
- Секреты производства пенополистирола
- 1 Технология изготовления пенополистирола
- 2 Оборудование для производства
- 2.1 Участок хранения и проверки сырья
- 2.2 Агрегат для вспенивания
- 2.3 Контейнер для вылеживания
- 2.4 Агрегат для формирования блоков полистирола
- 2.5 Агрегат для нарезки пенополистирола
- 2.6 Агрегат для переработки отходов
- 2.7 Производство экструдированного ППС
- 2.8 Технология производства пенопласта (видео)
- Все о переработке пенополистирола: опыт от практиков
- Две схемы получения изделий из пенополистирола
- Сырье для пенопласта
- Основные критерии при выборе марки вспенивающегося полистирола
- Характеристики пенополистирола
- Переработка вспенивающегося полистирола
- Предварительное вспенивание
- Созревание гранул — предварительная выдержка
- Формование пенополистирола
- Содержание пентана в пенополистироле
- Меры безопасности при производстве пенополистирола
Секреты производства пенополистирола
Производство пенополистирола и штукатурки по утепленному фасаду – прибыльный бизнес, обладающий средним порогом вхождения. Пенополистирол широко используется в самых разных сферах – в строительстве, в пищевой промышленности, в автомобилестроении.

Выдержка блоков пенополистирола
В данной статье будут детально рассмотрены как агрегаты для изготовления обычного пенополистирола, так и оборудование для производства экструдированного пенополистирола, вы узнаете, из каких элементов состоит производственная линия, и основные аспекты технологии изготовления данного материала.
1 Технология изготовления пенополистирола
Технология производства пенополистирола довольно незатейлива, и может быть реализована даже при наличии необходимого минимума производственного оборудования.
Однако важным фактором является сильная зависимость качества итоговой продукции от выполнения всех требований технологии, поскольку даже малейшее пересушивание пенополистирола, либо, наоборот, попытка резки недостаточно просушенного, сырого, материала, могут стать причиной отбраковки всей партии продукции (пускай это даже фасадная штукатурка по пенопласту).
В целом, технология изготовления пенополистирола состоит из нескольких последовательных этапов.
На первом этапе сырье, из которого производится пенополистирол (полистирольный пенопласт) – гранулы вспенивающегося полистирола (ПСВ), своими руками, либо с помощью автоматизированного оборудования, загружаются в контейнер предвспенивателя.
В предвспениватели происходит прогрев гранул, в результате чего они надуваются, увеличиваются в объемах, и превращаются в наполненные воздухом пустотелые шарики.
Вспенивание может выполняться как один раз, так и несколько. При повторном вспенивании процесс полностью повторяется – сырье своими руками (или автоматизированно) заново погружается в предвспениватель, прогревается, и увеличивается. Повторное вспенивание применяется, когда необходимо получить пенополистирол, обладающий минимальной плотностью.

Цех по производству пенополистирола
От плотности пенополистирола зависят его прочностные характеристики и вес. В некоторых случаях – для утепления фасадов, и тому подобных нагружаемых конструкций, требуется высокоплотный пенополистирол, однако, как правило, ввиду меньшей стоимости, низкоплотный пенополистирол пользуется большим спросом.
Показатель плотности материала измеряется в килограммах на кубометр. Иногда прочность называют фактическим весом. К примеру, пенополистирол, обладающий фактическим весом 25 килограмм, имеет плотность 25 кг/м³. Это намного лучше, чем при утеплении фасадов минватой.
Полистирольное сырье, вспенивание которого выполняется один раз, гарантирует итоговую плотность пенополистирола в районе 12 кг/м³. Чем больше процессов вспенивания было выполнено – тем меньшим будет фактический вес изделия.
Как правило, максимальное количество процессов вспенивания на одну партию сырья – 2, так как многократное вследствие многократного вспенивания сильно ухудшается прочность итогового продукта.
На втором производственном этапе, вспененный полистирол попадает в камеру выдержки, где на протяжении суток вылеживается. Данный процесс необходим для того, чтобы стабилизировалось давление внутри наполненных воздухом гранул.
При каждом повторном процессе вспенивания процесс вылеживания должен повторяться. Для создания пенополистирола плотностью до 12 кг/м³, сырье подлежит нескольким повторным циклам вспенивания и вылеживания.
После того как сырье вылежало требуемого количество времени, из полуфабриката формируются блоки пенопласта на утепление фасада пенопластом. Происходит это в блок-форме, внутри которой гранулы обрабатываются подающимся под давлением паром.
