
Что такое фильерный способ
Спанбонд – это технология производства нетканого материала, которая заключается в выделении из расплава полимера через фильеры тонких непрерывных нитей (филаментов), укладывании их в холст с последующим скреплением различными методами.
Также технология спанбонд известна как фильреный способ производства нетканых материалов. Сущность фильерного способа заключается в непосредственном формовании синтетических нитей или волокон из расплавов полимеров с практически одновременной укладкой их в холст. При укладке в холст нитей (волокон) в размягченном состоянии получают готовое нетканое полотно благодаря склеиванию нитей между собой.
При укладке в холст охлажденных нитей (волокон) получают холст, который скрепляют обычными способами: термоскреплением на каландре, пропиткой связующими с последующей сушкой, иглопрокалываением и т.д., в связи с чем этот процесс практически является способом формирования холста из нитей.
Главным образом преимуществом при этом является исключение операций подготовки волокнистого сырья и чесания волокон. Кроме того, такой способ позволяет получать холст особой структуры, состоящей из нитей, что определяет более высокие свойства получаемых нетканых полотен по таким показателям, как разрывная нагрузка, изгибостойкость, стойкость к истиранию.
Процесс формирования холста включает следующие основные операции:
•подача полимерного сырья в виду гранул к плавильному устройству (плавильной головке или экструдеру),
•плавление полимера и фильтрование расплава,
•распределение и дозированная подача расплава к фильерному комплекту,
•формирования бесконечных нитей,
•аэродинамическая вытяжка нитей горячим или холодным сжатым воздухом,
•образование холста за счет укладки нитей на приемную поверхность.
Схематично процесс фильерного способа производства нетканых материалов представлен на схеме 1
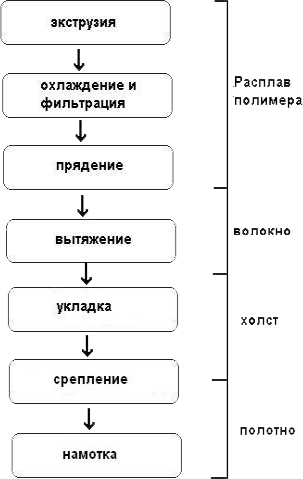
Схема 1. Процесс фильерного способа производства нетканых материалов
Процесс волокнообразования при фильерном способе производства, аналогичен производству непрерывных волокон для изготовления штапелирования штапельных волокон. Волокна формируются из расплава полимера, полимер поступает из экструдера, где происходит процесс плавления гранул, продавливается через специальные отверстия — фильеры и подхватывается холодным воздухом. Расплав фильтруют в фильерном комплекте через несколько слоев кварцевого песка и металлические сетки.
Фильера представляет собой металлический тонкостенный колпачок (чашечку) или пластину с отверстиями. Фильеры для формования волокон из расплавов изготавливают из высоколегированных жаропрочных сталей. Фильеры различаются числом отверстий, их диаметром и формой. Отверстия фильеры, через которые продавливается расплав, представляет собой короткие капилляры диаметром от 250 до 1200 мкм. Как правило, фильеры располагаются на специальной фильерной балке, для формирования волокон из расплава во избежание слипания нитей применяют фильеры балки с числом отверстий от 8 до 4000. Для более плотного расположения волокон в холсте, чаще всего используют две или три фильерные балки.
Перед тем как волокна укладываются на транспортер, они проходят стадию вытяжки и охлаждения. При данном процессе волокна проходят полное отверждение в натянутом состоянии, в данном случае в них фиксируется достигнутая в процессе вытяжки молекулярная ориентация. Полученные волокна обладают высокой прочностью и низким разрывным удлинением. Вытяжка волокон происходит либо механическим, либо аэродинамическим способом. В настоящее время наиболее широкое распространение подучил, аэродинамический способ вытяжки волокон. При аэродинамическом способе используется сжатый воздух. Растяжение нитей происходит под действием скоростного потока воздуха, создаваемого эжектором. Отверждение волокон обычно полностью заканчивается до их поступления в эжектор. В этой схеме режим охлаждения поддается управлению с помощью шахты, в которой может быть создано температурное поле с регулируемым градиентом. Выходящее из эжектора отверженное волокно нелипкое и поэтому может распределяться по приемной поверхности с помощью механических устройств, например дефлекторов (отражателей).
При классической схеме получения текстильных штапельных волокон скорость вытяжки нитей составляет 3200 м/мин, в результате чего получаются частично ориентированные нити, в дальнейшем нити могут подвергаться механической вытяжке для улучшения прочностных характеристик. При изготовлении спанбонда используются сверхзвуковые эжекторы, что позволяет получать скорости воздушного потока с числом Маха до 3-5, что обеспечивает скорость движения нитей до 8000 м/мин и их высокую вытяжку.
