
- Электрохимическая обработка металлов
- Обработка металлов в электоролите
- Преимущества способа
- Составляющие процесса
- Рабочая среда
- Разновидность обработки
- Производительность
- Резка
- Прошивание
- Копирование
- Размерная
- Заточка
- Эффективность
- Методы электрохимической обработки металлов
- Назначение электрохимической обработки металла
- Разновидности обработки
- Режущие операции
- Получение отверстий методом прошивания
- Метод копирования
- Получение точных размеров путем электролиза
- Операции по заточке инструмента
- Электрохимическая обработка металлов
- Использование электролиза в обработке металлов
- Электрохимические методы обработки металлов
- Станки электрохимической обработки
Электрохимическая обработка металлов
Обработка металлов в электоролите
Изменять форму, размер, получать поверхность с малой шероховатостью позволяет электрохимическая обработка металлов на специальном оборудовании. Материал не подвергается при этом механическому воздействию. Происходит его растворение в электролитическом составе под действием тока заданной величины.

Преимущества способа
Методы электрохимической анодной обработки изделий из металлов разработаны для случаев, в которых применение других технологий не дает нужного результата или затруднено. Уникальность результата применения способа:
- сохранение формы рабочего органа;
- независимость от твердости/хрупкости материала;
- отсутствие деформирующих усилий на тонкие стенки;
- сохранение поверхности детали (термоупрочнение, оплавление, наклеп);
- доступность воздействия в узких полостях, сложных переходах плоскостей, наклонных пазах, отверстиях малого сечения при большой глубине(соотношение 1:200);
- регулировка интенсивности воздействия.
Составляющие процесса
Основывается электрохимическая обработка металлов на вымывании вещества анода в электролитическом растворе при определенной плотности тока между электродами. Станки для нее имеют узкую специализацию (1,2 операции), в зависимости от того, какая применяется технология обработки. Изготавливают индивидуальное оборудование под конкретное изделие.
Рабочая среда
Раствор составляют на водной основе из соответствующих компонентов:
- солей натрия;
- солей калия;
- кислот (соляная, серная, азотная).
Концентрация солей от 5% до 15%, кислоты 5% — 10%.
Обработку отдельных мест заготовки проводят, локализуя процесс в нужной зоне накладыванием защитных масок на остальную часть детали.
Продукты процесса удаляются из зоны реакции потоком электролита.
В рабочих растворах содержаться активные реагенты, поэтому одновременно выполняют комплекс мер по защите оборудования и изделий от коррозии.
Разновидность обработки
Анодное подключение изделия выполняют при таких операциях:
- Полировка. Получение гладкой поверхности, зеркала, защитной оксидной пленки;
- Травление. Очистка перед покраской, сборкой, оклеиванием, точечной сваркой. Получение рельефа путем локализации действия;
- Прошивание отверстий, резка с высокой точностью;
- Обработка по размеру, копирование согласно образцу на электроде.
Совмещая анодный (растворение) и катодный (напыление) методы обработки, получают высокотехнологические изделия для различных областей применения.
Производительность
Станок имеет скорость процесса снятия слоя материала ниже, чем у механического оборудования. Выигрыш времени в том, что конечный результат по сложности, выдержке формы, сравним с работой 5 фрезерных станков.
Величина производительности определяется, как объем снятого материала (мм³) в единицу времени (мин) при подведенном токе в 1 А. Каждый состав электролита имеет свой показатель. Хлористый натрий, например, имеет значение 2,2 мм³/мин, азотнокислый натрий – 1,1 мм³/мин. Использование состав из нескольких реагентов увеличивает скорость растворения анода, повышает степень обработки.
Нужно выдерживать установленные зазоры (боковой, торцевой) между электродом и заготовкой. Учитываются напряжение, скорость подачи, конструкция рабочего органа, электропроводность раствора.
Производительность повышают, применяя методы многоэлектродного воздействия на площадь детали.
Резка
Увеличение плотности тока приводит к более интенсивному процессу съема металла с поверхности. Выравнивая скорость растворения с подачей катода, получают непрерывный процесс прорезывания канавок в материале. Удаление продуктов реакции обеспечивают непрерывным потоком прокачиваемой жидкости. В качестве электрода выступает проволока, перематываемая с одного барабана на другой.