После формирования блока, пенопласт повторно выдерживается в течение суток – это необходимо для того, чтобы из пенопласта ушла влага, так как при нарезке сырого блока кромки изделия будут рваными и неровными, после чего попадает на линию нарезки, где блоки раскраиваются на плиты требуемых размеров и толщины.

Подлежащие вспениванию гранулы полистирола
2 Оборудование для производства
Производственная линия по изготовлению пенополистирола включает следующие элементы:
- Участок хранения и проверки сырья;
- Агрегат вспенивания;
- Контейнер для вылеживания;
- Агрегат для формирования блоков;
- Агрегат для нарезки пенопласта на утепление фундамента пенополистиролом;
- Участок для хранения готового изделия;
- Агрегат для переработки отходов.
2.1 Участок хранения и проверки сырья
Важно, чтобы полистирольное сырье, использующееся для производства пенополистирола, отвечало всем стандартам качества, так как от него сильно зависят характеристики готового пенополистирола.
Как правило, основные отечественные и зарубежные производители для изготовления пенополистирола используют сырье от следующих компаний:
- Xingda (Китай);
- Loyal Chemical Corporation (Китай);
- BASF (Германия).
Технологические требования допускают повторного использования отходов (переработанных пенополистирольных плит). Количество вторично используемых материалов не должно превышать 10% от веса итогового изделия.
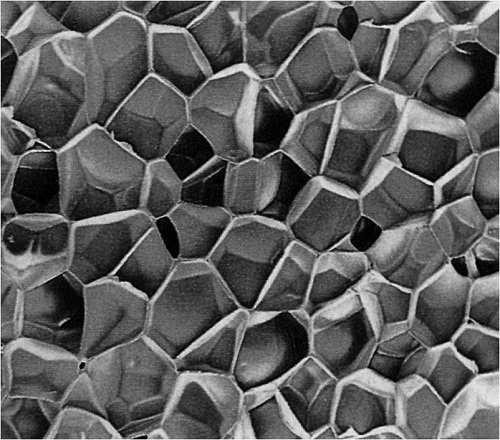
Структура пенополистирола под микроскопом
Разгружаются мешки с полистиролом электрокаром, либо, в случае небольшой фасовки, своими руками. Сырье не должно храниться свыше трех месяцев, после даты его производства. Температурный режим хранения пенопласта на утепление фасадов квартир – от 10 до 15 градусов.
2.2 Агрегат для вспенивания
Данная производственная линия состоит из предвспенивателя (как правило, циклического типа), блока для сушки вспененных гранул полистирола, пневматического конвейера, и управляющего элемента.
Полистирол из мешков своими руками выгружается в предвспениватель, в который под давлением подается горячий пар (температурой около 95-100 градусов), под воздействием которого происходит первичное вспенивание сырья.
Процесс контролируется компьютерным оборудованием, которое по достижению полистиролом заданного объема прекращает подачу пара, после чего полуфабрикат попадает в блок для сушки.
2.3 Контейнер для вылеживания
Гранулы, из которых забрана лишняя влага, транспортируются в контейнер для вылеживания. В контейнере посредством кондиционирования постоянно поддерживается заданная влажность и температура и влажность воздуха.
При температуре в пределах от 16 до 25 градусов гранулы выдерживаются около 12 часов. На протяжении этого времени пустотелые вспененные гранулы наполняются воздухом.
Технология повторного вылеживания, которое выполняется в случае вторичного вспенивания, аналогична вышеописанному методу, и осуществляется с помощью одного и того же оборудования.
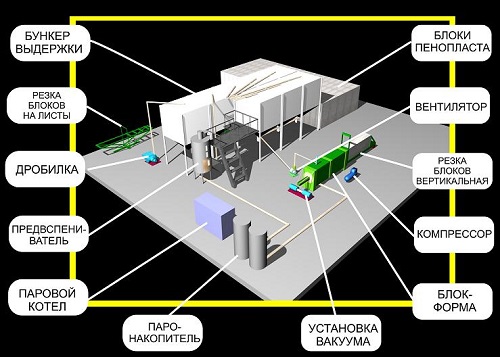
Схема производственной линии по изготовлению пенополистирола
Именно объем контейнера в большей степени задает номинальную продуктивность производственной линии, поэтому количество и размер бункеров необходимо тщательно рассчитывать, исходя из желаемого объема производства экструдированного пенополистирола.
