
Как делают фанеру

В России очень много лесов, которые идут под производство фанеры и других строительных материалов. И если оцилиндровка бревен, распиловка и другие наиболее часто используемые способы обработки древесины не вызывают вопросов, то изготовление фанеры может быть достаточно интересным процессом.
На деревообрабатывающем заводе материалы для производства фанеры проходят несколько стадий. И начинается все с березовых бревен, которые сюда привозят. По сути, перед началом производства бревна не проходят никакой специальной подготовки. Их просто спиливают и привозят на завод.
Первым этапом производства является подготовка бревен. Их специально размачивают в теплой воде, чтобы они впитали как можно больше влаги и стали готовыми для использования. После этого их достают и разрезают по длине на необходимый размер.
Разрез бревен производится в специальных станках, которые распиливают бревна по спирали на очень тонкие пластины. Конечно, реальных пластин на этом этапе не получается, на выходе получается что-то вроде деревянной тонкой спирали, которую после этого растягивают в один лист и разрезают на пластины. В качестве отходов на этом этапе остаются сердцевины от бревен, которые затем используют как вторичное сырье для производства других типов строительных материалов.
После получения деревянных листов полученный материал тщательно сортируется. После этого несколько пластин складывается воедино и склеивается между собой. При этом каждая последующая пластина в слое укладывается так, чтобы было чередование исходя из направления волокон: вдоль и поперек по очереди. Такие чередования пластин при укладке обязательны, потому как делают фанеру более прочной.

Если толщина каждого листа дерева составляет порядка миллиметра, то требуется примерно пять или шесть слоев, чтобы получилась фанера толщиной в пять миллиметров. Для склейки используется специальный клеящий материал, который сушится несколько дней после проклейки. Так высыхает непосредственно сам клей, а также каждый слой фанеры.
После просушки фанера разрезается на пластины заданного размера. В зависимости от полученных пластин, фанера сортируется по размеру, толщине, проверяется ее качество.
В зависимости от типа фанеры пропитка может производиться не только водой, но и специальными средствами. Кроме этого, после пропитки водой фанеру могут пропитывать средствами для приобретения ею определенных свойств, например, для придания большей долговечности, теплостойкости или огнестойкости.
Также полученные листы фанеры могут подвергать внешней обработке, например, шлифованию, покраске, и так далее.
Источник
Производство фанеры
Фанера это многослойный строительный материал, изготавливается путём склеивания специально подготовленного шпона.
Место, где производят фанеру, фанерный завод, называют ещё и «биржей». Только в обороте здесь не ценные бумаги и валюта, а брёвна. Берёза, сосна, ель.
Вот они как раз и являются ценностью. Укрывают их в том числе и от солнечного света — чтобы ультрафиолетовые лучи не высушивали торцы брёвен.
Возьмем, для примера, берёзу — фанера из неё получается самой прочной.
На завод дерево попадает в виде распиленных на равные части брёвен — чураков. Из них формируют нечто вроде вязанки, «перевязанных» массивными металлическими цепями.

Эту огромную «вязанку» осторожно перемещают в бассейн с очень горячей водой. Здесь древесину основательно пропаривают.


При этом на поверхности дерева появляется бурая пена. Это — деготь, который выделяет береза. Он защищает дерево от гниения. А также используется при изготовлении знаменитой «мази Вишневского».


Через несколько часов почерневшие брёвна выгружают из бассейна и оставляют на воздухе, чтобы выровнять температуру чурака — тепло должно переместиться от коры к самой сердцевине.
Берёза — порода настолько плотная и тяжелая, что даже тонет в воде. Но если древесину распарить — она станет мягкой и пластичной.
После распаривания чурак направляется на лущильный станок. Здесь брёвна вращаются вокруг своей оси, а лущильный нож срезает с них кору и снимает с древесины широкую стружку, двигаясь по архимедовой спирали.