Прошивание
Метод сходен резке, но электрохимический процесс происходит в основном на торце катода, который подается с равной скоростью. В этой операции электрод должен иметь достаточную жесткость, чтобы не воспринимать вибрацию, которая может передаваться через станок, не деформироваться при движении. Рабочая его часть способствует поддержанию устойчивого потока электролита в зазоре. Не рабочие края надежно изолируют.
Точность обработки плоскости металла составляет ±0,13 мм, отверстий 0,1 – 0,15 мм.
Станок может быть оборудован следящей за параметрами системой.
Копирование
Форма электродов в этом случае совпадает. Зазор выдерживают в расчетном значении. В результате электрохимической реакции, материал разрыхляется, вымывается в не совпадающих местах. В точках, где зазор меньше процесс идет интенсивнее, металл растворяется сильнее. В результате промежуток становится одинаковым, происходит электрохимическое копирование формы металлов обрабатываемых деталей (с допустимыми припусками из-за трудности контроля в малом зазоре). Точность достигаемого копирования от 0,5 мкм до 3 мкм, повторяемость параметров 0,5 — 10 мкм от электрода – эталона в партии.
Распространены универсальные варианты станка для электрохимической обработки металлов – копировально-прошивочные с широкой номенклатурой изделий. Область применения – твердосплавная обработка: инструмент, штампы, пуансоны.
Размерная
Эта технология предназначена для получения у детали требуемой формы, размера. Процедура выполняется при условии скоростного, непрерывного обновления электролитической среды в зоне действия полюсов. Принудительную прокачку ведут под давлением, создаваемым насосом. Постоянный поток жидкости позволяет уменьшать величину зазора между обрабатываемыми металлами. Сопротивление среды снижается, плотность тока растет, электрохимическая реакция ускоряется.


Заточка
Использованы особенности электрохимических явлений при растворении кромки металлов. Получение острия происходит в неравномерном электрическом поле при постоянном перемещении. Регулируя угол наклона, получают заточку заданной формы (наконечники, иглы, электроды). Используют, в основном, соли натрия при плотности тока 4-7 А/см², напряжение 8 — 15В.

Технология электрохимической обработки
Эффективность
Методы электрохимической обработки металлов в производстве получают все большее распространение из-за сравнительно небольшого энергопотребления, низкого уровня шума, вибраций, высокой точности и повторяемости результата при соблюдении технологической карты обработки металлов. Допустима обработка любых токопроводящих материалов, устойчивых к химическим составляющим раствора.
Источник
Методы электрохимической обработки металлов
Методом электрохимической обработки можно проводить практически любые операции по изготовлению деталей, доводке изделий либо заточке инструмента при отсутствии всякого негативного вмешательства в структуру металла.
Под электрохимической обработкой металлов понимают такие различные процессы, которые связаны со специфическим воздействием на металлические детали путем растворения поверхности электролитическим способом. Метод широко применяется в промышленности, в таких отраслях машиностроения, как создание космической техники, авиационных аппаратов, автомобильная индустрия, производство техники для медицинских нужд, установок энергетического назначения, различных микросистем.
Путем электрохимической обработки можно работать с металлами любого типа, марки, проводить операции со сплавами высоколегированными на основе никеля, крепкими титановыми сплавами и материалами, которые прошли закалку. Поскольку метод не предполагает контактного силового взаимодействия между инструментом и заготовкой, деталь не подвергают нагреву, это исключает возникновение таких негативных моментов, как выработка инструмента, растрескивание тела заготовки, покрытие пленочными оксидами, необходимость проведения доводочных работ по устранению заусенцев.

Изделия из металла, подвергнутые обработке электрохимическим способом, не имеют напряжений внутри структуры, изменений в кристаллической решетке, заусенцев на поверхности.
Назначение электрохимической обработки металла
Электрохимическая обработка деталей – иногда единственно возможный метод придания формы изделию из металла. Связано это с тем, что другие виды обработок: термическая или механическая – в некоторых случаях могут привести к изменению структуры поверхностного слоя. Изменятся свойства металла: увеличится хрупкость, потеряются эластичность и упругость, снизится сопротивляемость коррозии. Все это сделает невозможным дальнейшее использование детали в узле механизма, особенно если это ответственная конструкция.
Другой причиной, по которой целесообразно применение электрохимической обработки, это работа с твердыми сплавами. Обыкновенные резцы не всегда способны дать высокую точность обработки. Может понадобиться много операций доводки, а это финансово не всегда оправдано, ведь в итоге электрохимическая обработка дает самые точные прецизионные результаты всего лишь за один цикл операции обработки. Здесь также важен момент отсутствия влияния электрохимического инструмента на кристаллическую решетку металлической заготовки.
