
Инспектору по сварке
Инспектор по сварке – это инспектор, который проводит контроль от хранения сварочных и основных материалов до контроля проведения неразрушающих испытаний на уже готовом сварном изделии. Я подготовил для Вас целую серию статей, в которых постарался вкратце изложить суть задачи инспектора по сварке. В данной статье познакомимся с классификацией основных способов сварки, с принципами основных способов электродуговой сварки плавлением и с международными кодами и аббревиатурами для основных процессов сварки.
Классификация основных способов сварки
Сварка является одним из процессов соединения материалов. Как указано ниже, все существующие способы сварки могут быть разделены на две основные группы:
- сварку плавлением: газовая, электрическая дуговая, электрошлаковая, электронно-лучевая, лазерная и др.;
- сварку давлением: контактная, трением, диффузионная, ультразвуком и др.
Сварка плавлением осуществляется плавлением кромок соединяемых деталей и присадочного материала с образованием общей сварочной ванны. Сварное соединение образуется без внешних усилий.
Сварка давлением осуществляется посредством установления межатомных связей между соединяемыми частями с применением внешних усилий.
Принципы основных способов электродуговой сварки плавлением
Электрическая дуговая сварка – источником тепла является электрическая дуга. К этому виду сварки относится: ручная дуговая сварка покрытыми электродами (ММА), электродуговая сварка в среде защитных газов (МИГ/МАГ и ТИГ), электродуговая сварка под флюсом, плазменная сварка и другие способы сварки.
Газовая сварка — химический способ сварки плавлением, источником нагрева металла которой является тепловая энергия, получаемая в результате химического процесса сгорания газообразного (или парообразного) горючего в смеси с кислородом. Сварной шов формируется за счет основного и присадочного металлов, расплавленных газовым пламенем.
Ручная дуговая сварка покрытыми электродами (ММА). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного и электродного металлов.
Механизированная дуговая сварка плавящимся электродом в защитном газе (МИГ/МАГ). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного металла и металла электродной проволоки (сплошного сечения или порошковой).
Дуговая сварка неплавящимся (вольфрамовым) электродом в инертном газе. Источником нагрева металла является электрическая дуга. Сварной шов формируется либо только за счет расплавленного основного металла, либо также и за счет металла присадочной проволоки.
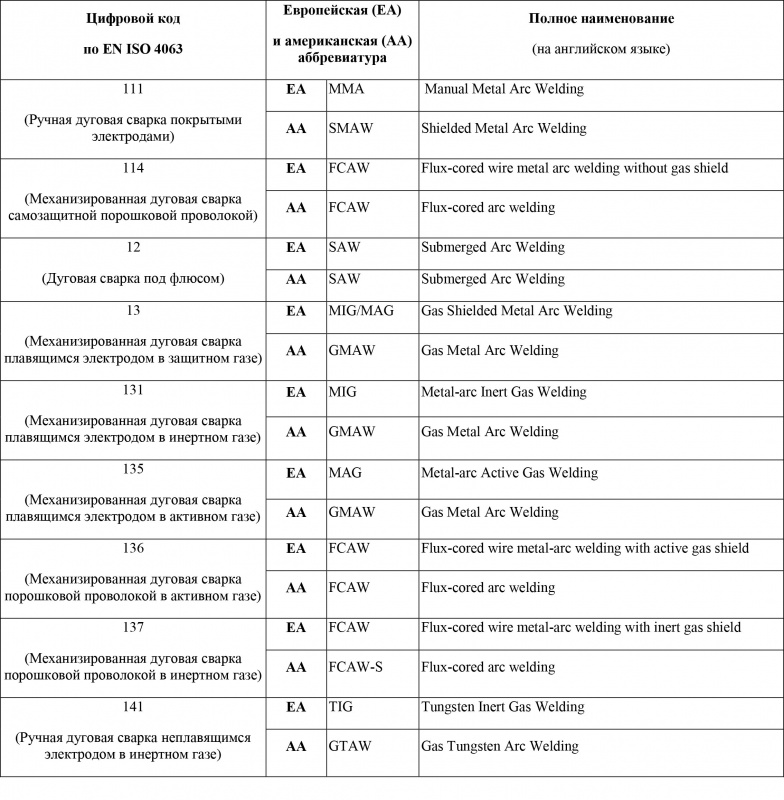
Международные коды и аббревиатура для основных процессов сварки
Виды (способы) сварки для металлов, согласно РД
РД — ручная дуговая сварка покрытыми электродами (111);
РДВ — ванная ручная дуговая сварка покрытыми электродами;
РАД — ручная аргонодуговая сварка неплавящимся электродом (141);
МАДП — механизированная аргонодуговая сварка плавящимся электродом
МП — механизированная сварка плавящимся электродом в среде актив-
ных газов и смесях (135);
ААД — автоматическая аргонодуговая сварка неплавящимся электродом;
АПГ — автоматическая сварка плавящимся электродом в среде активных
ААДП — автоматическая аргонодуговая сварка плавящимся электродом;
АФ — автоматическая сварка под флюсом (12);
МФ — механизированная сварка под флюсом;
МФВ — ванная механизированная сварка под флюсом;
МПС — механизированная сварка самозащитной порошковой проволокой
МПГ — механизированная сварка порошковой проволокой в среде актив-
МПСВ — ванная механизированная сварка самозащитной порошковой
МСОД — механизированная сварка открытой дугой легированной
П — плазменная сварка (15);
ЭШ — электрошлаковая сварка;
ЭЛ — электронно-лучевая сварка;
Г — газовая сварка (311);
РДН — ручная дуговая наплавка покрытыми электродами;
РАДН — ручная аргонодуговая наплавка;
ААДН — автоматическая аргонодуговая наплавка;
АФЛН — автоматическая наплавка ленточным электродом под флюсом;
АФПН — автоматическая наплавка проволочным электродом под флюсом.