Небольшой экскурс в историю: В году Архимед вывел формулу идеальной спирали — она должна вращаться вокруг точки, с каждым новым витком приближаясь к ней на одинаковое расстояние.
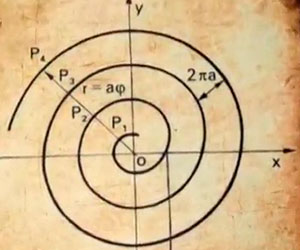

Похожим принципом пользуется паук, когда плетет свою паутину.
Архимедова спираль позволяет срезать с бревна идеально ровный слой древесины. Можно сравнить это с заточкой деревянного карандаша. Карандаш — это ствол дерева, а канцелярская точилка — лущильный нож. Процесс лущения выглядит почти так же, как заточка карандаша. Правда стружка срезается не с кончика, а со всего цилиндра. Эта стружка, снятая с бревна, и называется шпоном.
Длина шпона, снятая с одного чурака, может достигать метров. время шпон всё ещё остается влажным и теплым. Потому, что если бревно не пропаривать, драгоценная стружка при лущении будет рваться и ломаться. Самый тонкий шпон в мире делают только из Российской березы — толщиной всего в 1 мм.

В Америке, например, где березы почти нет, фанеру делают из сосны и пихты. В Китая — из тополя. А из такой мягкой хвойной древесины тонкого шпона не получается.
Снятую стружку раскраивают на гильотине и отправляют в газовую сушилку. Потоки горячего воздуха выгоняют из древесины лишнюю влагу, чтобы будущая фанера не расслаивалась и не пузырилась.
Кстати, разбить рукой обычный тонкий фанерный лист очень сложно. И под силу очень немногим большим мастерам (искусство разбивания твёрдых предметов). Если деревянная доска ломается за счет разрушения структуры волокон древесины под действием механической энергии удара, то тонкий лист фанеры эту энергию не просто поглощает, а возвращает мощь удара.
Устранение дефектов шпона
Если на древесине остался след от сучка — березовый шпон отправляют на починочный станок. Машина вырубает дефект и одновременно ставит на его место заплатку.


Теперь — ключевой момент. Сборка фанеры. Для листа толщиной 1 см. нужно склеить 7 слоев шпона. Такой способ склеивания фанеры из нескольких листов в конце века называли «Русским». Раньше для склеивания использовали состав на основе казеина — молочного белка. Его получали из молока и сыра. Казеиновая фанера была прочной, но сильно впитывала влагу и промокала.
Сегодня шпон склеивают с помощью формальдегидной смолы — благодаря ей фанера становится влагостойкой. Обычная мука делает смолу гуще, а древесину прочнее. Мел не позволяет клею проникать на поверхность и портить товарный вид.
У фанеры всегда нечетное число слоев. Клеем пропитываются лишь четные листы шпона, которые при сборке чередуются с сухими нечетными. Но самое главное — все слои взаимно перпендикулярны. Именно это делает фанеру такой прочной. У одного листа шпона волокна расположены вдоль. У следующего — поперек. Слой за слоем фанера увеличивает ударную вязкость — способность поглощать механическую энергию. Перекрестное расположение листов делает древесину устойчивой к деформации.

Собранные в пакеты слои шпона на несколько минут отправляют в холодный пресс, где сухие и проклеенные листы схватываются друг с другом. Это — подготовительный этап перед горячим прессованием. Каждый лист будущей фанеры загружают в подъемник, который транспортирует их в пролетный горячий пресс. На каждом его этаже размещается фанерный полуфабрикат. Под большим давлением шпон накрепко склеивается друг с другом. высокой температуры клей даже кипит, а фанера испускает горячий пар. Всего за 10 минут бутерброд из тончайшей березовой стружки и клея превращается в сверхпрочный материал, который в течение суток будет остывать. За это время завершится процесс полимеризации клея.

Теперь остается лишь обрезать неровные края шпона и придать изделию привычный вид. Сложно поверить, что на самом деле обычная фанера — уникальный сверхпрочный материал.


Бакелитовая фанера
Оказывается, из обычной древесины можно сделать еще нечто более прочное! Например — пластик. Его называют бакелитовой фанерой. Или — . Она настолько прочная, что может заменить бронзу. Из бакелитовой фанеры делают подшипники скольжения и бесшумные зубчатые передачи. сопротивляется любому виду деформации, не скалывается, не ломается и не растягивается.
Прочным, как цветные металлы, дерево становится благодаря бакелитовому лаку. Он делает материал почти неуязвимым. Им можно пользоваться даже под водой. Обычный березовый шпон покрывается лаком с обеих сторон и отправляется в сушилку. Здесь при температуре в 100 градусов он полностью впитывается в древесину. у древесного пластика лаком пропитан каждый лист шпона. Пласты разделяют металлическими листами и отправляют под пресс. Он часами сжимает при давлении в 6 раз большем, чем при изготовлении обычной фанеры. Количество слоев у древесного пластика доходит до сотни.
Из легкой и сверх прочной делали фюзеляжи и крылья летательных аппаратов. Среди них есть первый цельно деревянный Советский истребитель по прозвищу «Рояль» и немецкая ракета класса времен рейха.
Другие статьи

