
Методы определения дефектов в деталях машин
Цель: Закрепить полученные знания по способам выявления дефектов, дефектации деталей и составлении ведомости дефектов
Ход работы :
1. Изучить теоретический материал
2. Выбрать задание по таблице в соответствии с вариантом
3. Дать подробное описание заданных способов выявления дефектов.
4. Заполнить ведомость дефектов в соответствии с задачей
5. Сделать вывод
Таблица 1 – Задание
Способы выявления дефектов
Проверка на ощупь
При разборке станка выявлены следующие дефекты: изогнут винт подачи каретки, большой люфт на лимбе подачи, изношены направляющие бабки, сломана шестерня в коробке скоростей.
Теоретическая часть
Очищенные детали подвергают дефектации с целью оценки их технического состояния, выявления дефектов и установления возможности дальнейшего использования, необходимости ремонта или замены. При дефектации выявляют: износы рабочих поверхностей в виде изменений размеров и геометрической формы детали; наличие выкрошиваний, трещин, сколов, пробоин, царапин, рисок, задиров и т. п.; остаточные деформации в виде изгиба, скручивания, коробления; изменение физико-механических свойств в результате воздействия теплоты или среды.
Дефектацию промытых и просушенных деталей производят после их комплектования по узлам, которую необходимо выполнять аккуратно и внимательно. Каждую деталь сначала осматривают, затем соответствующим поверочным и измерительным инструментом проверяют ее размеры. В отдельных случаях проверяют взаимодействие данной детали с другими, сопряженными с ней.
Способы выявления дефектов:
1. Внешний осмотр. Позволяет определить значительную часть дефектов: пробоины, вмятины, явные трещины, сколы, выкрошивания в подшипниках и зубчатых колесах, коррозию и др.
2. Проверка на ощупь. Определяется износ и смятие резьбы на деталях, легкость проворота подшипников качения и цапф вала в подшипниках скольжения, легкость перемещения шестерен по шлицам вала, наличие и относительная величина зазоров сопряженных деталей, плотность неподвижных соединений и др.
3. Простукивание. Деталь легко остукивают мягким молотком или рукояткой молотка с целью обнаружения трещин, о наличии которых свидетельствует дребезжащий звук.
4. Керосиновая проба. Проводится с целью обнаружения трещины и ее концов. Деталь либо погружают на 15—20 мин в керосин, либо предполагаемое дефектное место смазывают керосином. Затем тщательно протирают и покрывают мелом. Выступающий из трещины керосин — увлажнит мел и четко проявит границы трещины.
5. Измерение. С помощью измерительных инструментов и средств определяется величина износа и зазора в сопряженных деталях, отклонение от заданного размера, погрешности формы и расположения поверхностей.
6. Проверка твердости. По результатам замера твердости поверхности детали обнаруживаются изменения, произошедшие в материале детали в процессе ее эксплуатации.
7. Гидравлическое (пневматическое) испытание. Служит для обнаружения трещин и раковин в корпусных деталях. С этой целью в корпусе заглушают все отверстия, кроме одного, через которое нагнетают жидкость под давлением 0,2— 0,3 МПа. Течь или запотевание стенок укажет на наличие трещины. Возможно также нагнетание воздуха в корпус, погруженный в воду. Наличие пузырьков воздуха укажет на имеющуюся неплотность.
8. Магнитный способ. Основан на изменении величины и направления магнитного потока, проходящего через деталь, в местах с дефектами. Это изменение регистрируется нанесением на испытуемую деталь ферромагнитного порошка в сухом или взвешенном в керосине (трансформаторном масле) виде: порошок оседает по кромкам трещины. Способ используется для обнаружения скрытых трещин и раковин в стальных и чугунных деталях. Применяются стационарные и переносные (для крупных деталей) магнитные дефектоскопы.
9. Ультразвуковой способ. Основан на свойстве ультразвуковых волн отражаться от границы двух сред (металла и пустоты в виде трещины, раковины, непровара). Импульс, отраженный от дефектной полости, регистрируется на экране установки, определяя место дефекта и его размеры. Применяется ряд моделей ультразвуковых дефектоскопов.
10. Люминесцентный способ. Основан на свойстве некоторых веществ светиться в ультрафиолетовых лучах. На поверхность детали кисточкой или погружением в ванну наносят флюоресцирующий раствор. Через 10—15 мин поверхность протирают, просушивают сжатым воздухом и наносят на нее тонкий слой порошка (углекислого магния, талька, силикагеля), впитывающего жидкость из трещин или пор. После этого деталь осматривают в затемненном помещении в ультрафиолетовых лучах. Свечение люминофора укажет расположение трещины. Используются стационарные и переносные
дефектоскопы. Способ применяется в основном для деталей из цветных металлов и неметаллических материалов, так как их контроль другим способом невозможен.