КТС – контактно-точечная сварка;
КСС – контактная стыковая сварка сопротивлением;
КСО – контактная стыковая сварка оплавлением;
ВЧС – высокочастотная сварка;
Условные обозначения положений сварки:
Н1 (РА) — нижнее стыковое и в “лодочку”;
Н2 (РВ) — нижнее тавровое;
Г (РС) — горизонтальное;
П1 (РЕ) — потолочное стыковое;
П2 (PD) — потолочное тавровое;
В1 (PF) — вертикальное снизу вверх;
В2 (PG) — вертикальное сверху вниз;
Н45 (H-L045) — наклонное под углом 45 градусов.
Источник
Что такое способ сварки мпс
Введите свои контактные данные, выберите одну или несколько заявок для прохождения аттестации, и наш специалист свяжется с вами в ближайшее время.

Задать вопрос
Есть вопросы по аттестации?
Оставляйте заявку на вопрос, и наш специалист ответит в ближайшее время.

416474, Астраханская область, Приволжский район, Кулаковский промузел, шоссе Энергетиков, 5Ю, 1-й этаж.
Время работы с 8:00 до 17:00 Перерыв с 12:00 до 13:00
ООО «НАКС-Астрахань» соответствует требованиям Системы аттестации сварщиков и специалистов сварочного производства и зарегистрирован в реестре НАКС за № ЮР-13АЦ.
Аттестация проходит по следующим направлениям:
Аттестация сварщиков (I уровень) и специалистов сварочного производства II, III уровней профессиональной подготовки в соответствии с требованиями «Правил аттестации сварщиков и специалистов сварочного производства» (ПБ-03-273-99) и «Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства» (РД 03-495-02).
Группы технических устройств:
- ГДО — Горнодобывающее оборудование;
- ГО — Газовое оборудование;
- КО — Котельное оборудование;
- МО — Металлургическое оборудование;
- НГДО — Нефтегазодобывающее оборудование;
- ОХНВП — Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств;
- ПТО — Подъёмно-транспортное оборудование;
- СК — Строительные конструкции.
Способы сварки (наплавки):
- ААД — Автоматическая аргонодуговая сварка неплавящимся электродом;
- ААДН — Автоматическая аргонодуговая наплавка;
- ААДП — Автоматическая аргонодуговая сварка плавящимся электродом;
- АПГ — Автоматическая сварка плавящимся электродом в среде активных газов и смесях;
- АПС — Автоматическая сварка самозащитной порошковой проволокой;
- АФ — Автоматическая сварка под флюсом;
- АФЛН — Автоматическая наплавка ленточным электродом под флюсом;
- АФПН — Автоматическая наплавка проволочным электродом под флюсом;
- Г — Газовая сварка;
- ЗН — Сварка с закладным нагревателем (полимерных материалов);
- МАДП — Механизированная аргонодуговая сварка плавящимся электродом;
- МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях;
- МПГ — Механизированная сварка порошковой проволокой в среде активных газов и смесях;
- МПС — Механизированная сварка самозащитной порошковой проволокой;
- МСОД — Механизированная сварка открытой дугой легированной проволокой;
- МФ— Механизированная сварка под флюсом;
- НГ — Сварка нагретым газом;
- НИ — Сварка нагретым инструментом (полимерных материалов);
- ПАК — Пайка;
- РАД — Ручная аргонодуговая сварка неплавящимся электродом;
- РАДН — Ручная аргонодуговая наплавка;
- РД — Ручная дуговая сварка покрытыми электродами;
- РДН — Ручная дуговая наплавка покрытыми электродами;
- Т — Термитная сварка;
- ЭШ — Электрошлаковая сварка.
Для прохождения аттестации в области сварочного производства необходимы следующие документы на каждого аттестуемого сварщика:
- Заявка на аттестацию на бланке предприятия в соответствии с требованиями «Правил » (заявка должна быть зарегистрирована предприятием как исходящий документ); Обращаем Ваше внимание, что в качестве первичной информации может быть подана заявка на аттестацию специалиста или сварщика в электронном виде, но для окончательного оформления аттестационных удостоверений, при явке на аттестацию необходимо предоставить оформленную по всем правилам заявку в бумажном варианте(с синей печатью и подписью руководителя предприятия). После получения заявки оформляется договор на аттестацию, на методическое и техническое обеспечение для аттестации.