2.4 Агрегат для формирования блоков полистирола
Из контейнера для вылеживания гранулы вспененного полистирола с помощью пневмотранспорта подаются в промежуточную камеру, которая оборудована датчиком наполнения.
При поступлении требуемого количества гранул, сырье транспортируется в формирующий блок. Блок-форма – это герметический контейнер, который, после наполнения гранулами, закрывается. Через клапан подачи, в блок-форму подается горячий пар.
В процессе тепловой обработки под давлением происходит вторичное вспенивание гранул, которые расширяются, и при достижении заданной температуры спекаются в монолитный блок пенополистирола.
Охлаждение сформированного пенополистирола происходит в этом же агрегате, посредством откачки воздуха из камеры вакуумным насосом. Для стабилизации внутреннего давления воздуха в гранулах пенополистирола блок выдерживается при комнатной температуре на протяжении суток.
2.5 Агрегат для нарезки пенополистирола
По истечению требуемого времени пенополистирольный блок попадает на нарезающий агрегат. Линия резки представляет собою комплексное оборудование, которое способно выполнять резку, как в горизонтальной, так и в вертикальной плоскости.

Агрегат для формирования блоков пенополистирола
Данное оборудование имеет два режима работы – автоматический режим реализации заданной программы, и режим с управлением своими руками. Как правило, весь процесс происходит в автоматическом режиме.
Режущий элемент оборудования – раскаленные струны из тугоплавкой стали, которые способны выполнить быстрое и эффективное формирование плит пенопласта требуемых форм и размеров.
Система электронного управления установкой дает возможность своими руками настроить температуру накала струн, скорость их движения, и размер итогового изделия.
2.6 Агрегат для переработки отходов
Поврежденные в процессе производства пенополистирольные материалы не утилизируются, а подлежат повторной переработки. Переработка пенополистирола выполняется в агрегате, внутри которого вращаются дробильные молотки, которые крошат плиты пенопласта на отдельные гранулы.
Полученное в процессе переработки сырье посредством пневмотранспорта подается в накопительный бункер, из которого гранулы попадают в блок-форму в количестве, не превышающим 10% от веса первичного сырья, используемого для производства.
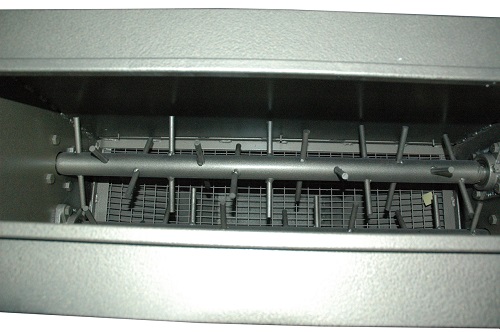
Дробилка для отходов пенопласта
2.7 Производство экструдированного ППС
Отличие в производственное линии по изготовлению экструдированного пенополистирола, в сравнении с вышеописанной технологией изготовление обычного пенополистирола, заключается в наличии экструдера.
Экструдер – оборудование для производства экструдированного пенополистирола, обладающее формирующими фильерами, сквозь которые проталкивается полистирольный расплав.
Экструзионная головка предает пенополистиролу требуемую структуру, в результате чего на выходе получаются монолитные изделия, обладающие закрытыми ячейкам диаметром 0.1 мм, которые превосходят обычный пенополистирол по параметру гидрофобности и паропроницаемости.
Данная технология предусматривает иной подход к вспениванию сырья, которое происходит вследствие смешивания гранул с вспенивающим реагентом в азотной среде.
2.8 Технология производства пенопласта (видео)
Источник
Все о переработке пенополистирола: опыт от практиков
Две схемы получения изделий из пенополистирола
В настоящее время существует две технологические схемы получения изделий из вспененного полистирола, что и определяет виды пенополистирола.
В первом случае изделия получают формованием из предварительно вспененных гранул полистирола, чаще всего это пенополистирол для упаковки. Второй способ позволяет получать так называемый «экструзионный» (экструдированный) пенополистирол.
В этом случае происходит нагрев гранул полистирола общего назначения специальных марок с последующим выдавливанием из экструдера с одновременной подачей вспенивающего агента. Чаще всего это полистирол общего назначения марки 585 производства Киришского завода полистиролов.
В качестве вспенивающего агента ранее использовались различные фреоны, но в последнее время эти озоноразрушающие агенты уступают место безфреоновым системам на основе СО2.