В ведомости дефектов подробно перечисляются дефекты станка в целом, каждоrо узла в отдельности и каждой детали, подлежащей восстановлению и упрочнению. Правильно составленная и достаточно подробная ведомость дефектов является существенным дополнением к технологическим процессам ремонта.
Дефектацию промытых и просушенных деталей производят после их комплектования по узлам. Эта операция требует большого внимания. Каждую деталь сначала осматривают, затем соответствующим поверочным и измерительным инструментом проверят его размеры. В отдельных случаях проверяют взаимодействие данной детали с другими, сопряженными с ней.
В ведомости дефектов подробно перечисляются дефекты оборудования в целом, каждого узла в отдельности и каждой детали, подлежащей восстановлению и упрочнению.
При дефектации важно знать и уметь назначать величины предельных износов для различных деталей оборудования.
При разборке подлежащего ремонту оборудования на узлы и детали производятся контроль и сортировка егo деталей на следующие группы:
1) годные для дальнейшей эксплуатации;
2) требующие ремонта или восстановления;
3) негодные, подлежащие замене.
Годные не имеющие повреждений, влияющих на их работу в оборудовании, сохранившие свои первоначальные размеры или имеющие износ в пределах поля допуска по чертежу.
Требующие ремонта имеющие износ или повреждения, устранение которых технически возможно и экономически целесообразно. Ремонту подвергают трудоемкие в изготовлении детали, восстановление которых обходится значительно дешевле вновь изготовляемых. Ремонтируемая деталь должна обладать значительным запасом прочности, позволяющим восстанавливать или заменять размеры сопрягаемых поверхностей (по системе ремонтных размеров), не снижая (а в ряде случаев повышая) их долговечность, сохраняя или улучшая эксплуатационные качества узла и агрегата в целом.
Негодные подлежащие замене, имеющие износ и повреждения, устранение которых либо невозможно по техническим причинам, либо экономически нецелесообразно.
Детали подлежащие замене, если уменьшение их размеров в результате износа нарушает нормальную работу механизма или вызывает дальнейший интенсивный износ, который приводит к выходу механизма из строя.
При ремонте оборудования замене подлежат детали с предельным износом, а также с износом меше допустимого, если они по расчету не дослужат до очередного ремонта. Расчет срока службы деталей производится с учетом предельного износа интенсивности их изнашивания в фактических условиях эксплуатации.
С целью повышения качества дефектации, сокращения времени на составление ведомости на ремонт рационально пользоваться заготовленными типовыми ведомостями дефектов. Эти ведомости отличаются от известных тем, что в них внесены все изнашиваемые детали станка определенной модели, определены различные возможные виды дефектов деталей и узлов и перечислены операции или даны краткие описания конкретных работ, подлежащих выполнению при ремонте.
Готовая ведомость на ремонт резко упрощает процесс дефектации, сокращает время на ее оформление, при этом сохраняются порядковые номера пунктов ведомости и деталей, что позволяет производить маркировку последних до их разбраковки, уменьшаются ошибки при решении метода ремонта.
Таким образом, процесс дефектации в основном сводится к сверке ремонтируемых деталей с типовой ведомостью дефектов, в которой подчеркивают соответствующий порядковый номер, операцию, группу операций и ремонтных работ. Когда ( в редких случаях) в ведомости отсутствует нужная деталь или не предусмотрен возможный дефект, тогда делают соответствующую дополнительную запись.
После составления ведомости дефектов начинается ее конструкторская проработка и выдача чертежей для проведения капитального или среднего ремонта и изготовления деталей, оформляется технологическая документация. Эта ведомость является исходным техническим и финансовым документом, по которому контролируют ход изготовления, ремонта, сборки и сдачи станка после ремонта.
Источник
Способы выявления дефектов
Виды дефектоскопии
Дефектом называется каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией. Примерами дефектов могут служить выход размера детали за пределы допуска по рабочим чертежам, при ремонте или эксплуатации, трещины, забойные риски и т. д.
По степени влияния на работоспособность изделий дефекты подразделяют на критические, значительные и малозначительные. При наличии критического дефекта изделие не используется. Значительный дефект влияет на использование изделия по его назначению или снижает его долговечность. Малозначительный дефект не влияет существенно ни на использование изделия по назначению, ни на его долговечность.