История появления фанеры
Первые фанерные листы были созданы еще в Древнем Египте. Произошло это примерно в 15 веке до н.э. Археологами был найден небольшой ларец из кедра, оклеенный пластинками черного дерева.

Вес фанеры. Сколько весит лист, куб, квадратный метр фанеры?
Ориентировочные данные о весе листов берёзовой фанеры различной толщины

Описание сортов фанеры
Деление фанеры по сортам происходит в соответствии с требованиями ГОСТ № 3916.1-96. Сортность фанеры устанавливается согласно количеству брака на поверхности фанеры.
Источник
Фанера: виды, технология производства

Фанера — композиционный листовой материал, состоящий из склееных с помощью связующего листов шпона.
Фанера делится на фанеру общего назначения и специальную. Специальные виды фанеры: авиационная, карбофан, декоративная, бакелизированная и др. Фанерой общего назначения называют фанеру, не относящуюся к специальным видам.
В зависимости от вида используемого связующего выделяют две марки фанеры общего назначения:
- ФК (фанера водостойкая на карбамидоформальдегидном (КФ) связующем);
- ФСФ (фанера повышенной водостойкости на фенолформальдегидном (ФФ) связующем).
По степени обработки поверхности различают фанеру:
- не шлифованную (НШ);
- шлифованную с одной стороны (1Ш);
- шлифованную с двух сторон (2Ш).
По классу эмиссии свободного формальдегида:
— Е1 (до 10 мг формальдегида на 100 г абсолютно сухой фанеры)
— Е2 (от 10 до 30 мг формальдегида на 100 г абсолютно сухой фанеры)
В зависимости от внешнего вида наружных слоев фанеру подразделяют на пять сортов: Е (элита), I, II, III, IV. О
Фанера считается изготовленной из той породы древесины, из которой изготовлены ее наружные слои.
Фанеру, изготовленную из древесины одной или различных пород, подразделяют соответственно на однородную и комбинированную.
Требования к фанере общего назначения с наружными слоями из древесины лиственных и хвойных пород устанавливают ГОСТы 3916.1-96 и 3916.2-96.
Технологический процесс изготовления фанеры общего назначения включает следующие операции:
— доставка сырья (кряжей) на склад фанерного предприятия;
— гидротермическая обработка сырья (выдержка в воде с повышенной температурой для увеличения пластичности и эластичности древесины);
— раскрой кряжей на чураки (заготовки для лущения);
— окорка сырья;
— лущение чураков с получением ленты шпона;
— раскрой ленты шпона на форматные листы;
— сушка шпона;
— сортировка;
— починка листов шпона и соединение кускового шпона в форматные листы;
— приготовление связующего;
— нанесение клея на шпон;
— подсушка нанесенного клея (только для некоторых видов клеев с низким содержанием сухого остатка);
— сборка пакетов для прессования;
— холодная подпрессовка пакетов;
— склеивание пакетов в горячем прессе с получением фанеры;
— охлаждение фанеры;
— починка фанеры (удаление дефектов);
— обрезка фанеры;
— шлифование фанеры;
— сортировка;
— маркировка, упаковка.
Нанесение клея на шпон. При нанесении клея на шпон должны выполняться следующие условия: 1) слой наносимого клея должен быть сплошным и равномерным по толщине; 2) количество наносимого клея должно быть минимально достаточным.
Клей наносят одним из следующих способов: контактным (на вальцевых станках), обливом (на клееналивных станках), экструзией, окунанием, пневматическим или механическим распылением.
Сборка пакетов. Лист фанеры, как правило, состоит из нечетного числа листов шпона. При этом клей можно наносить на обе поверхности каждого четного листа или на одну из поверхностей каждого листа (за исключением лицевого слоя фанеры).
При сборке пакетов особое внимание обращают на соблюдение правила симметрии, которое означает: в листе фанеры симметрично расположенные по отношению к центральной плоскости листы шпона должны иметь одинаковую влажность, толщину и направление волокон, должны быть изготовлены из древесины одной породы и своими лучшими поверхностями обращены наружу будущего листа фанеры.
Несоблюдение правила симметрии ведет к короблению фанеры.