Чтобы понять, как можно использовать метод, нужно иметь представление о процессе обработки. Взаимодействие между инструментом и деталью проходит в растворе электролита и, по сути, представляет собой электролиз.
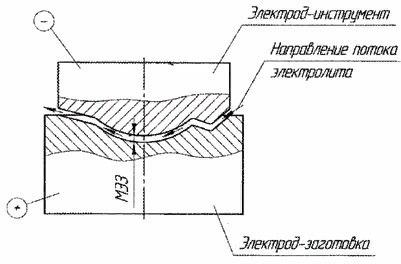
Процесс выглядит следующим образом:
- Заготовку и инструмент помещают в емкость, чтобы они не соприкасались между собой.
- К детали подсоединяют «+» клемму источника постоянного тока, к инструменту – «-» клемму.
- В емкость заливают электролит на основе нейтральной соли и подают напряжение.
- Между заготовкой и инструментом начинает течь электрический ток, и происходят окислительно-восстановительные реакции, где металл заготовки окисляется, а инструмент восстанавливается.
- В результате деталь приобретает определенную форму, а в электролите оседает шлам в виде продуктов окисления.
Разновидности обработки
Методом электрохимической обработки можно создавать формы произвольной конфигурации из любого без исключения металла.
Режущие операции
За счет того что ток можно уплотнить до очень высоких показателей, с поверхности металла в области протекания электролиза съем частиц будет более интенсивным. На этом принципе основана электрохимическая резка. Чтобы электрохимический процесс был стабильным, добиваются постоянной скорости окисления с одновременной подачей в рабочую область электрода катода. В итоге прорезь канавок в заготовке будет проходить непрерывно.
Дополнительно для эффективного удаления окислов из рабочей зоны при помощи насоса в емкости постоянно прокачивают раствор электролита. Катодом в таком автоматизированном процессе обычно служит металлическая проволока, которая с заданной скоростью перематывается между двумя барабанами с одного на другой. Электрохимический процесс позволяет получить очень узкий рез, сопоставимый с десятыми долями миллиметра.
Получение отверстий методом прошивания

Материал электрода в этом случае подбирают очень тщательно. Недопустимо, чтобы в процессе движения происходила вибрация электрода, что приведет к неточности образования отверстия. Все части электрода, которые не участвуют в операции, надежно изолируют, дабы избежать электролиза в других частях заготовки и не испортить последнюю. Точность диаметра, с какой можно получить отверстие путем электрохимического прошивания, не выходит за пределы 0.15 мм.
Метод копирования
Метод имеет свои сложности из-за необходимости тщательно контролировать толщину зазора, причем по трем осям координат. Точность обработки при этом может доходить до практически идеальных показателей при отклонениях до 3 микрон. Еще одна сложность – достичь высокого сходства параметров у деталей, полученных от одной прецизионной матрицы. Здесь разбег может составлять до 10 микрон.
Получение точных размеров путем электролиза
Для получения высокоточных параметров размера детали в электрохимической обработке применяют способ принудительной прокачки электролита под давлением с одновременным его обновлением. Это позволяет создавать стабильно высокую плотность тока в зазоре и уменьшать зазор до максимально возможного значения.
Операции по заточке инструмента
Метод электрохимической заточки основан на принципе создания неравномерной плотности тока, направленной вдоль кромки режущего инструмента. В результате выборка металла идет под углом, и резец заостряется. Можно изменить угол заточки путем изменения угла наклона анодного инструмента.
Объем и скорость снятия металла напрямую зависят от силы тока и времени обработки изделия.
Если вы сталкивались с процессом электрохимической обработки металлов, имеете практический опыт проведения таких операций или базовые знания в этой области, поддержите тему в комментариях. Всегда интересно и полезно знать мнение специалистов!
Источник
Электрохимическая обработка металлов
 Электрохимическая обработка металлов основана на использовании эффекта растворения «тел» электродов, участвующих в процессе электролиза.
Электрохимическая обработка металлов основана на использовании эффекта растворения «тел» электродов, участвующих в процессе электролиза.
Причем разрушительной силы этого физико-химического процесса вполне достаточно для обработки не только обычных металлов, но и чрезвычайно твердых токопроводящих сплавов.