По возможности устранения дефекты делят на исправимые и неисправимые. Детали с неисправимыми дефектами выбраковывают, а с исправимыми направляют в специализированные цехи или отделения для ремонта.
По месту расположения различают наружные и внутренние дефекты.
Наружный осмотр.Осуществляют осмотр обычно визуально, невооруженным глазом или с помощью простейших оптических средств — луп с 5—10-кратным увеличением. В редких случаях применяют микроскопы. При этом выявляют видимые погрешности поверхностей — мелкие и крупные риски, натиры, задиры, следы подплавления, поверхностные раковины коррозионного или кавитационного происхождения, отслаивание и выкрашивание усталостного происхождения, вмятины, сколы, отколы, макротрещины различного происхождения и т. д. При контроле особое внимание обращают на поверхности, расположенные в зонах высоких тепловых и механических нагрузок, а также в зонах конструктивных и технологических концентраторов напряжений.
Контроль размеров.Типовыми операциями являются операции измерения отклонений действительных размеров от нормальных вследствие износа или деформации детали или ее поверхностей. Для упругих элементов контроль размеров может производиться также под статической нагрузкой.
Магнитопорошковый метод.Все магнитные методы контроля можно использовать только для деталей, изготовленных из ферромагнитных материалов. Магнитные методы основаны на обнаружении магнитных полей рассеяния, которые возникают на поверхности намагниченной детали в местах, где имеются дефекты типа нарушения целостности материала или включений с другой магнитной проницаемостью.
На рис. 7 показана схема возникновения магнитного поля рассеяния над дефектом. Магнитный поток при прохождении через бездефектную часть детали не изменяет своего направления. Но если на пути магнитного потока встретится дефект, т. е. препятствие с малой магнитной проницаемостью, то он вызовет искажение направления магнитного поля, наведенного в детали. При этом на краях дефекта возникают магнитные полюсы, создающие магнитное поле рассеяния. Это поле можно обнаружить с помощью мелкого ферромагнитного порошка. Этим методом обнаруживаются поверхностные микротрещины и другие дефекты с шириной раскрытия у поверхности 0,001 мм и более, глубиной 0,01 мм и более, подповерхностные дефекты больших размеров на глубине до 1,5—2,0 мм, а также дефекты под различного рода покрытиями (после окраски, электрохимических покрытий и др.), но при условии, что толщина немагнитного покрытия не более 0,08 мм.
Метод контроля состоит из следующих технологических операций:
подготовки изделия к контролю; намагничивания изделия или его части; нанесения на поверхность изделия ферромагнитного порошка (сухой метод) или суспензии (мокрый метод); исследования поверхности и расшифровки результатов контроля; размагничивания.
Подготовка изделий к контролю заключается в его тщательной очистке, которую производят в порядке общей мойки деталей или дополнительно на рабочем месте.
Существует три способа намагничивания: полюсное (продольное), бесполюсное (циркулярное) и комбинированное. При полюсном намагничивании применяются электромагниты и соленоиды. При бесполюсном намагничивании через деталь пропускают большой ток низкого напряжения, а если деталь полая, то используют электродный метод намагничивания. Комбинированный способ представляет собой комбинацию бесполюсного и полюсного способов намагничивания (рис. 8). При полюсном намагничивании образуется продольное поле, при котором хорошо обнаруживаются поперечные, наиболее опасные трещины. При бесполюсном намагничивании четко выявляются продольные дефекты (трещины, волосовины и др.) и радиальные трещины на торцовых поверхностях. При комбинированном намагничивании изделие находится под воздействием одновременно двух взаимно перпендикулярных магнитных полей, что дает возможность обнаружить дефект
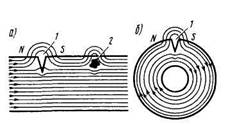
Рис. 7. Схема возникновения магнитных полей рассеяния:
а—при продольном намагничивании; б—при циркулярном намагничивании; /—трещина; 2 -неметаллическое включение
любых направлений. Для намагничивания изделий может использоваться переменный (однофазный и трехфазный), постоянный, выпрямленный, однополупериодный и двухполупериодный ток, а также импульсный ток.
