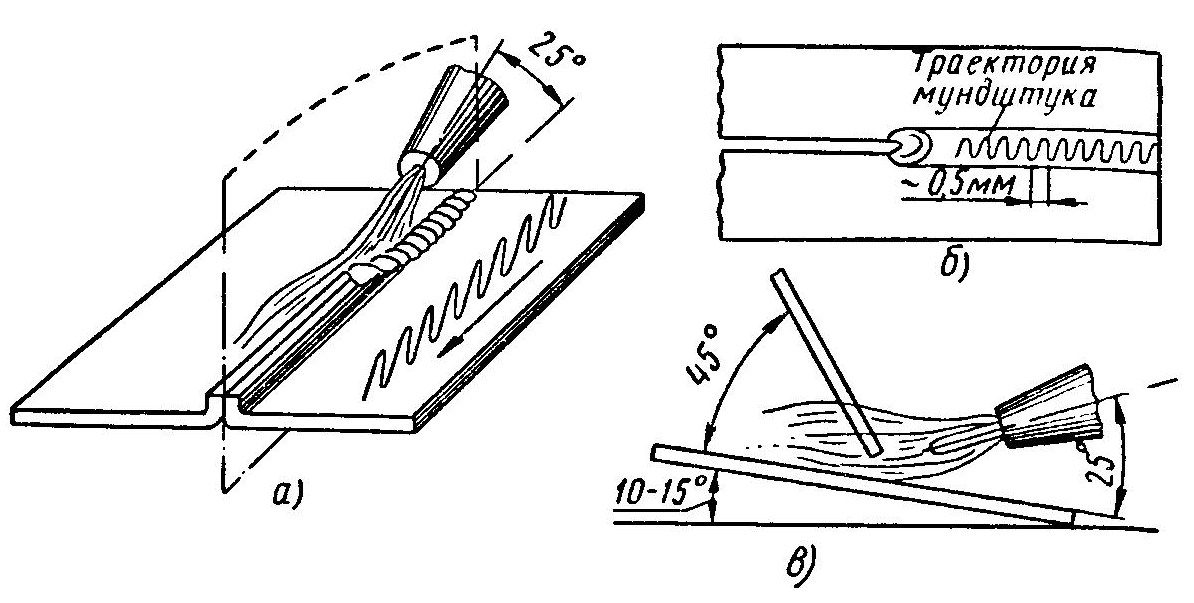
Рис. 12. Сварка тонкого металла: а — с отбортовкой кромок, б — встык, в — применение уклона
Источник