Использование электролиза в обработке металлов
Под электролизом понимают физико-химический процесс, в результате которого происходит перенос вещества (на атомарном уровне) с поверхности токопроводящего электрода в электролит и в обратном направлении.
Используя в качестве электродов (или одного из электродов) обрабатываемые заготовки, погруженные в электролит, можно спровоцировать процесс изменения их формы и размеров. Причем скорость процесса и направление движения частиц контролируется с помощью изменения напряжения и полярности на электродах.
То есть, попеременно превращая обрабатываемую деталь то в катод, то в анод, можно «прибавлять» или «убавлять» габариты изделия. А если поверхность детали покрыть диэлектриком, который препятствует ионному обмену, то наращивание или убывание металла произойдет только в «нужных» местах.
Электрохимические методы обработки металлов
 По способу воздействия на деталь электрохимические процессы подразделяются на:
По способу воздействия на деталь электрохимические процессы подразделяются на:
- Анодную обработку, когда заготовку подключают к положительному полюсу.
- Катодную обработку, когда заготовку подключают к отрицательному электроду.
- Попеременную обработку, когда заготовка может включаться в цепь, и в роли анода, и в виде катода.
К типовым разновидностям анодной обработки относятся такие процессы, как:
- Электрохимическое травление.
- Полировка.
- Обработка по размеру.
Формообразование детали осуществляется за счет локализованного растворения металла на аноде или окисления верхних слоев заготовки с последующим удалением мягких оксидов.
Самые распространенные «анодные» технологии:
- Электрохимическое травление (эхт).
- Полирование (эхп).
Причем ЭХТ используется для глубокой очистки детали перед покраской или сборочными операциями. Кроме того, с помощью ЭХТ на поверхность заготовки можно нанести декоративный рельеф, защитив часть внешней плоскости диэлектрическими составами. А еще с помощью травления можно поднять адгезию металла и подготовить деталь к оклеиванию или сварке давлением.
Технология ЭХП (электрохимической полировки) предполагает травление шероховатостей на поверхности заготовки. Причем деталь можно «разгладить» до состояния «зеркала» (глянцевания). Еще одна сфера применения ЭХП – дезактивация побывавших в зоне радиоактивного заражения изделий. Технология ЭХП позволят в относительно короткие сроки «снять» с поверхности детали слой толщиной до 80-100 микрометров.
Кроме растворения с помощью анодных технологий можно реализовать еще и процесс формообразования, когда на анод «растворяется» до габаритов шаблона-катода. Кроме того, с помощью анодных технологий на поверхности детали можно вырастить очень тонкую оксидную пленку, защищающую изделие от всевозможных «неприятностей».
 Катодная обработка распространена меньше, чем ее анодный аналог. Эта технология реализуется в виде гальванических процессов, предполагающих напыление металла. Такие технологии объединены под единым названием – гальваностегия (она же – гальванопластика). Смысл этого действа заключается в формировании на поверхности электрода, в качестве которого может выступать даже покрытая графитом модель, слоя напыляемого металла.
Катодная обработка распространена меньше, чем ее анодный аналог. Эта технология реализуется в виде гальванических процессов, предполагающих напыление металла. Такие технологии объединены под единым названием – гальваностегия (она же – гальванопластика). Смысл этого действа заключается в формировании на поверхности электрода, в качестве которого может выступать даже покрытая графитом модель, слоя напыляемого металла.
Попеременная обработка, предполагающая переключение полярности электродов, дает возможность воспользоваться всеми преимуществами и анодной и катодной технологии.
Станки электрохимической обработки
С помощью станков и обрабатывающих комплексов, ориентированных на использование электрохимических технологий металлообработки можно реализовать достаточно сложные операции.
Однако такие станки используются только в узкоспециализированных технологических процессах. То есть, можно утверждать, что электрохимическое оборудование рассчитано на исполнение одного-двух пунктов из технологической карты.
И чаще всего с помощью такого оборудования выполняется уплотнение или наклеп поверхности, термоуплотнение труднодоступных участков, повышение квалитета качества плоскости детали, высокоточная шлифовка и резка. Причем последняя операция – резка заготовки – осуществляется без механического воздействия на тело изделия, поэтому качество и точность электрохимического среза, просто вне конкуренции.
Кроме того, очень популярны и копирно-прошивочные станки, используемые в инструментальном производстве. Такие агрегаты применяются в процессе изготовления сверхпрочных режущих инструментов, матриц, пуансонов и прочих деталей.
Источник