В качестве магнитных порошков применяют магнезит (закись-окись железа черного или темно-коричневого цвета для контроля изделий со светлой поверхностью. Окись железа (Fe2O3) буро-красного цвета применяют для контроля изделий с темной поверхностью. Лучшими магнитными свойствами обладает порошок из мягкой стали. Для контроля изделий с темной поверхностью применяют также окрашенные порошки для большего контраста с поверхностью. Жидкой основой для смесей-суспензий служат органические масла или их смеси с керосином. Обычно в 1 л жидкости добавляют 125— 175 г порошка из окиси железа или 200 г порошка из мягкой стали. В зависимости от магнитных свойств материала контроль можно производить на остаточной намагниченности изделия или в приложенном магнитном поле. В первом случае порошок наносят на деталь при выключенном дефектоскопе, а во втором — при включенном. При наличии дефекта (например, открытой трещины) в зоне краев трещины образуется полюсность. Частицы порошка, оседая в зоне трещины в виде узоров различной формы и размеров, обрисовывают ее контур, т. е. показывают ее месторасположение, форму и длину.

Детали, обладающие большим остаточным магнетизмом, будучи намагничены, могут длительное время притягивать к себе продукты истирания деталей, которые, сосредоточиваясь в пора», вызывают повышенный абразивный износ. Поэтому указанные детали обязательно размагничивают. Для этой цели изделие, находящееся внутри включенного дефектоскопа, постепенно удаляют от дефектоскопа (или дефектоскоп от изделия) на расстояние не менее 1 —1,5 м, после чего дефектоскоп выключают. Полностью размагниченное изделие не должно притягивать стальную пластину или опилки. Наибольшее распространение в депо и на заводах нашли магнитные дефектоскопы переменного тока, круглые, неразъемные ДГЭ-М, седлообразные ДГС-М и настольные ДГН-1Б. Все они являются приборами соленоидного типа, отличающимися друг от друга конструктивно.
Методы ультразвуковой дефектоскопии.Ультразвуковая дефектоскопия основана на свойстве ультразвуковых колебаний (волн) распространяться в твердом или жидком теле и отражаться от границ раздела двух сред (воздух — металл, инородные включения — металл, жидкость — газ и т. д.).
Ультразвуковыми волнами называют упругие механические колебания (звуки), имеющие частоту более 20 кГц. Этот вид дефектоскопии применяют для обнаружения подповерхностных и глубоко залегающих пороков деталей независимо от материала, из которого они изготовлены. Ультразвуковая дефектоскопия используется как для контроля отдельных деталей, так и деталей, находящихся в сборке; например, можно выявить дефекты подступичной части оси колесной пары, шеек коленчатого вала, не снятого с дизеля, в болтах крепления полюсов электрических машин, в зубьях шестерен тяговых редукторов, находящихся под тепловозом, и т. д. В локомотивных депо и на ремонтных заводах распространен дефектоскоп УЗД-64, работающий по эхо-импульсному методу (рис. 9). Генератор импульсов через определенные промежутки времени включает генератор развертки и одновременно с этим подает на короткое время электрическое напряжение на пьезопластину искателя-излучателя. Под воздействием генератора развертки электронный луч на экране дефектоскопа перемещается с частотой 50 Гц из левой его части в правую. На экране дефектоскопа появляется светящаяся почти прямая линия развертки с отклонением вблизи начальной точки (зондирующий импульс). После каждого электрического «удара» пьезопластина искателя совершает определенное количество колебаний, посылая УЗК в деталь. При отсутствии дефекта УЗК отражаются от противоположной поверхности детали и воспринимаются пьезопластиной искателя-приемника, где УЗК преобразуются в электрическое переменное напряжение, частота и длительность которого соответствуют частоте и длительности импульса отраженной волны. В усилителе положительная часть переменного напряжения усиливается и подается на вертикальные пластины кинескопа. На экране возникает донное отражение (эхо). При наличии в детали дефекта часть УЗК вначале отразится от него, а остальная часть отразится от противоположной поверхности детали. При этом эхо-сигнал от дефекта попадает на экран кинескопа раньше донного. Прием отраженных эхо-сигналов происходит в промежутке между двумя импульсами генератора.
При дефектоскопии деталей дефектоскопист должен соблюдать технику безопасности производства работ в соответствии с действующей должностной инструкцией. Дефектоскопист не имеет права допускать к пользованию дефектоскопом других работников, за исключением мастеров и совместно с ним работающих дефектоскопистов, сдавших установленные испытания.
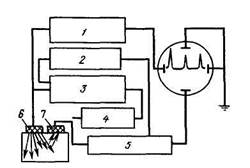
Рис. 9. Структурная схема ультразвукового дефектоскопа:
1 — генератор развертки; 2 — индикатор расстояния; 3 — генератор импульсов;
Источник