- Копия документа об образовании;
- Копия трудовой книжки (можно выписку) или справка с места работы заверенные отделом кадров предприятия;
- Согласие на обработку персональных данных;
- Две фотокарточки 3×4 см. цветные.
Для прохождения аттестации в области сварочного производства необходимы следующие документы на каждого аттестуемого специалиста:
- Заявка на аттестацию на бланке предприятия в соответствии с требованиями «Правил » (заявка должна быть зарегистрирована предприятием как исходящий документ); Обращаем Ваше внимание, что в качестве первичной информации может быть подана заявка на аттестацию специалиста или сварщика в электронном виде, но для окончательного оформления аттестационных удостоверений, при явке на аттестацию необходимо предоставить оформленную по всем правилам заявку в бумажном варианте(с синей печатью и подписью руководителя предприятия). После получения заявки оформляется договор на аттестацию, на методическое и техническое обеспечение для аттестации.
- Копия документа об образовании;
- Копия трудовой книжки (можно выписку) или справка с места работы заверенные отделом кадров предприятия;
- Копия протокола (удостоверения) промышленной безопасности;
- Согласие на обработку персональных данных;
- Две фотокарточки 3×4 см. цветные.
Работодатель представляет в ООО «НАКС-Астрахань» кандидата и документально подтверждает достоверность информации о нем. Копии документов каждого аттестуемого заверяются Заказчиком или в центре при предъявлении оригиналов документов. При прохождении аттестации ООО «НАКС-Астрахань» обеспечивает аттестуемых необходимой нормативно-технической документацией.
Процедура аттестации
Перед аттестацией для сварщиков и специалистов, имеющих профессиональную подготовку в области сварочного производства и владеющих практическими навыками на уровне требований ПБ-03-273-99 и соответствующих нормативных документов, проводится специальная подготовка. Специальная подготовка должна проводиться перед аттестацией (первичной, дополнительной, периодической и внеочередной). После завершения специальной подготовки ЮР-2ЦСП (Центр Специальной Подготовки) выдает Свидетельство о прохождении специальной подготовки.
Аттестация сварщиков (согласно ПБ-03-273-99 и РД 03-495-02) включает в себя сдачу аттестуемым сварщиком практического, общего и специального экзаменов. Аттестация начинается со сдачи сварщиками практического экзамена. Если сварщик не выдерживает практический экзамен, то к дальнейшим экзаменам он не допускается и считается не прошедшим аттестацию. Сварщик может пройти аттестацию повторно после дополнительной практической подготовки, не ранее, чем через 1 месяц. Аттестация специалистов сварочного производства включает в себя проведение двух экзаменов: общего, специального (включающего практическое задание).
При успешном прохождении аттестации ЮР-13АЦ выдает:
- Аттестационное удостоверение, зарегистрированное в Реестре персонала системы аттестации сварщиков и специалистов сварочного производства Национального Агентства Контроля Сварки (НАКС).
- Протокол аттестации, подписанный председателем комиссии, членами комиссии.
Источник
Что такое способ сварки мпс
Аттестованные технологии сварки, применяемые ООО «Сургутское РСУ»
Технология механизированной (полуавтоматической) сварки самозащитной порошковой проволокой (МПС) соединений металлоконструкций резервуаров при строительстве и ремонте.
Комбинированная технология сварки кольцевых стыков труб с последовательным применением механизированной сварки проволокой сплошного сечения в среде углекислого газа методом STT и полуавтоматической сварки порошковой проволокой в среде защитных газов
Технология сварки соединений при замене листов центральной части днища в процессе ремонта и строительства резервуара
Технология сварки соединения окраечных листов днища с листами 1-го пояса стенки вкруговую в процессе ремонта и строительства резервуара
Технология сварки стыков труб, выполняемых по комбинированной технологии «полуавтоматическая сварка в среде углекислого газа методом STT +полуавтоматическая сварка самозащитной порошковой проволокой»
Технология сварки полиэтиленовых труб на конструкциях и трубопроводах из полимерных материалов
Ручная дуговая сварка покрытыми электродами при монтаже, ремонте, реконструкции нефтегазодобывающего оборудования, включая ремонт сваркой (наплавкой) поверхностных дефектов в зоне сварного соединения
Технология ремонта ручной дуговой сваркой электродами с основным видом покрытия дефектов кольцевых стыков сварных соединений трубопроводов.
Технология ручной дуговой сварки электродами с основным видом покрытия неповоротных кольцевых стыков сварных соединений труб при строительстве и капремонте трубопроводов.
Технология ручной дуговой сварки кольцевых стыков с различной нормативной толщиной стенки и различных групп материалов.
Технология ручной дуговой сварки при выполнении специальных соединений- врезка патрубков
Технология ручной дуговой сварки соединений арматуры и закладных изделий железобетонных конструкций
Технология ручной дуговой сварки соединений строительных конструкций при строительстве и ремонте
Технология ручной дуговой сварки покрытыми электродами ремонтных конструкций
Ручная дуговая сварка при строительстве и ремонте магистральных нефтепроводов
Технология ремонта магистральных нефтепроводов и нефтепродуктопроводов с давлением до 6,3 МПа
Источник