Для того, что бы достигнуть максимально равномерного и однородного расположения волокон в холсте, необходимо, что бы элементарные волокна шли отдельно друг от друга до укладки на транспортер. Это достигается с помощью использования статического электричества, волокна заряжаются во время растяжения и до укладки на транспортер. В волокнах заряд может появляться благодаря трибоэлектрическому эффекту (свойство материалов при трении образовывать отрицательный заряд) или путем вводы в пучок электрических зарядов. Разрядка волокон происходит в момент касания заземленной поверхности. Как правило, транспортер для укладки волокон делается из металлической проволоки и заземляется, соответственно при касании волокнами транспортера, статический заряд снимается.
В зависимости от дальнейшего применения нетканого материала используют различные виды скрепления волокон. Теоретически скрепить холст, полученный по технологии спанбонд можно абсолютно любым способом (среди них: иглопробивное скрепление, скрепление водоструйное, скрепление при помощи каландра (термокрепление), скрепление пропусканием воздуха).
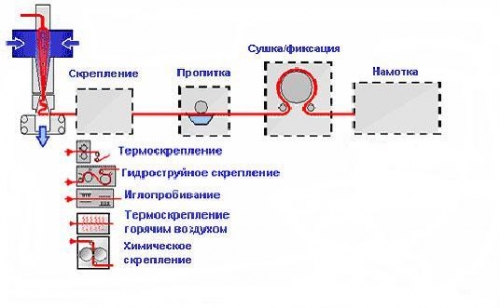
Рис.1 Способы скрепления волокон в схеме производства нетканых материалов
Наиболее распространенными способами скрепления волокон являются:
•термоскрепление волокон гравированным каландром;
•иглопробивным способом;
•комбинация иглопробивного метода и химического скрепления волокон.
От способа скрепления холста зависят конечные области применения того или иного спанбонда. Иглопробивной спанбонд характеризуется высокими поверхностными плотностями (свыше 150 г/кв. м.) и соответственно высокими прочностными характеристиками, что обусловливает его применение главным образом в качестве геотекстильных материалах, а также основы для рулонных кровельных материалов и напольных покрытий. Иногда используются сочетание двух и более методов скрепления для достижения еще большей прочности и износостойкости.
Термоскрепленый спанбонд – это, как правило, более легкий материал (до 150 г/кв.м.), предназначенный для использования его во многих отраслях народного хозяйства. Термоскрепленый спанбонд плотностью порядка 150 г/кв.м. успешно применяется и в качестве геотекстиля. В целом диапазон плотностей спанбонда варьирует от 15-600 г/кв.м.
C текущей ситуацией и прогнозом развития российского рынка, а также с анализом оборудования для производства нетканого геотекстиля можно познакомиться в отчетах Академии Конъюнктуры Промышленных Рынков «Рынок нетканого геотекстиля в России» и «ТЭО организации производства нетканого геотекстиля».
Об авторе:
Академия Конъюнктуры Промышленных Рынков оказывает три вида услуг, связанных с анализом рынков, технологий и проектов в промышленных отраслях — проведение маркетинговых исследований, разработка ТЭО и бизнес-планов инвестиционных проектов.
• Маркетинговые исследования
• Технико-экономическое обоснование
• Бизнес-планирование
Источник
Что такое фильерный способ
Войти
Авторизуясь в LiveJournal с помощью стороннего сервиса вы принимаете условия Пользовательского соглашения LiveJournal
Мелтблаун: фильерно-раздувной способ получения нетканых материалов.
Используемый здесь термин «фильерно-раздувной способ» означает получение волокна из полимерного материала, которые обычно формируют экструдированием расплавленного термопластичного материала через множество тонких, обычно круглых капилляров головки в виде расплавленных нитей или элементарных нитей в сходящиеся с высокой скоростью воздушные потоки, которые утоньшают элементарные нити расплавленного термопластичного материала, чтобы уменьшить их диаметр. После этого волокна, выдутые из расплава, могут быть перенесены высокоскоростным газовым потоком и осаждены на собирающую поверхность с формированием полотна из размещенных случайным образом выдутых из расплава волокон. Такой процесс описан, например, в патенте США 3849241 Бутин (Butin) и др. и патенте США 5271883 Тиммонс (Timmons) и др. Выдутые из расплава волокна могут быть сформованы непосредственно на полотно из волокон фильерного способа производства с образованием связанного слоистого материала.
Процесс формирования холста, в данной технологии, отличен от спанбонда-технологии тем, что отсутствует процесс вытяжки элементарных нитей в шахте, нити выдуваются и переносятся непосредственно на приемную поверхность. Другими словами процесс выглядит так:
— плавление полимера и фильтрование расплава,
— распределение и дозированная подача расплава к фильерному комплекту,
— выдув элементарных нитей в высокоскоростном потоке воздуха,
— осаждение волокон на приемной поверхности.