Подпрессовывание пакетов. Целью операции подпрессовки является обеспечение транспортной прочности пакетов (уменьшение смещения слоев шпона друг относительно друга), уменьшение толщины пакетов, повышение равномерности распределения клея. Удаление воздуха из промежутков между листами шпона позволяет увеличить продолжительность хранения пакетов перед склеиванием в горячем прессе. Подпрессовка существенно снижает количество таких дефектов склеивания как слабая кромка, слабый угол, просачивание клея.
Выполняется подпрессовывание в одноэтажных прессах. При этом одновременно прессуется большая стопа, состоящая из такого количества пакетов, которого достаточно для одной ил нескольких запрессовок в горячем прессе (20-60 шт). Режимы подпрессовывания: давление – 1,0-1,5 МПа; продолжительность – 5-10 мин.
Склеивание фанеры. Склеивание – основная операция в технологическом процессе производства фанеры. Известны два способа склеивания фанеры – холодный и горячий.
При холодном способе температура клеевых швов во время склеивания соответствует температуре окружающего воздуха, т.е. 18 – 20 ºС. Склеивание можно производить как феноло-, так и карбамидоформальдегидными клеями. Расход клея составляет 120–170 г/м 2 . ФФ клея ребуют выдержки склеиваемого пакета под давлением в течении 3 часов и более. При использовании КФ смол продолжительность склеивания зависит от вида и количества применяемого отвердителя и составляет обычно 30–60 мин. Давление прессования 0,7–1,4 МПа, толщина прессуемого пакета может доходить до 400 мм.
Достоинствами холодного способа являются сохранение натурального цвета древесины, небольшие потери древесины на упрессовку. Однако он имеет и существенные недостатки, которые препятствуют его широкому распространению: малая производительность, повышенный расход клея, применение специального металлоемкого оборудования.
Горячий способ склеивания применяют практически все предприятия по производству фанеры. Преимущества перед холодным способом:
— резко увеличивается скорость отверждения клея и, следовательно, возрастает производительность клеильного оборудования;
— возможность достижения минимального расхода клея без снижения прочности. В зависимости от толщины шпона, вида и марки клея, марки получаемой фанеры расход клея составляет 95–130 г/м 2 , что, в среднем, в 1,5 раза меньше, чем при холодном способе склеивания.
Горячее склеивание чаще всего реализуют в многоэтажных прессах.
Склеивание шпона в фанеру может быть организовано по одному либо по несколько пакетов в каждом промежутке пресса. Число пакетов, загружаемых в один промежуток пресса, зависит от толщины изготавливаемой фанеры:
| Толщина фанеры, мм | 1,5 | 2,0 – 2,5 | 3 – 4 | 5 – 6 | 8 – 12 |
| Число пакетов, шт | 7 | 5 – 4 | 4 – 3 | 2 | 1 |
Суммарная толщина пакетов, загружаемых в пресс, как правило, не превышает 18–20 мм. Склеивание шпона несколькими пакетами позволяет обеспечить максимально возможную производительность пресса. Склеивание фанеры по одному пакету в каждом промежутке пресса имеет свои преимущества. В этом случае обеспечивается симметричный нагрев каждого пакета. Наружные слои каждого листа фанеры будут иметь одинаковую влажность и одинаковую упрессовку, поэтому устраняется опасность коробления фанеры. Кроме того, за счет сокращения времени склеивания под давлением почти в 2 раза уменьшаются потери древесного сырья на упрессовку.
Регламентируемыми параметрами режима склеивания являются температура, давление и продолжительность прессования. Температура плит при прессовании фанеры общего назначения поддерживается на уровне 105-135С. Повышенное давление необходимо для достижения требуемого контакта между клеем и склеиваемыми поверхностями шпона. Его величина зависит от многих технологических факторов и при склеивании фанеры из лиственного шпона должна составлять 1,8–2,0 МПа, из хвойного шпона – 1,4–1,7 МПа.