В данной статье подробно остановимся на методе получения изделий из вспененного полистирола методом формования и расскажем все о пенополистироле этого вида.
Сырье для пенопласта
Сырьем для производства формованных изделий (пенополистирольных блоков, плит, упаковки) служат гранулы вспенивающегося полистирола, представляющие собой продукт суспензионной полимеризации стирола в присутствии порообразователя (пентана, изопентана).
Пенополистирол может иметь антипиреновые добавки для негорючих марок (маркируются буквой F).
Марка сырья для пенополистирола определяется содержанием частиц с наиболее часто повторяющимся размером при рассеве, что в готовом изделии будет определять, наряду с прочими факторами, конечную плотность. Также в маркировке обычно оговорено наличие антипиренов (F). Чем больший процент гранул основной фракции (более 90%), тем стабильнее будет процесс переработки.
Основные критерии при выборе марки вспенивающегося полистирола
- массовая доля частиц основной фракции и их размер;
- массовая доля пентана;
- кажущаяся плотность пенополистирола при однократном вспенивании;
- время выдержки предвспененного полистирола перед формованием (короткий цикл, длинный цикл);
- особые свойства — высокие физико-механические характеристики, негорючесть и пр.
Для получения качественных изделий необходимо провести входной контроль по определенным параметрам , чтобы убедиться, что в работу поступают гранулы в полном соответствии с заявленными техническими характеристиками.В большинстве случаев производители гарантируют сохранение качества продукта в течение 3 — 6 месяцев в герметичной упаковке.
Для изготовления плит различной плотности используется одинаковое сырье — полистирольные гранулы. Но на один кубометр строительных блоков идет разное количество сырья: на ПСП-15 — до 15 кг, ПСП-25 — от 15 до 25 кг, ПСП-35 — от 25 до 35 килограммов. Сырье составляет львиную долю в себестоимости продукции — 70%.
Характеристики пенополистирола
Пенополистирол характеризуется низкой теплопроводностью (0,030—0,040Вт/моС) и плотностью (15—40кг/м3). При этом прочность пенополистирола позволяет применять его в качестве конструктивного элемента, способного нести значительные нагрузки в течение длительного времени. Марки с высокой плотностью позволяют крепить на пенополистирольные плиты различные конструкции. Прочность на сжатие при 10% линейной деформации составляет для различных марок 65—250кПа.
Пенополистирол не гигроскопичен, имеет чрезвычайно низкую паропроницаемость (в зависимости от плотности, в 40-70 раз ниже, чем у минерального волокна). Водопоглощение при погружении в воду на 7дней составляет 0,5—1,5% от объема.
Пенополистирол не стоек к некоторым органическим растворителям (ацетон, этилацетат, нефтяной толуол, уайт-спиритnи т.д.), средства для защиты древесины, каменноугольная смола и ее производные (креозолит.д.) могут привести к размягчению, усадке и даже растворению плит.
Участившиеся в последнее время случаи возгорания строящихся офисных зданий с утеплением плитами из пенополистирола вызваны использованием горючих марок полистирола, хотя строительный рынок предлагает огромное количество не горючих материалов с особыми свойствами.
Переработка вспенивающегося полистирола
Изготовление пенопласта из вспенивающегося полистирола происходит в три стадии:
- Предварительное вспенивание.
- Промежуточная выдержка (созревание).
- Окончательное вспенивание с формованием.
На каждом этапе необходим контроль качества по определенным параметрам.
Предварительное вспенивание
При предвспенивании гранулы расширяются под воздействием насыщенного пара. Нагрев гранул происходит при температуре 80 – 110ᵒС. В зависимости от давления пара и времени обработки плотность полистирола снижается с 630 кг/м. куб. до 15-30 кг/м. куб. Плотность предварительного вспенивания определяется конечной плотностью готового изделия.
Чаще всего для строительных блоков гранулы могут повторно вспениваться после промежуточного вызревания в течение 4-6 часов, для получения в готовом изделии малой плотности. Двойное вспенивание применяют для достижения низкой объемной плотности — 15кг/м. куб. и ниже.
При первичном предвспенивании получают объемную плотность в 1,5 раза ниже желаемой итоговой плотности в готовом изделии. Содержащийся в исходных гранулах пентан раздувает их до 50-тикратного объема по сравнению с первоначальным, что приводит к образованию пенопластовых гранул с замкнутыми ячейками.Размер гранул после предвспенивания 3,6-6 мм.