Схематически получение нетканых материалов фильерно-раздувным способом можно изобразить так:
Данная технология позволяет получать нетканые материалы с максимально равномерным расположением волокон в холсте, а так же с наиболее тонкими волокнами. Эти характеристики придают материалу высокие фильтрационные и абсорбционные характеристики.
В отличие от спанбонд-технологии, волокна при фильерно-раздувном способе получения нетканых материалов, после осаждения на приемную поверхность, не нуждаются в дополнительном скреплении. Волокна в холсте скреплены естественным образом за счет липкости горячего полимера.
Единственным в России проектом по производству мелтблауна является проект ЗАО «Промсинтекс». Предприятие планирует производить мелтблаун для изготовления салфеток и нефтесборочных бонов. По состоянию на январь 2009 года компания продолжает наладочные работы на линии.
Источник
Что такое фильерный способ
Войти
Авторизуясь в LiveJournal с помощью стороннего сервиса вы принимаете условия Пользовательского соглашения LiveJournal
Спанбонд: основы технологии производства
Технический текстиль №15, 2007
Мальнев Сергей Алексеевич
Производство нетканых материалов (НМ) в последнее время становится самым перспективным направлением в текстильной индустрии. Объем их производства и потребления растет несоизмеримо быстрее, чем тканей и трикотажа. Эта связано с тем, что выработка НМ является самым коротким и дешевым способом получения широкого ассортимента текстильных полотен от исходного сырья до готовой продукции.
Согласно прогнозу компании Borealis A. S ., мировое производство нетканых материалов достигнет в 2008 году 3,55 млн. т/год, увеличившись с 2003 года на 860 тыс. т, а их удельный вес в мировом объеме текстильной продукции возрастет за это пятилетие с 8 до 10%. При этом, по данным журнала Chemical Fiber International, темп годового прироста их производства составляет в среднем 6%.
Мощности по производству нетканых материалов традиционно сосредоточенные в Северной Америке и Западной Европе, в большой своей части экспортированы в страны Азии, где в последние годы оно развивается наиболее динамично и по прогнозам к тому же 2008 году достигнет 30% всего объема выпускаемой там текстильной продукции.
Быстрому развитию рынка нетканых материалов в мире способствовало создание высокопроизводительных способов их производства: из расплава полимера, из раздува полимера, термоскрепления, скрепления волокнистых холстов водными струями (гидроструйного скрепления) и др. (диаграмма).
Сырьем для производства нетканых материалов, в основном, служат химические волокна.Из всех видов химических волокон доминирующее место занимают полипропиленовые (ПП) волокна, которые в последние годы активно вытесняют другие волокна. К их преимуществам относятся устойчивость к действию кислот, щелочей, микроорганизмов и небольшой удельный вес.
ПП нетканые текстильные материалы, получаемые фильерным способом, и упрочненные механическим, химическим и термическим методом широко используются во многих отраслях промышленности и народного хозяйства.
Одним из наиболее быстроразвивающихся продуктов среди нетканых материалов на мировых рынках является материал, полученный по технологии спанбонд.
НМ спанбонд в зависимости от плотности имеет самый широкий спектр потребления: от использования в производстве изделий медицинского и санитарно-гигиенического назначения до применения в качестве фильтровальных материалов.
Эксперты склоняются к мнению, что объемы потребления спанбонда в России в ближайшее время увеличатся в несколько раз. Это будет связано с переходом большинства отраслей на менее дорогой материал с характеристиками, во многом превышающими показатели продукции, используемой на сегодняшний день.
Используемый в статье термин «фильерный способ производства» (спанбонд-технология) относится к способу производства волокон малого диаметра из утоньшенного расплавлением полимерного материала.
Волокна фильерного способа производства обычно формируют экструдированием расплавленного термопластичного материала в виде элементарных нитей из множества тонких капилляров фильеры с диаметром экструдируемых элементарных нитей, который затем быстро уменьшают.
Примеры волокон фильерного способа производства и способы их получения описаны в патентах США:
- 4340563 Аппель (Appel);
- 3692618 Доршнер (Dorschner);
- 3802817 Матсуки (Matsuki);
- 3338992 и 3341394 Кинни (Kinney);
- 3502763 Хартман (Hartman);
- 3542615 Добо (Dobo);
- 5382400 Пайк (Pike) и др.
Волокна фильерного способа производства обычно нелипкие, когда их осаждают на собирающую поверхность, и непрерывные по длине.