Длительность выдержки пакетов под давлением, т.е. время склеивания фанеры, зависит от марки фанеры, ее слойности, толщины склеиваемого пакета, вида применяемого клея, породы древесины, температуры плит пресса. Она может применяться в очень широком диапазоне от 2 до 15 мин. Конкретное время для каждого случая можно установить в зависимости от перечисленных установить в зависимости от перечисленных факторов по справочным таблицам или рассчитать.
После окончания выдержки склеиваемых пакетов под давлением оно должно быть снято. Продолжительность операции снижения давления в зависимости от конкретной ситуации может изменяться от 1 до 2 минут. Выполняется она в два приема: вначале давление до 0,3-0,5 МПа, а затем, более плавно – до нуля. Такой замедленный характер снижения давления во втором периоде необходим для постепенного «стравливания» внутреннего давления пара, содержащегося в пакете. Если внешнее давление со стороны нагревательных плит сбросить сразу, то внутренним давлением пара (0,3-0,4 МПа) пакет может разорвать, т. е. произойдет расслаивание отдельных слоев шпона друг от друга. Этот вид брака, заключающихся в местном расслоении листа фанеры, носит название «пузырь». Если расслоение произошло на углах листа фанеры, такой дефект называют «слабый угол». Опасность возникновения расслоения тем больше, чем влажнее шпон, меньше концентрация и вязкость клея, выше температура склеивания и больше слойность фанеры. Появлению пузырей сильнее подвержена фанера из хвойного шпона, меньше – из лиственного.
Охлаждение фанеры проводят с целью снижения ее температуры и влажности. При охлаждении также происходит удаление из фанеры свободного формальдегида. Разобщенные листы фанеры в течении 4-7 минут обдуваются воздухом комнатной температуры (18-20˚С). Использовать для обдува холодный воздух нельзя, т.к. это приведет к конденсации влаги на поверхности фанеры и, как следствие этого, к повышению ее влажности. Температура листов фанеры во время охлаждения уменьшается до 40-60 ˚С, а влажность снижается с 23-24 до 13-14 %. Реализуется эта операция в веерных или конвейерных охладителях.
Форматная обрезка необходима для выравнивания кромок листов фанеры, которые должны быть прямолинейными и без бахромы. Должна быть также обеспечена прямоугольность узлов и правильные размеры сторон листов с отклонением, не более ± (4-5) мм. Данную операцию выполняют на форматно-обрезных станках, имеющих от одной до четырех пил.
Шлифование фанеры производят с целью: а) выравнивание листов по толщине. В этом случае операция называется калибрование; б) уменьшения шероховатости поверхности.
Операция шлифования выполняется на шлифовальных станках. Как правило, шлифование проводят двух- или трехкратное с постепенным уменьшением градации шлифовальной ленты.
Сортирование фанеры производят с учетом следующих признаков:
–породы древесины (хвойная или лиственная);
– внешнего вида поверхности (сорт);
– степени водостойкости клеевого соединения (марки ФК, ФСФ);
– степени обработки поверхности (НШ, Ш1, Ш2);
–экологической безопасности (Е1, Е2);
– формату и толщине.
Фанера считается сделанной из той породы, из которой изготовлены ее наружные слои.
С учетом внешнего вида определяют сорт фанеры, который зависит от сорта шпона наружных слоев. Обозначается сорт фанеры следующим образом: сорт лицевого слоя / сорт оборотного слоя. Например Е/Е , Е/I. У хвойной фанеры в обозначении добавляются индекс «Х».
Условное обеспечение фанеры должно включать: наименование продукции, породу древесины наружных и внутренних слоев, марку, сорт, класс эмиссии, степень механической обработки наружных слоев, размеры, указание стандарта.
Например: «Фанера, береза/береза, ФСФ, І/ІІІ, Ш2, Е1, 2440×1525×12,0 ГОСТ 3916.1-96.
Починка фанеры. Сортность фанеры может быть повышена устранением обнаруженных дефектов. К числу таких дефектов относятся трещины, слабые углы, пузыри, отверстия от выпавших сучков. Трещины заделывают вставками или замазкой. Слабые углы исправляют разделением слоев, введением между ними клея и запрессовкой в винтовом прессе. Аналогично исправляют пузыри. Отверстия от выпавших сучков заделывают вставками.
Источник