Созревание гранул — предварительная выдержка
Промежуточная выдержка в силосах, во время которой пентан и водяной пар конденсируются в ячейках, создавая разрежение, способствует диффузии воздуха в ячейки. Одновременно происходит твердение полистирола. Время выдержки, как правило, от 6 до 24 часов, в зависимости от марки полистирола и температуры окружающего воздуха..
Гранулы сушатся (после вспенивания остаточная влажность до 5%), из них выходит избыточный пентан, стабилизируются в хорошо проветриваемых силосах. Сушка проводится в теплых помещениях без сквозняков, иначе гранулы могут «схлопнуться». Ведь тонкие стенки ячеек только что вспененного материала особенно чувствительны к дополнительному давлению среды и перепадам температур. Поэтому предварительно вспененный полистирол непосредственно после вспенивания подвергается стабилизации.
По этой же причине необходимо избегать механических повреждений гранул при транспортировке из предвспенивателя в силосы. Рекомендуемая линейная скорость подачи материала не более 8м/с.
Поэтому наилучшим образом себя зарекомендовала пневматическая подача с контролируемой скоростью. Трубопроводы должны быть без резких изгибов для исключения травмирования гранул.
Формование пенополистирола
Затем предвспененные гранулы засыпаются в вакуумформы, где при обработке перекрестным паром, под воздействием парового удара под вакуумом они размягчаются и расширяются, и методом прессования свариваются друг с другом. Это тепловой, но не химический процесс. Готовый продукт охлаждается водой и извлекается из формы. То есть при изготовлении готовых изделий из пенополистирола не используются дополнительные химические вещества, например, смолы.
Таким образом получается формованный пенопласт с высоким содержанием воздуха, заключенного в огромном количестве замкнутых ячеек, что является причиной высокой и стабильной теплоизоляции. Остаточный пентан продолжает выходить из ячеек ещё минимум сутки. Во время вылежки гранулы упрочняются, так как в разогретом полистироле продолжают протекать процессы полимеризации.
Содержание пентана в пенополистироле
На каждом этапе переработки из пенополистирола уходит пентан, который расходуется на технологический цикл.
Потери пентана при производстве пенополистирола
- 25% — предвспенивание;
- 15% — выдержка;
- 20% — формовка;
- 40% — остается в детали. Это количество сокращается на ≈25% в течение первых суток хранения. Чем выше температура окружающего воздуха, тем быстрее улетучивается пентан.
При предвспенивании на 15-25 кг/м. куб потеря пентана до 2% в течение 24 часов после предвспенивания.
Поэтому если при покупке полистирольных плит для утепления вы чувствуете запах — перед вами материал с нарушенным циклом изготовления.
Объемную плотность пенопласта можно задавать параметрами предвспенивания и формования. Из одной и той же марки полистирола можно получать пенополистирол различной плотности. Готовые пенопластовые блоки обрабатываются фрезами, пилами, раскаленной проволокой.
Меры безопасности при производстве пенополистирола
Производство пенополистирола относится к пожаровзрывоопасным производствам и требует определенных мер безопасности. Пентан, активно выделяющийся при предвспенивании и вылежке полистирола в силосах, тяжелее воздуха и скапливается на уровне пола производственных помещений. Поэтому необходимо предусмотреть искробезопасное исполнение оборудования и трубопроводов, а также датчики, отслеживающие безопасный уровень пентана.
Места скопления пентана — склад сырья, выдержка и место хранения готовой продукции.
Итак, меры безопасности:
- Необходимо предусмотреть минимум 2 пути эвакуации.
- Области хранения гранул и готовой продукции должны быть отделены противопожарными стенами.
- Оптимальная температура в силосной 24 ᵒС.
- Силосная по объему должна быть в 2-2,5 раза больше ежесуточной нормы производства.
- Хранить материал при температуре не ниже 20 ᵒС и относительной влажности воздуха не менее 70%.
- Стены и полы должны быть выполнены из противопожарных материалов, а все перерабатывающее оборудование – в искробезопасном исполнении.
- Проходы – не менее 1,2 м.
- Датчики пламени и дыма и автоматическая система пожаротушения.
Известны случаи, когда производства по производству пенополистирола сгорали за 12 секунд. По этой причине переработку вспенивающегося полистирола размещают в отдельностоящих зданиях.
Источник