При укладке в холст нитей (волокон) в размягченном состоянии получают готовое нетканое полотно благодаря склеиванию нитей между собой. Такой процесс и является собственно фильерным способом, за рубежом подобный способ получения нетканого полотна назван spunmelt(спряденный из расплава).
При укладке охлажденных нитей (волокон) получают холст, который скрепляют обычными способами: термоскреплением на каландре, пропиткой связующими с последующей сушкой, иглопрокалываением и др., в связи с чем этот процесс практически является способом формирования холста из нитей
В СССР процесс производства материалов по методу спанбонд получил название холодного формования. Фильерный способ производства, в дальнейшем «спанбонд-процесс», объединяет в одну линию процесс получения волокон, холстообразование, а так же получение готового полотна, скреплением волокон (рис. 1).
Процесс волокнообразования при фильерном способе производства, аналогичен производству непрерывных волокон для изготовления штапельных волокон. Волокна формируются из расплава полимера, полимер поступает из экструдера, где происходит процесс плавления гранул, продавливается через специальные отверстия (фильеры) и подхватывается холодным воздухом. Расплав фильтруют в фильерном комплекте через несколько слоев кварцевого песка и металлические сетки.
Фильера представляет собой металлический тонкостенный колпачок (чашечку) или пластину с отверстиями. Фильеры для формования волокон из расплавов изготовляют из высоколегированных жаропрочных сталей.
Фильеры различаются числом отверстий, их диаметром и формой. Отверстия фильеры, через которые продавливается расплав, представляет собой короткие каппиляры диаметром 250. 1200 мкм. Как правило, фильеры располагаются на специальной фильерной балке, для формирования волокон из расплава во избежание слипания нитей применяют фильеры балки с числом отверстий от 8 до 4000. Для более плотного расположения волокон в холсте, чаще всего используют две или три фильерные балки.
Перед тем как волокна укладываются на транспортер, они проходят стадию вытяжки и охлаждения. При данном процессе волокна проходят полное отверждение в натянутом состоянии, в данном случае в них фиксируется достигнутая в процессе вытяжки молекулярная ориентация. Полученные волокна обладают высокой прочностью и низким разрывным удлинением. Вытяжка волокон происходит либо механическим, либо аэродинамическим способом.
В настоящее время наиболее широкое распространение подучил, аэродинамический способ вытяжки волокон, при котором используется сжатый воздух. Растяжение нитей происходит под действием скоростного потока воздуха, создаваемого эжектором. Отверждение волокон обычно полностью заканчивается до их поступления в эжектор. В этой схеме режим охлаждения поддается управлению с помощью шахты, в которой может быть создано температурное поле с регулируемым градиентом. Выходящее из эжектора отверженное волокно — нелипкое и поэтому может распределяться по приемной поверхности с помощью механических устройств, например дефлекторов (отражателей)
При классической схеме получения текстильных штапельных волокон скорость вытяжки нитей составляет 3200 м/мин, в результате чего получаются частично ориентированные нити; в дальнейшем они могут подвергаться механической вытяжке для улучшения прочностных характеристик.
При изготовлении фильерных нетканых материалов используются сверхзвуковые эжекторы (рис. 2), что позволяет получать скорости воздушного потока с числом Маха до 3. 5, что обеспечивает скорость движения нитей до 8000 м/мин и их высокую вытяжку. Такие высокие скорости приводят к частичной ориентации и высокой скорости формирования полотна, особенно для легких структур (17 г/м 2 ).
Для многих областей применения частичная ориентация достаточно увеличивает прочность и уменьшает растяжимость, чтобы образовывать функциональный материал (например, материал для покрытия детских памперсов).
Однако, некоторые области применения, такие как ковровые основы, требуют, чтобы нити обладали очень высоким пределом прочности на разрыв и низкой степенью растяжения. Для такого применения нити вытягиваются горячими валами с типовой степенью вытяжки 3,5:1. Затем нити пневматически или механически укладываются на перемещающийся конвейер. Этот процесс медленнее, но дает более прочные полотна.
В зависимости от дальнейшего применения нетканого материала используют различные виды скрепления волокон (рис. 3), наиболее распространенные из которых:
- термоскрепление волокон гравированным каландром,
- иглопробивной способ
- комбинация иглопробивного способа и химического скрепления.
- Sanjiv R. Malkan and Larry C. Wadsworth: ‘A review on spunbond technology, Part I — INB, Nonwovens vol.3, 1992 , 4-14
- Sanjiv R. Malkan and Larry C. Wadsworth: ‘A review on spunbond technology, Part II» — INB, Nonwovens vol.4, 1992 , 24-33
- «Spunbonding», Textile Month, March 1999, 16
- «Synthetic Fibres» — реклама фирмы Tecnon OrbiChem (Англия).
Источник



